(完整版)钳工工艺学教案-錾削、锯削和锉削
- 格式:doc
- 大小:179.01 KB
- 文档页数:6
钳工基本技能训练任务一:锯、锉、錾的基本操作一、教学内容锯、锉、錾的基本操作中锯削的基本操作二、教学目标1、了解钳工的工作范围及特点。
钳工一般是指工人手持工具对材料进行除层的加工方法。
主要工作包括划线,锯削,锉削,錾削,钻孔,铰孔,攻丝,套丝,刮削,研磨,抛光,装配和修理等。
钳工工具简单,操作灵活,对技术水平要求较高,易学难精,在某些情况下可以完成用机械加工不方便或难于完成的工作。
因钳工劳动强度大,生产效率低,所以常在零件的或小批量生产中采用。
在机械制造和修配工作中,钳工仍占有十分重要的地位。
]2、熟悉钳工工作台和掌握使用台虎钳。
钳工大多数操作是在钳工工作台和台虎钳上进行的。
一般用坚固的木材和钢铁制成,要求牢固平稳,台面高度800——900mm为宜。
为了安全生产,以面正前方常装有防护装置。
台虎钳是钳工夹持工件的主要工具,它有固定式和回转式两种。
台虎钳规格用钳口宽度表示,常用的为100——150mm。
台虎钳夹持工件时,尽可能夹在钳口中部,使钳口受力均匀;夹持工件完工后的表面应用软钳口(软钳口常用铜皮或铝皮制成)加以保护。
3、掌握锯削的基本操作。
三、教学重点掌握锯削这种钳工加工的方法和所用的工具四、教学难点掌握锯削这种钳工加工的方法和所用的工具>五、教学准备准备尽量多的工具图片,以便学生在理论课上能对钳工这个工种中的工具有更多直观的了解。
六、教学内容和过程锯弓架+锯条锯弓架:安装和张紧锯条锯条:锯条用碳素工具钢(T10或T10A)制成,并经过淬火处理。
常用锯条长度300mm,宽12mm,厚0.8mm。
为了适应材料性质和锯割面的宽窄,锯齿分为粗、中、细三种。
粗齿锯条齿距大,容屑空隙大,适用于锯软材料或锯剖面较大的工件。
锯硬材料时,则选用细齿锯条,锯齿的粗细,通常是以每25mm长度内有多少齿来表示。
选择锯条必须根据锯割部分材料的厚薄和软程度综合考虑。
2、锯削的操作$1)锯条的安装锯割前选用合适的锯条,使锯条齿尖朝前,装入夹头的销钉上。

完整版)钳工教案教师姓名:XXX钳工教案首页课次:一章节:钳工入门及安全教育绪论:本课程的目的是让学生了解钳工的基础知识和安全操作技术,掌握钳工常用设备、工具的结构、用途及正确使用、维护保养方法。
同时,也要熟悉钳工常用量具的基本知识和使用维护保养方法,掌握钳工常用刀具的使用和刃磨方法,培养勤学苦练的精神,养成遵纪守规、安全操作、文明生产的职业惯。
重点:了解钳工在工业生产中的工作任务,实场地设备和本工种操作中常用的工具刃具,以及实场地的规章制度及安全文明生产要求。
难点:钳工安全操作技术。
教学方法:现场实物教学。
教具:挂图、钳台以及常用工具。
安全事项:授课时要注意安全。
授课班级:日期:相关素材:钳工教案续页教学过程:引言:安全生产是头等大事,同学们需要了解钳工生产中的安全知识及存在的安全隐患。
教学内容正文:一、钳工概述钳工是手持工具对金属进行加工的方法。
钳工工作主要以手工方法,利用各种工具和常用设备对金属进行加工。
