怎样计算平板的平面度
- 格式:doc
- 大小:39.50 KB
- 文档页数:3
平面度计算方法
平面度计算方法有很多种,以下是其中的一些主要方法:
1. 测量平面度:使用平面度的测量工具,如平面度计或量角器,
对平面进行测量。
通常使用一个光源或摄像头来测量平面的位置和角度,然后将其转换为平面度值。
2. 计算平面上的条:使用数学算法来计算平面上的条。
在欧氏几何中,可以使用欧拉定理来计算平面上的条。
该定理表明,对于任何平面上的向量u和v,u·v=|u|·|v|·cosθ,其中θ是u和v之间的夹角。
可以使用这个定理来计算平面上的条。
3. 计算几何图形的平面度:对于几何图形,可以使用几何学的平
面度计算方法来计算其平面度。
这些方法包括计算几何图形的交线数目、计算对称轴的度数、计算轮廓的度数等。
4. 使用计算机程序来计算平面度:使用计算机程序来计算平面
度是另一种方法。
一些常见的平面度计算软件包括MATLAB和Python 等。
这些软件可以使用欧氏几何、拉格朗日乘子法或卡尔曼滤波等算法来计算平面度。
需要注意的是,不同的平面度计算方法可能会得到不同的结果。
因此,应该选择一种合适的方法来解决实际问题并确保结果的准确性。
平面度计算公式实例平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。
在工程领域中,准确计算平面度对于保证产品质量和性能至关重要。
下面咱就通过一些实例来瞅瞅平面度的计算公式到底咋用。
先来说说平面度的计算公式,常见的有最小二乘法、三点法等等。
咱就以最小二乘法为例展开讲讲。
假设咱有一组测量点的坐标(x₁,y₁,z₁),(x₂,y₂,z₂),......,(xₙ,yₙ,zₙ)。
最小二乘法的基本思路就是找到一个理想平面,让这些测量点到这个平面的距离的平方和最小。
那这个理想平面的方程可以表示为 Ax + By + Cz + D = 0 。
通过一系列数学推导和计算(这部分就不展开细说了,不然脑袋得晕乎),可以得出平面度的值。
我记得之前在一个机械加工厂实习的时候,就碰到过跟平面度有关的事儿。
当时厂里在加工一批金属零件,要求平面度误差不能超过一个很小的数值。
师傅们拿着各种测量工具,忙得不亦乐乎。
我在旁边看着,心里充满了好奇。
有个师傅拿着三坐标测量仪,仔细地测量着零件上的各个点。
那认真的劲儿,就好像在对待一件珍贵的宝贝。
测完数据后,就开始用电脑软件进行计算平面度。
我凑过去看,满屏幕的数字和图表,看得我眼花缭乱。
师傅一边操作,一边跟我解释:“这平面度要是超了,零件装上去可就不灵光啦,会影响整个机器的性能。
”我似懂非懂地点点头。
后来,经过一番努力,终于算出了平面度。
结果还算不错,在允许的误差范围内。
大家都松了一口气,脸上露出了欣慰的笑容。
咱再来看个具体的计算例子。
假如有五个测量点,坐标分别是(1,1,5),(2,3,7),(3,2,6),(4,4,8),(5,5,9)。
首先,咱要建立一个方程组,然后通过求解这个方程组,得出平面方程的系数A、B、C 和 D 。
经过一番计算(过程略去,不然太复杂啦),得到平面方程比如是 2x + 3y - z + 1 = 0 。
接下来,计算每个测量点到这个平面的距离。
这距离公式是:d =|Ax₁ + By₁ + Cz₁ + D| / √(A² + B² + C²) 。
