稻谷检验记录及检验报告
- 格式:doc
- 大小:46.50 KB
- 文档页数:4
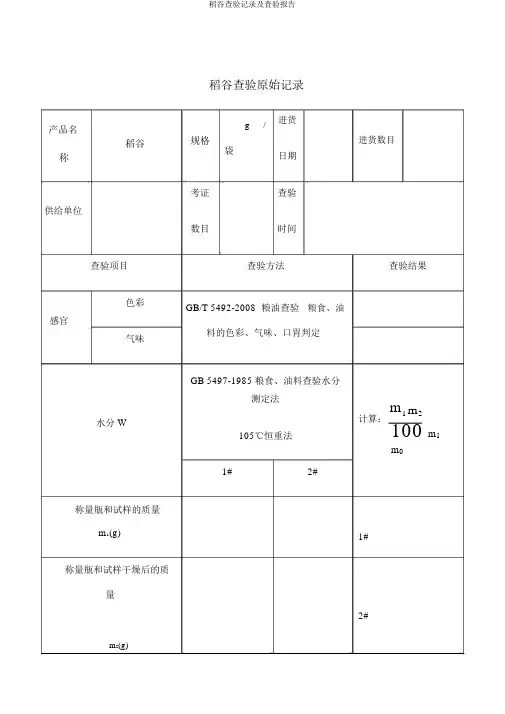
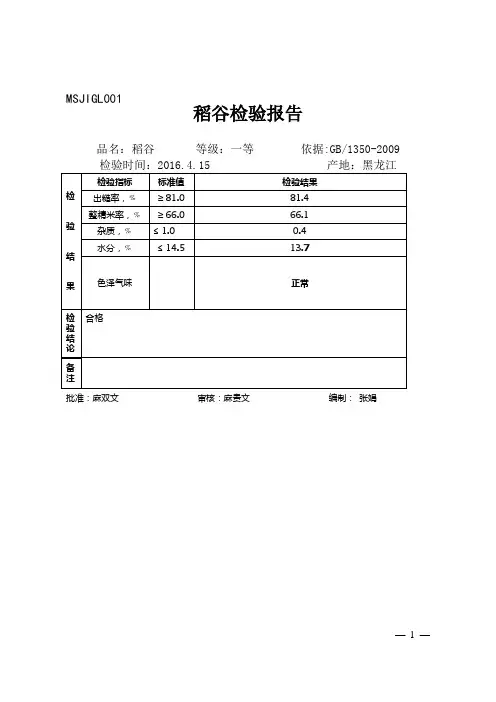
稻谷查验原始记录产品名g /进货稻谷称规格袋日期进货数目供给单位查验项目色彩感官气味水分 W称量瓶和试样的质量m1(g)称量瓶和试样干燥后的质量考证查验数目时间查验方法GB/T 5492-2008 粮油查验粮食、油料的色彩、气味、口胃判定GB 5497-1985 粮食、油料查验水分测定法105℃恒重法1#2#查验结果计算:m1m2100 m1m01#2#m2(g)称量瓶的质量 m0(g)均匀值%试样的质量 m(g)报出结果%杂质GB/T 5494-2008 粮油查验粮食、油料的杂质、不完美粒查验糠粉:称取试样( W) g 1. 2.此中糠粉(W1)g 1. 2.糠粉 (%)=(W1/W)×100计算结果( %):1. 2.均匀值(%)报:矿物质:报:带壳稗粒:报:稻谷粒:报:杂质总量( %) =出糙率GB/T 5495-2008 粮油查验稻谷出糙率查验m1:1. 2.m2:1. 2.m:1. 2.m:1. 2.30计算结果 X( %):1. 2.均匀值( %)报:整精米率GB/T 21719-2008 稻谷整精米率查验法m0:1. 2.m:1. 2.计算结果 H( %):1. 2.均匀值(%)报:同意:查验员:稻谷查验报告kg/样品名称规格数目袋进货查验稻谷种类粳稻谷日期日期查验查验依照:GB1350-2009稻谷杂质、出糙率、整精米率、水分、色彩、气味项目标准要求查验单项序号查验项目一级二级三级四级五级结果结论感色彩一批稻谷固有的综合颜色、光彩随和1官气味味2水分含量 %≤ 3杂质%≤14整精米率 %≥5出糙率 %≥该批稻谷按 GB 1350-2009 标准查验,切合()不切合()标准要求。
查验结论化验员:日期:年月日接收()不接收()能否负责人:日期:年月接受日。
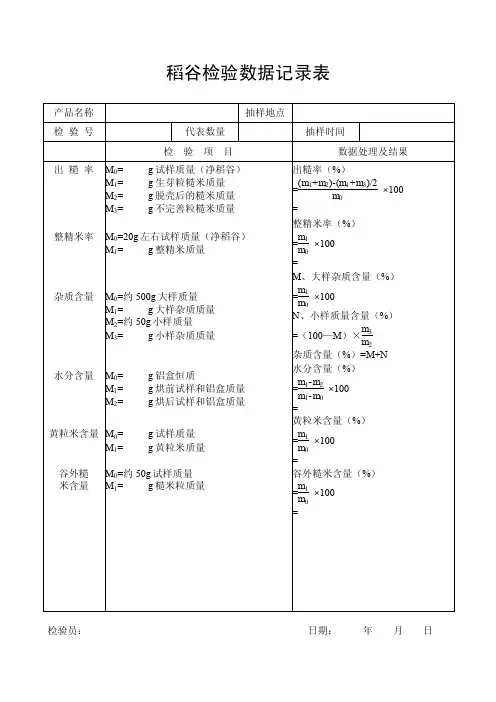
产品名称抽样地点检验号代表数量抽样时间检验项目数据处理及结果出糙率M0= g试样质量(净稻谷)M1= g生芽粒糙米质量M2= g脱壳后的糙米质量M3= g不完善粒糙米质量出糙率(%)=(m1+m2)-(m1+m3)/2m0×100 =整精米率M0=20g左右试样质量(净稻谷)M1= g整精米质量整精米率(%)=m1m0×100=杂质含量M0=约500g大样质量M1= g大样杂质质量M2=约50g小样质量M3= g小样杂质质量M、大样杂质含量(%)=m1m0×100N、小样质量含量(%)=(100—M)×m3m2杂质含量(%)=M+N水分含量M0= g铝盒恒质M1= g烘前试样和铝盒质量M2= g烘后试样和铝盒质量水分含量(%)=m1-m2m1-m0×100 =黄粒米含量M0= g试样质量M1= g黄粒米质量黄粒米含量(%)=m1m0×100=谷外糙米含量M0=约50g试样质量M1= g糙米粒质量谷外糙米含量(%)=m1m0×100=检验员:日期:年月日产品名称抽样地点检验号代表数量生产时间检验项目检测数据数据处理及结果加工精度碎米总量对照标准样品检验留皮程度W=50g大米样重W1= g小碎米重量W2= g大碎米重量A、小碎米(%)=W1W×100 B、大碎米(%)=W2W×100 碎米总量(%)=A+B=不完善粒W=200g大米样重W1= g不完善粒重不完善粒(%)==W1W×100糠粉W=200g大米样重W1= g糠粉重A、糠粉(%)=W1W×100矿物质W=200g大米样重W1= g矿物质重B、矿物质(%)=W1W×100带壳稗粒W=500g大米样重W1= 粒/kg矿物质重带壳稗粒(粒/kg)=W1W×1000稻谷粒W=500g大米样重W1= 粒/kg 稻谷粒(粒/kg)=W1W×1000其它杂质W=200g大米样重W1= g其它杂质量C、其它杂质(%)=W1W×100杂质总量A=糠粉百分率B=矿物质百分率C=其它杂质百分率杂质总量(%0=A+B+C水分W0= g空铝盒重W1= g烘前试样和铝盒重W2= g烘后试样和铝盒重水分(%)=W1-W2W1-W0×100黄粒米W=50g大米样重W1= g黄粒米重黄粒米(%)=W1W×100色泽、气味无异常色泽和气味检验员:日期:年月日文-汉语汉字编辑词条文,wen,从玄从爻。
稻谷的检验方法和流程
稻谷的检验方法和流程通常包括:
1. 取样
从不同部位抽取代表性稻谷样本。
要求取样数量足够,样本不受污染。
2. 整理分类
将样本平铺在桌面上,去除杂质,分类分级。
3. 食用质量检验
检验糙米的形状、色泽、杂质含量等指标。
4. 理化指标检测
检测蛋白质、淀粉、脂肪、霉变米等理化指标。
5. 疾病快速检测
使用快速检测试纸或仪器检测稻谷的病害情况。
6. 水分测定
使用干燥方法测定稻谷的水分含量。
7. 营养成分测定
进行稻谷的蛋白质、脂肪、维生素、矿物质等营养成分测试。
8. 食用功能检测
测试糙米的糊化度、胶稠度等煮饭食用功能。
9. 记录检验数据
详细记录各项指标的检验结果和数据。
10.出具检验报告
综合分析检验结果,出具检验报告。
通过标准化的检验方法和流程,全面评价稻谷的质量。
稻谷检验记录及检验报告一、检验记录时间:xxxx年xx月xx日地点:xxxx仓库1. 检测目的:对存储于仓库中的xxxx号批次稻谷进行质量检验,确保其符合相关标准。
2.样品采集:从稻谷袋子中随机取出10kg样品,并在每袋样品上注明编号,共计取得20袋稻谷样品。
3.检测项目:(1)外观检验:包括稻谷颜色、大小、形状等。
(2)水分检验:使用电热恒温干燥箱,将稻谷样品置于100℃下烘烤至恒定重量。
(3)杂质检验:检查稻谷中是否有石子、土壤、沙粒等杂质。
(5)脂肪酸值检验:使用氧化镁、调整液、甲醇等试剂进行测定。
(6)酸价检验:使用酸碱滴定法进行测定。
(7)黄曲霉素检验:使用高效液相色谱法进行测定。
