12计数控制图
- 格式:ppt
- 大小:11.92 MB
- 文档页数:34


控制图控制图就是对生产过程的关键质量特性值进行测定、记录、评估并监测过程是否处于控制状态的一种图形方法。
根据假设检验的原理构造一种图,用于监测生产过程是否处于控制状态。
它是统计质量管理的一种重要手段和工具。
英文control chart定义控制图又称为管制图。
第一张控制图诞生于1924年5月16日,由美国的贝尔电话实验所的休哈特(W.A.Shewhart)博士在首先提出管制图使用後,管制图就一直成控制图为科学管理的一个重要工具,特别方面成了一个不可或缺的管理工具。
它是一种有控制界限的图,用来区分引起的原因是偶然的还是系统的,可以提供系统原因存在的资讯,从而判断生产过於受控状态。
控制图按其用途可分为两类,一类是供分析用的控制图,用来控制生产过程中有关质量特性值的变化情况,看工序是否处於稳定受控状;再一类的控制图,主要用於发现生产过程是否出现了异常情况,以预防产生不合格品。
作用在生产过程中,产品质量由于受随机因素和系统因素的影响而产生变差;前者由大量微小的偶然因素叠加而成,后者则是由可辨识的、作用明显的原因所引起,经采取适当措施可以发现和排除。
当一生产过程仅受随机因素的影响,从而产品的质量特征的平均值和变差都基本保持稳定时,称之为处于控制状态。
此时,产品的质量特征是服从确定概率分布的随机变量,它的分布(或其中的未知参数)可依据较长时期在稳定状态下取得的观测数据用统计方法进行估计。
分布确定以后,质量特征的数学模型随之确定。
为检验其后的生产过程是否也处于控制状态,就需要检验上述质量特征是否符合这种数学模型。
为此,每隔一定时间,在生产线上抽取一个大小固定的样本,计算其质量特征,若其数值符合这种数学模型,就认为生产过程正常,否则,就认为生产中出现某种系统性变化,或者说过程失去控制。
这时,就需要考虑采取包括停产检查在内的各种措施,以期查明原因并将其排除,以恢复正常生产,不使失控状态延续而发展下去。
通常应用最广的控制图是W.A.休哈特在1925年提出的,一般称之为休哈特控制图。

控制图控制图(Control Chart )又称管理图、休哈特图,是一种将显著性统计原理应用于控制生产过程的图形方法。
控制图是区分过程中正常波动和一场波动,并判断过程是否处于控制状态的一种工具。
正常波动是由普通原因(偶然因素、随机因素)造成的,这些因素在生产过程中大量存在,对产品质量经常发生影响,但它造成的质量波动往往比较小,在生产过程中是允许存在的,如材料成分的微小变化、设备的轻微震动、刃具的正常磨损、夹具的弹性变型等;一场波动是由特殊原因(异常因素、系统因素造成的。
这些因素在生产过程中并不大量存在,对产品质量也不经常发生影响,一旦存在,它对产品质量的影响就比较显著,如机器设备带病运转,操作者违章操作等。
控制图的控制界限就是用来区分正常波动和异常波动的。
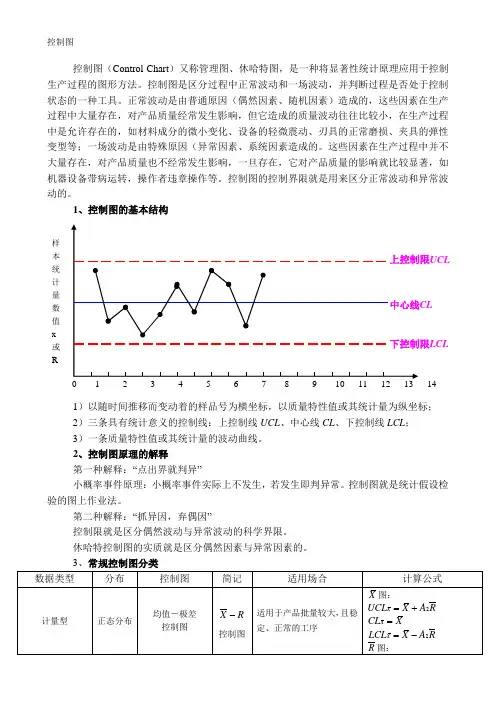
1、控制图的基本结构1)以随时间推移而变动着的样品号为横坐标,以质量特性值或其统计量为纵坐标; 2)三条具有统计意义的控制线:上控制线UCL 、中心线CL 、下控制线LCL ; 3)一条质量特性值或其统计量的波动曲线。
2、控制图原理的解释 第一种解释:“点出界就判异”小概率事件原理:小概率事件实际上不发生,若发生即判异常。
控制图就是统计假设检验的图上作业法。
第二种解释:“抓异因,弃偶因”控制限就是区分偶然波动与异常波动的科学界限。
休哈特控制图的实质就是区分偶然因素与异常因素的。
UCLLCL样本统计量数值x 或R14 15 16 17 18按用途分类1)分析用控制图——用于质量和过程分析,研究工序或设备状态;或者确定某一“未知的”工序是否处于控制状态;2)控制用控制图——用于实际的生产质量控制,可及时的发现生产异常情况;或者确定某一“已知的”工序是否处于控制状态。
4、R X -图的绘制1)确定控制对象(统计量)一般应选择技术上最重要的、能以数字表示的、容易测定并对过程易采取措施的、大家理解并同意的关键质量特性进行控制。
2)选择控制图对于计量数据而言,R X -控制图是最常用最基本的。
控制图的基本概念1、控制图——过程控制的工具。