虽然工业发展很快,但有些机械加工不太适宜或某些不能解决的某些工作,还是由钳工完成,比如设备的组装及维修等。
在比较大的企业里,对钳工还有比较细的分工,如装配钳工、修理钳工、模具钳工、划线钳工、工具、夹具钳工等。
二、钳工的基本操作钳工的基本操作包括划线、锉削、錾削、锯削、钻孔、扩孔、锪孔、铰孔、攻螺纹、套螺纹、刮削、研磨、装配等。
三、钳工的特点钳工的特点是加工灵活、方便,能够加工形状复杂、质量要求较高的零件。
工具简单,制造刃磨方便,材料来源充足,成本低。
但劳动强度大,生产率低,对个人技术水平要求较高。
四、钳工的加工范围钳工的加工范围包括加工前的准备工作,如清理毛坯,在工件上划线等,以及加工精密零件,如锉样板、刮削或研磨机器量具的配合表面等。
结语:通过本节课程的研究,同学们应该掌握了钳工的基础知识和安全操作技术,同时也了解了钳工的特点和加工范围,为以后的研究和工作打下了坚实的基础。
2、木工锉、模具锉、机械锉等。
广东省技工学校文化理论课教案(首页)(代号A—3)
共4页
审阅签名:
教学过程:
一、导课
1、提问钳工的主要任务:加工零件、装配、设备维修、工具的制造和修理。
2、讲述钳工在生产制造过程中发挥的重要作用:
机械切削加工半成品钳工手工操作成品
二、新课§3-2錾削、锯削与锉削
(一)、錾削
——用手锤打击錾子对金属工件进行切削加工。
作用:去除毛坯上凸缘、毛刺、分割材料、錾削平面等不便机械加工的操作。
1、錾削工具:手锤和錾子
(1)、手锤
锤头:碳素工具钢,淬硬处理,HRC45~50,规格大小以重量表示;组成木柄:檀木,葫芦形,截面椭圆形;
楔子:铁材料,带倒刺。
(2)錾子
①材料:碳素工具钢淬火处理 HRC 56~62
头部:锥度,顶端略带球形,工作时锤点集中,不易偏斜;
②组成錾身:八棱形,工作时防止转动,錾削顺利准确;
切削部分:楔形,有两对称刀面。
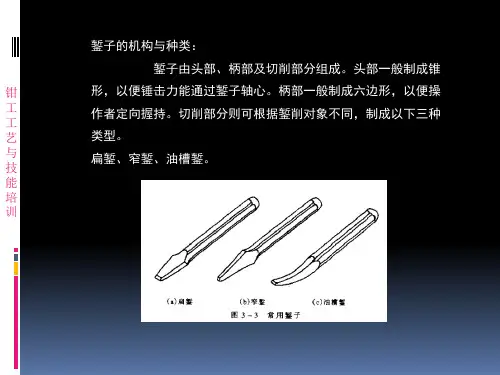
③錾子的种类及用途(表3-1)
a、扁錾:錾削平面、分割材料、去毛刺;
b、尖錾:錾削沟槽、分割曲形板料;
c、油槽錾:錾削润滑油槽。
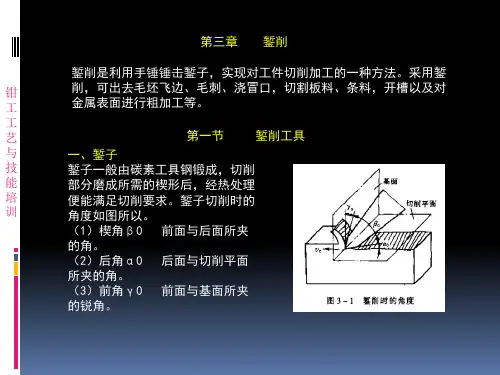
2、錾削角度(錾削原理):
——前刀面与后刀面之间的夹角。
(1)楔角β
①作用:楔角越小,錾切越省力。
分 过大:錾切费力,錾切表面不平整; 析 过小:刃口薄弱,强度降低,容易崩损。
②角度: 硬材料:60°∼70°; 中等硬度:50°∼60° 软材料:30°∼50°。
(2)后角α0—— 錾子后刀面与切削平面之间的夹角。
①作用:减少錾子后刀面与切削平面之间的磨擦,引导錾切顺利。
分 过大:錾子切入过深,錾切困难; 析 过小:錾子容易滑出工作表面。
②角度:5°∼8°。
(3)前角γ0—— 錾削时錾子前刀面与基面之间的夹角。
①作用:减少錾削时切屑变形,使切削省力。
前角越大,切削越省力。
②角度:γ0= 90°-β0-α0 3、錾切方法 ①正确使用台虎钳;
② 保持正确錾削姿势和挥锤速度,做到“稳、准、狠”; ③ 从工件边沿处起錾,向下倾斜,錾出小斜面后正常錾削; ④尽头处掉头錾削。