4.检验结果:(1)样品外观:稻谷颜色乳白,大小均匀,形状完整,无明显异味。
(3)杂质含量:经过筛选,未发现石子、土壤、沙粒等杂质。
(7)黄曲霉素含量:经检测,样品中未检出任何黄曲霉素。
5.结论:样品中的稻谷质量符合国家标准的要求,可以满足市场需求。
二、检验报告报告编号:xxxx检验机构:xxxx检验中心1.检验目的:对存储于xxxx仓库中的xxxx号批次稻谷进行质量检验,确保其符合相关标准。
2.样品信息:(1)样品名称:稻谷(2) 样品编号:xxxx(3) 样品数量:20袋,每袋10kg3.检验结果:(1)外观检验:稻谷颜色乳白,大小均匀,形状完整,无异味。
(2)水分含量:14.2%(3)杂质含量:未发现石子、土壤、沙粒等杂质。
(4)含杂率:0.8%(5) 脂肪酸值:0.42mg/g(6) 酸价:0.16mg/g(7)黄曲霉素含量:未检出4.结论:样品中的稻谷质量符合国家标准的要求,可以出售和使用。
本检验报告仅适用于本次样品,检验结果具有可靠性。
稻谷检验分析报告1. 引言本报告是关于稻谷的检验分析结果。
稻谷是全球最重要的粮食作物之一,对于保障粮食安全具有重要意义。
本报告旨在通过对稻谷进行检验分析,评估其质量和安全性。
2. 样品信息•样品名称: 稻谷•样品来源: 生产地区•样品数量: XXX 公斤•检验日期: XXXX年XX月XX日3. 检验方法本次检验使用了以下方法和仪器: - 外观检验:通过肉眼观察稻谷外观,包括颜色、形状、杂质等。
- 湿度测定:使用湿度测定仪测定稻谷的湿度含量。
- 官能检验:对稻谷进行官能检验,主要评估其口感、气味和外观特征。
- 化学分析:使用化学分析方法检测稻谷中的营养成分和有害物质。
4. 检验结果4.1 外观检验结果稻谷的外观检验结果如下: - 颜色:白色 - 形状:饱满 - 杂质:未检出4.2 湿度测定结果稻谷的湿度测定结果如下: - 湿度含量:XX%4.3 官能检验结果稻谷的官能检验结果如下: - 口感:香甜、软糯 - 气味:清香 - 外观特征:颗粒饱满、无破损4.4 化学分析结果稻谷的化学分析结果如下: - 蛋白质含量:XX% - 碳水化合物含量:XX% - 脂肪含量:XX% - 纤维素含量:XX% - 矿物质含量:铁、锌、钙等 - 有害物质:未检出农药残留、重金属超标等。
5. 结论根据以上检验结果,本次检验中的稻谷样品通过了外观检验、湿度测定、官能检验和化学分析,符合相关质量标准和安全要求。
稻谷样品的质量良好,无明显的质量问题和安全隐患。
6. 建议为了确保稻谷的质量和安全性,建议在生产过程中注意以下几个方面: 1. 严格控制农药的使用量和使用频率,遵守施药的最佳实践。
2. 加强水资源管理,确保稻谷的灌溉水质符合质量标准。
3. 定期对稻谷进行检验,及时发现和排除质量问题。
7. 参考文献[1] 稻谷质量标准实施细则 (XXX标准化协会, 20XX)以上是稻谷检验分析报告的内容。