平面度定义及测量方法平面度是指表达物体表面相对平整度的度量指标。
一个表面越平整,就越具有良好的平面度。
因为许多工程中表面的平面度对于装配、密封、接触等关键技术要求很高,所以平面度是一个非常重要的表面质量指标。
平面度的测量方法有多种,下面将介绍其中几种常用的方法。
1.平板对比法:这是平面度测量中最基本的方法。
原理是将被检测的物体与一个已知平面度的标准平板放在一起,通过目视或使用仪器测量两者之间的接触情况,从而判断被测物体的平面度。
这种方法适用于大面积平面度的测量。
2.光栅干涉法:这种方法利用光栅干涉原理测量被测物体表面的平面度。
在测量过程中,光线通过被测物体表面,然后经过干涉装置,形成干涉条纹。
通过观察和测量干涉条纹的形态和数量,可以推断出被测物体的平面度。
3.激光测距法:这种方法通过激光器发射一束激光,照射到被测物体表面,然后激光经过反射回到激光器,使用激光测距装置测量激光来回行程的时间,从而计算出被测物体表面的平面度。
这种方法适用于较小的平面度测量。
4.探针法:这种方法使用平面度测量仪,通过调整仪器中的探针来测量被测物体表面的平面度。
探针会通过机械或电子方式感知被测物体的表面形状,并将数据传输到计算机进行处理和分析。
5.影像处理法:这种方法使用相机或扫描仪等设备对被测物体的表面进行拍摄或扫描,将图像传输到计算机,利用图像处理算法对被测物体的平面度进行分析和计算。
影像处理法可以快速、准确地测量大面积物体的平面度。
总结起来,平面度是表达物体表面平整度的度量指标,常用的测量方法包括平板对比法、光栅干涉法、激光测距法、探针法和影像处理法。
不同的测量方法适用于不同情况下的平面度测量。
铸铁平板平面度的计算
昨天带大家了解了检验平台的特点,今天为大家介绍铸铁平板平面度的计算
应用计算公式获得铸铁平板平面度误差值。
该法有计算精确的优点,但需事先判准高低点,否则将造成计算错误或影响其计算准确度。
用计算法获取铸铁平台对角线法原始数据的方法对角线法是以对角线平面为理想平面评定平面度的一种数据算得方法。
数据处理是将水平仪或自准直仪得到的截面各点相对于该截面两端点连线的直线度偏差值折合到对角线平面上,计算出相对于理想平面偏差。
当按对角线原则评定时,则取其最大偏差于最小偏差的代数差为所求平面度误差值;当按最小条件原则评定时,则将计算出相对理想平面的偏差作为对角线法的原始数据。
用计算法获取对角线法的原始数据是通过计算式得到的。
我国标准与检定规程给出的对角线法求取平面度误差的计算式经历了多次变动,总的看来计算式的计算原理大体相同,但数学表达式却有较大差别。
归纳起来,常用计算式7种: 1、截面计算式 2、简化计算式 3、中心高不变计算式 4、变换计算式 5、通式计算式 6、坐标值计算式 7、插入法计算式
以上所说要是对大家有帮助,请继续关注大型方箱|磁性方箱|检验方箱|铸铁方箱|的详细内容。
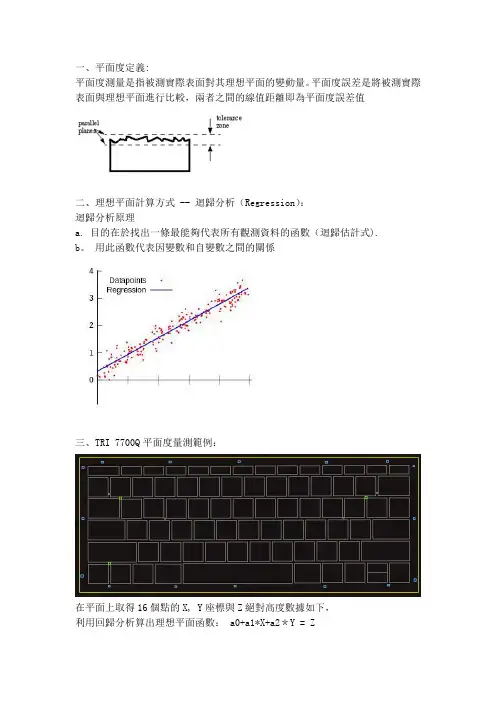
一、平面度定義:
平面度測量是指被測實際表面對其理想平面的變動量。
平面度誤差是將被測實際表面與理想平面進行比較,兩者之間的線值距離即為平面度誤差值
二、理想平面計算方式 -- 迴歸分析(Regression):
迴歸分析原理
a. 目的在於找出一條最能夠代表所有觀測資料的函數(迴歸估計式).