用来表示一个过程特性的图象。
它有两个基本用途:①用来判断过程是否一直受统计控制。
②用来帮助过程保持受控状态。
1 控制图的构成:①收集:收集数据并画在图上。
②控制:根据过程数据计算试验控制线识别变差特殊原因并采取措施。
③分析及改进:确定普通变差的大小,并采取减少它的措施。
重复三个阶段,从而不断改进过程。
2 控制图的益处:①供正在进行过程控制的操作者使用。
②有助于过程在质量上和成本上能持续地、可预见的保持下去。
③使过程达到:——更高的质量。
——更低的单件成本。
——更高的有效能力。
④为讨论过程的性能提供共同的语言。
⑤区分变差的特殊原因和普通原因,作为采取局部措施或对系统采取措施的指南。
常用的控制图相关公式及表格SPC控制图应用详细介绍2.1什么是控制图控制图由正态分布演变而来。
正态分布可用两个参数即均值μ和标准差σ来决定。
正态分布有一个结论对质量管理很有用,即无论均值μ和标准差σ取何值,产品质量特性值落在μ±3σ之间的概率为99.73%,落在μ±3σ之外的概率为100%-99.73%= 0.27%,而超过一侧,即大于μ+3σ或小于μ-3σ的概率为0.27%/2=0.135%≈1‰,休哈特就根据这一事实提出了控制图。
由于上下的数值大小不合常规,再把分布图上下翻转180°,这样就得到一个单值控制图,称μ+3σ为上控制限,记为UCL,称μ为中心线,记为CL,称μ-3σ为下控制限,记为LCL,这三者统称为控制线。
规定中心线用实线绘制,上下控制限用虚线绘制。
综合上述,控制图是对过程质量数据测定、记录从而进行质量管理的一种用科学方法设计的图。
图上有中心线(CL)、上控制限(UCL)和下控制限(LCL),并有按时间顺序抽取的样本统计量数值的描点序列。
2.2质量数据与控制图2.2.1计量型数所确定的控制对象即质量指标应能够定量。
所控制的过程必须具有重复性,即表现出统计规律性。
控制图(Control Chart)又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
有三条平行于横轴的直线:中心线(CL,Central Line)、上控制线(UCL,Upper Control Line)和下控制线(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(Control Line),通常控制界限设定在±3标准差的位置。
根据控制图使用目的不同,控制图可分为:分析用控制图和控制用控制图。
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。
计量型控制图平均数与极差控制图( -X-R Chart )平均数与标准差控制图( -X-S Chart )中位数与极差控制图( ~X-R Chart )个別值与移动极差控制图( X-Rm Chart )计数值控制图不良率控制图(P chart)不良数控制图(nP chart,又称np chart 或d chart)缺点数控制图(C chart)单位缺点数控制图(U chart) 控制图种类及应用场合控制图的分析与判定应用控制图的目的,就是要及时发现过程中出现的异常,判断异常的原则就是出现了“小概率事件”,为此,判断的准则有两类。
第一类:点子越出界限的概率为0.27% 。
准则1属于第一类。
第二类:点子虽在控制界限内,但是排列的形状有缺陷。
准则2-8属于第二类。
控制图八大判异准则(口诀)2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)4/5C (连续5点中有4点在中心线同一侧的C区以外)6连串(连续6点递增或递减,即连成一串)8缺C (连续8点在中心线两侧,但没有一点在C区中)9单侧(连续9点落在中心线同一侧)14交替(连续14点相邻点上下交替)15全C (连续15点在C区中心线上下,即全部在C区内1界外(1点落在A区以外)▶ 2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)判读:1、控制过严;2、材料品质有差异;3、检验设备或方法之大不相同;4、不同制程之资料绘于同一控制图上;5、不同品质材料混合使用。