本报告通过外观检验、湿度测定、官能检验和化学分析对稻谷进行了全面评估,证明样品符合相关质量标准和安全要求。
稻谷质量检验(一)引言概述:稻谷质量检验是确保稻谷质量达标的关键步骤,对稻谷的存储、加工和销售具有重要意义。
本文将从五个大点来详细阐述稻谷质量检验的重要性和相关内容。
正文内容:一、采样与样品制备1.确定采样点位置:选择具有代表性的稻谷批次和不同仓储区域进行采样。
2.采样工具选择:使用符合国家标准的专业采样工具,确保采样的准确性和稳定性。
3.样品分装:将采集到的稻谷样品分装至密封袋中,并标注清楚相关信息,确保样品的追溯性。
二、外观质量检验1.籼粳鉴别:通过观察稻谷外观特征,进行籼粳鉴别,确保按规定要求进行分级。
2.破碎颗粒检测:使用破碎颗粒检测仪器对样品进行检测,确保破碎颗粒率不超过标准要求。
3.浑仓检测:对仓内稻谷进行浑仓检测,排除霉变、异味等问题。
三、理化指标检验1.水分含量测定:采用快速测定仪器对样品进行水分含量测定,确保稻谷水分符合质量标准。
2.杂质含量检测:通过筛分方法和目测方法对稻谷样品中的杂质进行检测,确保稻谷中杂质含量符合规定。
3.脂肪酸值测定:使用化学分析方法对稻谷脂肪酸值进行测定,评价稻谷的食用品质。
四、化学残留物检测1.农药残留检测:采用高效液相色谱仪等仪器对稻谷样品进行农药残留检测,确保稻谷符合食品安全标准。
2.重金属含量检测:使用原子吸收光谱等仪器对稻谷样品中的重金属含量进行检测,确保稻谷质量符合要求。
五、储存条件检查1.温度检测:利用温度记录仪对储存库房内的温度进行实时监测,确保稻谷不受高温影响。
2.湿度检测:采用湿度计等仪器对储存库房内的湿度进行检测,防止稻谷受潮发霉。
文末总结:稻谷质量检验是稻谷加工和销售过程中的重要环节,通过采样与样品制备、外观质量检验、理化指标检验、化学残留物检测和储存条件检查等综合手段,可以确保稻谷质量达标,保障消费者食品安全。
稻谷质量检验工作应严格按照相关标准和规定进行,确保稻谷的质量和安全性。
案例06凭感官判定稻谷杂质一、来源本案例来自粮食仓储、加工等企业粮食收购工作中的验质环节。
20XX年9月,XX省安庆市某省级粮食储备库,到巢湖的沐集镇收购稻谷,该镇粮食经纪人宛经理的公司露天堆放的稻谷,是从农户手里刚刚收来的新粮。
在收购现场,安庆储备库检验员高某凭借丰富的实践经验,通过眼看、手抓、筛理等,准确快速地对宛经理公司的稻谷的进行了感官判断杂质。
二、背景杂质是指夹杂在粮食、油料中没有食用价值的物质和影响粮食、油料质量的异种粮粒。
粮食、油料中混有杂质不但降低食用价值,而且往往由于杂质含水量高,成分复杂,存在微生物和虫卵,容易引起储粮生虫、霉变、发热,影响储粮安全。
因此,入库粮食、油料的杂质含量是作为分等分级储存的依据之一。
在粮食、油料加工中,杂质含量高,将影响出品率,根据杂质含量大小指导加工和应采取的除杂措施。
此外,有些杂质、种子和针刺状金属物等,对人、畜食会产生潜在的安全隐患。