4、安全注意事项:(P42) (二)、锯削:
—— 用锯对材料或工件进行切断或切槽等的加工方法。
1、锯削工具:手锯(锯弓)和锯条 (1)手锯(锯弓):
分 固定式:只能安装一种长度的锯条 类 可调式:能安装几种长度的锯条 (2)锯条
①材料:渗碳软钢冷轧制成,热处理淬硬
②规格:以两端安装孔中心距表示长度,常用为300㎜ 2、锯齿的切削角度:
特点:锯条单面有齿,相当于一排同样形状的錾子整齐排列着同时进行切削。
前角γ0=0°楔角β0=50°后角α0=40°
3、锯齿的粗细:
以齿数/25㎜表示,分粗、中、细三种,用途见表3-7。
4、锯路
锯路——锯齿在制作时按一定规律左右排开,形成一定形状。
(1)作用:减少磨擦阻力,防止“夹锯”和锯条过热,减少锯条磨损。
(2)类型:交叉形、波浪形 5、锯削方法:
⑴、姿势正确,压力、速度相当,40次每分; ⑵、工件夹持牢固;
⑶、锯条安装正确,松紧适当; ⑷、锯割薄板两边加木衬垫;
⑸、锯割圆管时应绕圆周方向逐步锯削。
⑹、选择正确的起锯方法: ① 远起锯(常用) ② 近起锯
注:适中的起锯角度为≤15° 6、安全操作要点:(P44) (三)、锉削:
——用锉刀对工件表面进行切削加工。
作用:锉削平面、曲面、外表面、内孔、沟槽和各种复杂表面,还可以锉削配件、做样板及在装配中修整工件,精度可达0.01㎜,表面粗糙度可达Ra0.8。
1、锉刀的构造
(1)材料:高碳工具钢制成,热处理:HRC62~72
(2)结构:锉身(锉刀面、锉刀边、锉刀舌)
锉柄
(3)锉纹
单齿纹:容屑槽大,分屑好,锉削软料
双齿纹:相当于无数细小刀齿,锉削硬料
2、锉刀的种类
(1)普通钳工锉:平锉、方锉、三角锉、半圆锉、圆锉,用于工件的普通加工;(2)异形锉:刀口锉、菱形锉、扁三角锉、椭圆锉、圆肚锉、弯锉,锉削工件特殊表面;
(3)整形锉:又名什锦锉或组锉,用于修整工件上细小部分。
3、锉刀的规格:
(1)尺寸规格:
①圆锉:直径大小表示
②方锉:方形尺寸表示
③其它:锉身长度表示
(2)粗细规格(见表3-8):主锉纹数∕10㎜轴向长度
4、锉刀的选择(见表3-9):
(1)根据被锉工件表面形状和大小选用锉刀的断面形状和尺寸。
(尺寸规格)(2)根据工件材料性质、加工余量、精度、表面粗糙度选用锉刀的粗细。
(粗细规格)
5、锉削的操作:
(1)锉削时要保持正确的操作姿势和锉削速度:40次∕分。
(2)锉削时两手用力要平衡,回程时不要施加压力,以减少锉齿的磨损。
6、安全操作要点:(P47)
(1)锉刀不要放台边;
(2)不能用嘴吹切屑或用手清理切屑;(用专用钢丝刷)
(3)不使用无柄锉刀;
(4)不要用手去摸锉削表面;
(5)锉刀不得沾油和沾水。
三、小结
通过本节课,让我们更好的认识了锉刀的构造及规格,懂得了在实际加工时要根据工件不同的材质、形状、加工精度、表面粗糙度要求来选择合适的锉刀,同时要注意操作方法。
四、作业布置
1、锉刀的种类有哪些?如何根据加工对象正确地选择锉刀?
2、锉刀的粗细规格有什么表示?锉刀的尺寸规格如何表示?。