b。
用此函數代表因變數和自變數之間的關係
三、TRI 7700Q平面度量測範例:
在平面上取得16個點的X, Y座標與Z絕對高度數據如下,
利用回歸分析算出理想平面函數: a0+a1*X+a2*Y = Z
得到三個參數a0, a1, a2,
將X, Y座標帶入理想平面公式, 得到每一點的理想平面高度Zs= a0+a1*X+a2*Y ,
計算所有點的(原始高度—理想平面高度)得到差值Z—Zs=delta,
平面度結果即為Flatness=MAX(delta)-MIN(delta)
平整度數據與趨勢圖。
平面度计算方法和原理
平面度是指一个平面表面对于其它平面的平行程度。
计算平面度的方法有多种,以下为其中的两种方法:
1. 通过贯穿该平面的多条平行线测量其距离差
通过在该平面上绘制若干条间距相等的平行线,并通过测量这些线到另一个确定参考面的距离,来计算该平面的平面度。
方法的原理基于平行线之间的距离应该是相等的。
2. 使用激光仪或减震仪
激光仪或减震仪能够捕捉平面表面的每个点的高度信息,并可以将这些高度信息与另一个确定的参考面相比较,从而确定平面度。
方法的原理基于该仪器可以捕获表面的每个小的高度变化。
无论采用何种方法,计算平面度的原理都是通过比较两个平面之间的高度差,来确定一个平面相对于参考平面的平行度。
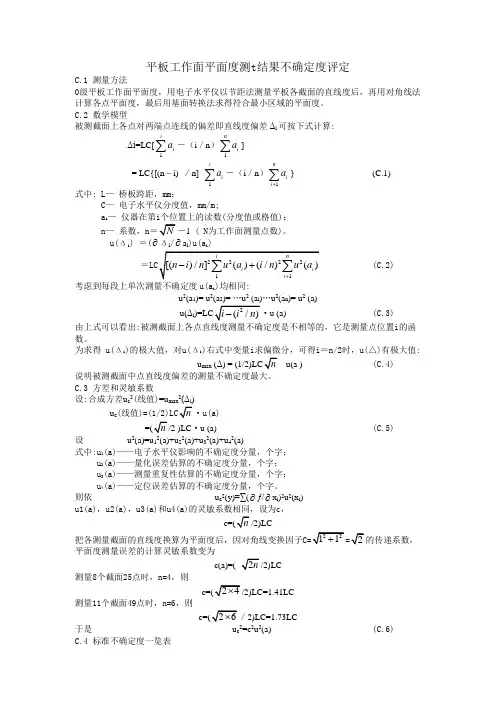
平板工作面平面度测t 结果不确定度评定C.1 测量方法0级平板工作面平面度,用电子水平仪以节距法测量平板各截面的直线度后,再用对角线法计算各点平面度,最后用基面转换法求得符合最小区域的平面度。
C.2 数学模型被测截面上各点对两端点连线的偏差即直线度偏差Δi 可按下式计算:Δi =LC[1i i a ∑-(i /n )1n i a ∑] = LC{[(n -i) /n] 1i i a ∑-(i /n )1n ii a +∑} (C.1)式中: L — 桥板跨距,mm ;C — 电子水平仪分度值,mm/m;a i — 仪器在第i 个位置上的读数(分度值或格值);n — 系数,n-1 ( N 为工作面测量点数)。
u(Δi ) =(∂Δi /∂a i )u(a i )=(C.2)考虑到每段上单次测量不确定度u(a i )均相同:u 2(a 1)= u 2(a 2)= …u 2 (a i )…u 2(a n )= u 2 (a)u(Δiu (a) (C.3)由上式可以看出:被测截面上各点直线度测量不确定度是不相等的,它是测量点位置i 的函数。
为求得 u(Δi )的极大值,对u(Δi )右式中变量i 求偏微分,可得i =n/2时,u(△)有极大值:u max (Δ·u(a )(C.4) 说明被测截面中点直线度偏差的测量不确定度最大。
C.3 方差和灵敏系数设:合成方差u c 2(线值)=u max 2(Δi )u c (线值·u(a)/2 )LC ·u (a)(C.5)设 u 2(a)=u 12(a)+u 22(a)+u 32(a)+u 42(a)式中:u 1(a)——电子水平仪影响的不确定度分量,个字;u 2(a)——量化误差估算的不确定度分量,个字;u 3(a)——测量重复性估算的不确定度分量,个字;u 4(a)——定位误差估算的不确定度分量,个字。
则依 u c 2(y)=∑(∂ƒ/∂x i )2u 2(x i )u1(a),u2(a),u3(a)和u4(a)的灵敏系数相同,设为c ,/2)LC把各测量截面的直线度换算为平面度后,因对角线变换因子的传递系数,平面度测量误差的计算灵敏系数变为c(a)=(测量8个截面25点时,n=4,则测量11个截面49点时,n=6,则2)LC=1.73LC 于是u c 2=c 2u 2(a) (C.6)C.4 标准不确定度一览表C.5.1 电子水平仪示值误差估算分量u1(a);根据JJG 712-1990《电子水平仪》国家计量检定规程示值误差不大于(1+A/50)个字。