因此,在粮食、油料的质量指标中杂质作为限制性项目,我国主要粮食、油料品种中除油菜籽规定其杂质不得大于3.0%外,其他的均规定其杂质含量不得大于1.0%。
在大米、小麦粉等成品粮中限制更严。
杂质按性质可以分为以下三类:1.筛下物通常指通过规定筛层的物质。
稻谷通过直径2.0mm圆孔筛的物质均属于筛下物。
2.无机杂质一般指夹杂在粮食、油料中的泥土、砖瓦块及其他无机杂质。
3.有机杂质一般指夹杂在粮食、油料中的无食用价值的粮油籽粒或异种粮粒、杂草种子,自然脱落的稻壳、植物体及其他有机杂质。
要求验质人员应具有粮食粮油质量检验基本素质和丰富的实践经验。
三、主要仪器设备、工具、材料1.已知杂质含量(不同梯度)的稻谷样品2.谷物选筛直径2.0mm3.分析盘等四、工作过程(一)操作(作业)流程(二)操作步骤1.视觉检验。
先混匀样品。
用手抄动粮油,看手掌心中的杂质多少判断粮油杂质。
(1)通过察看粮粒表面,检查粮粒表面的清爽程度,以及各类杂质、无食用价值粮粒和异种粮粒的数量、比例。
稻谷检验记录及检验报告精编WORD版检验人员:XXX检验时间:2024年X月X日一、检验目的本次检验的目的是对稻谷进行质量检验,确保其符合相关标准,保证产品质量和食用安全。
二、检验方法及设备本次检验采用以下方法和设备:1.外观检验:目视观察稻谷外观,检查是否有虫害、霉变和破损等。
2.水分含量检测:采用电热恒温干燥箱法。
3.糙米率检测:采用制样筛分法。
4.杂质含量检测:采用筛分法。
三、检验过程及结果1.外观检验:在一定数量的稻谷样品中,观察并记录外观情况。
经检查,本批稻谷外观整齐,无虫害、霉变和破损等现象。
2.水分含量检测:取一定数量的稻谷样品,放入电热恒温干燥箱中,设置温度为130℃,干燥至稳定质量。
将干燥后的样品称重,按以下公式计算水分含量:水分含量(%)=(初始重量-干燥后重量)/初始重量×100%经检测,本批稻谷水分含量为12.5%。
3.糙米率检测:取一定数量的稻谷样品,进行制样筛分。
记录去壳后的糙米重量,按以下公式计算糙米率:糙米率(%)=糙米重量/样品总重量×100%经检测,本批稻谷糙米率为88%。
4.杂质含量检测:取一定数量的稻谷样品,进行筛分,记录筛分后的杂质重量,按以下公式计算杂质含量:杂质含量(%)=杂质重量/样品总重量×100%经检测,本批稻谷杂质含量为0.5%。
四、检验结果分析根据检验结果,本批稻谷的水分含量为12.5%,糙米率为88%,杂质含量为0.5%。
水分含量符合相关标准要求,糙米率和杂质含量也在合理范围内。
因此,本批稻谷的质量达到要求,可以正常销售和使用。
五、结论及建议本次检验结果显示本批稻谷的质量符合相关标准,并且没有虫害、霉变和破损等现象,可以放心使用。
建议在产品包装上标明水分含量、糙米率和杂质含量等相关信息,方便消费者了解产品质量。
六、检验报告编制人及日期编制人:XXX日期:2024年X月X日以上为稻谷检验记录及检验报告,共计XX页。
稻谷质量及储存品质检验一、稻谷质量检验流程二、质量检验执行标准:《稻谷》GB 1350——1999。
(一)混合、分样按GB/T 5491—1985执行。
(二)色泽、气味检验按GB/T 5492—2008执行。
注意事项:1.环境应符合GB/T10220、GB/T22505的规定,实验室应符合GB/T13868的规定。
2.试验室应保持通风良好,无异味,避免阳光直射,应在散射光线条件下操作。
3.检验者色觉、嗅觉应正常,检验前严禁吸烟、喝酒和使用化妆品等。
人员搭配应合理,对于色泽、气味不正常的样品,至少应经5人以上检验确认。
若仍无法确认,按GB/T20569-2006中B.4的规定进行最后确认。
(三)水分检验按GB/T 5497—1985执行。
注意事项:1.水分检验按GB/T 5497—1985中规定的105℃恒质法执行,也可以用130℃定温定时法检验,但当检验结果超过本次查库规定的判定标准时,应用105℃恒质法确认。
2.样品粉碎应使用测水用水分磨,每份样品粉碎前应将磨膛清理干净。
样品粉碎过程中磨膛温度明显高于室温时,应停止粉碎,待温度降至室温继续操作。
粉碎细度应达到标准规定的要求。
称量时应用角匙将样品充分混合均匀。
3.称量前应将天平调平,称量时应将样品放置于天平托盘中心,天平门应关闭,称量过程中应避免震动,天平、干燥器中的变色硅胶保持蓝色。
4.选用的烘箱温度均匀性应满足要求。
烘盒应围绕烘箱中心位置摆放,一般每次不超过8-10个烘盒并放置在上一层为宜,防止异物掉入烘盒。
送取烘盒后应立即关闭烘箱门,放入烘盒后5分钟内将烘箱温度升至所需温度。
5.称样量应尽量一致,烘盒规格应一致。
(四)杂质检验 按GB/T 5494—2008执行。
1.杂质:除本种粮粒以外的其它物质,包括下列几种: (1)筛下物:通过直径2.0mm 圆孔筛的物质。
(2)无机杂质:泥土、砂石、砖瓦块及其他无机物质。
(3)有机杂质:无使用价值的稻谷粒、异种粮粒及其他有机物质。
稻谷检验报告模板怎么写简介稻谷是我国重要的经济作物之一,其质量直接关系到我国的国计民生。
稻谷的检验是保障粮食安全的重要环节,而稻谷检验报告是检验的产出结果。
本文将介绍稻谷检验报告模板的写法。
稻谷检验报告模板的各部分稻谷检验报告包括以下几个部分:1. 报告封面报告封面应包括以下内容:•报告标题;•检验日期;•报告编号;•检验机构名称;•检验人员姓名;•报告编写日期。
2. 检验结果检验结果应详细记录每个样品的各项检验指标结果,如水分、杂质、不完善粒、碎米率等等。
3. 结果判定结果判定是依据国家标准、技术规范和实验室质量管理要求对检验结果进行评定。
结果判定应包括优质、一般、不合格等分类,对于不合格的样品,需要注明原因和建议。
4. 结果解释结果解释是对检验结果进行分析和解释,说明结果的意义和价值。
结果解释一般包括样品来源和检验目的,以及检验结果与标准的比较等内容。
5. 报告结论报告结论是对检验结果综合分析的总结,需要明确表述所检测的样品是否符合国家标准以及针对检验结果给出建议和措施。
6. 注意事项注意事项是针对检验的注意事项和实验室质量管理要求的说明,包括分析方法、评定标准、样品的采集和处理、检验过程中的注意事项等。
稻谷检验报告模板的写法稻谷检验报告模板的写法应遵循以下原则:1. 严格按照国家标准和技术规范执行检验稻谷检验报告应严格按照国家标准和技术规范执行检验,确保结果的正确性和可靠性。
2. 采用规范化格式稻谷检验报告应采用规范化格式,保证各项内容的完整性和统一性。
3. 语言简洁明了稻谷检验报告应使用简洁明了、精准清晰的语言,避免使用口语化或行话化的术语和词汇。
4. 用数字说明结果稻谷检验报告中的数字要准确无误,可以通过核对原始数据和前后数据的比较来确保结果的正确性。
5. 合理使用符号和单位稻谷检验报告中应合理使用符号和单位,符合测量规范和计量原理,以便读者容易理解。
小结本文介绍了稻谷检验报告模板的写法,包括检验结果、结果判定、结果解释、报告结论和注意事项等部分的内容和格式要求。
测定指标及其方法总体指标:杂质、不完善粒含量、出糙率、黄粒米、整精米率、(色泽、气味、口味)鉴定、异品种粒、垩白粒率、垩白度、特型长宽比、胶稠度、食味品质、直链淀粉含量、粗蛋白含量(13种)具体方法如下:1.杂质和不完善粒含量杂质:除本种粮粒以外的其他物质,包括以下几种:筛下物:通过直径2.0mm圆孔筛的物质无机杂质:泥土、砂石、砖瓦块及其无机杂质。
有机杂质:无食用价值的稻谷粒、异种谷粒和其他有机物质。
不完善粒:包括以下尚有食用价值的颗粒:未熟粒、虫蚀粒、病斑粒、生芽粒、霉变粒。
1.1仪器与用具天平:精度0.01g、0.1g、1g。
谷物选筛:直径2.0mm电动筛选器分样器或分样板分析盘、镊子等。
1.2 样品制备检验杂质分大样、小样,大样用于检验大样杂质,包括大型杂质和绝对筛层的筛下午;小样是从检验过大样的杂质的样品中分出少量试样,检验与粮粒大小相似的并肩杂质。
按GB 5491的方法,将样品倒在光滑平坦的桌面上或者玻璃板上,用两块分样板将样品摊成正方形,然后从样品左右两边铲起样品约1cm高,对准中心同时倒落,再换一个方向同样操作(中心点不动),如此反复混合4、5次,将样品摊成等厚的正方形,用分样板在样品上划两条对角线,分成4个三角形,取出其中2个对顶三角形的样品,剩下的样品再按上述方法反复分取,直至最后剩下的两个对顶三角形的样品接近所需试样重量为止(约500g)。
1.3 操作步骤1.3.1大样杂质检验将质量标准中规定的筛层套好(大孔筛在上,小孔筛在下,套上筛底),称取制备好的样品 (m)(大约500g,精确至1g)放入筛上,放在电动筛选器上,接通电源,打开开关,筛选自动地向左向右各筛1min(110r/min-120r/min),筛后静止片刻,将筛上物和筛下物分别倒入分析盘中,卡在筛孔中的颗粒属于筛上物。
拣出筛上大型杂质和筛下物合并称重(m1),精确0.01g。
1.3.2小样杂质检验从检验过的大样杂质的试验中,称取小样用量(m2)(约50g),精确至0.1g,倒入分析盘中,按质量标准的规定拣出杂质,称量(m3),精确至0.01g。