平面度的计算方法
平面度是指工件表面与参照面之间的平面距离差,是衡量工件表面平整度的重要参数。
平面度的计算方法可以通过以下步骤进行:
1. 准备测量工具:平面度计、检测平台、参照平面等。
2. 将待测工件放置在检测平台上,并使其表面与参照平面接触。
3. 将平面度计垂直于参照平面放置在待测工件表面上,并记录初始读数。
4. 按照标准的测量方法,移动平面度计并记录各个位置的读数。
5. 将读数进行比较,计算平面度的差值。
平面度的计算公式为:平面度=最大读数-最小读数。
6. 如果平面度差值超过了允许范围,需要进行调整或修整操作,以提高工件的平整度。
除此之外,还有一些注意事项需要注意。
例如,需要确保检测平台和参照平面的平整度符合标准要求,以避免误差。
此外,需要避免在测量过程中产生外力,以保证测量精度。
总的来说,平面度的计算方法是一项非常重要的工作,可以帮助工程师和制造商提高工件的质量和性能。
通过科学的计算方法和严格的质量控制,可以确保工件的平整度符合标准,为生产制造提供更好的保障。
平面度的测量方法及检测工具平面度是指一个物体表面与一个理想平面的接触程度,也可以理解为一个物体表面的平整程度。
在工程制造中,平面度是一个非常重要的指标,它直接影响着零件的装配质量和工作性能。
因此,正确地测量和控制平面度对于保证产品质量和工程设计具有重要意义。
下面将介绍平面度的测量方法及相关检测工具。
一、平面度的测量方法。
1. 用平板测量法。
平板测量法是最常见的一种测量平面度的方法。
具体操作步骤如下:(1)将被测工件表面与平板接触,使其保持平稳;(2)用游标卡尺或其他测量工具在不同位置测量工件与平板的间隙;(3)根据测量值计算平面度。
2. 用投影仪测量法。
投影仪测量法是一种高精度的测量方法,适用于对平面度要求较高的工件。
具体操作步骤如下:(1)将被测工件放置在投影仪工作台上,并调整工作台使其与投影仪光线平行;(2)通过投影仪投射出工件表面的投影图像;(3)通过投影仪的测量功能,测量工件表面的平面度。
3. 用三坐标测量仪测量法。
三坐标测量仪是一种高精度的测量设备,适用于对平面度要求极高的工件。
具体操作步骤如下:(1)将被测工件放置在三坐标测量仪的工作台上;(2)通过三坐标测量仪的探测系统,对工件表面进行扫描测量;(3)通过三坐标测量仪的软件分析,得出工件表面的平面度数据。
二、平面度的检测工具。
1. 游标卡尺。
游标卡尺是一种常用的测量工具,适用于对平面度要求一般的工件。
它具有测量精度高、使用方便等特点,是平面度测量中常用的工具之一。
2. 投影仪。
投影仪是一种高精度的测量设备,适用于对平面度要求较高的工件。
它具有测量精度高、测量速度快等特点,能够满足对平面度精度要求较高的工件测量需求。
3. 三坐标测量仪。
三坐标测量仪是一种高精度的测量设备,适用于对平面度要求极高的工件。
它具有测量精度极高、测量范围广等特点,能够满足对平面度精度要求极高的工件测量需求。
综上所述,平面度的测量方法及检测工具是保证产品质量和工程设计的重要环节。
激光干涉仪测量平板平面度原理方法激光干涉仪测量平板平面度原理方法前言在几何量测量中,平面度误差是形位误差项目之一,其测量与评定对有平面度公差要求的工件的合格性判定和加工精度均有着重要意义。
今天给大家介绍用激光干涉仪测量平板的平面度,采用最小二乘法计算测量结果。
测量原理和方法平面度误差是指被测实际表面对其理想平面的变动量。
常用测量方法有:激光干涉仪,电子水平仪,自准直仪,平晶法,打表法等。
大中尺寸平面度测量常采用自准直仪、激光干涉仪、电子水平仪;小尺寸平面度测量常用平晶法测量。
本文讲述采用对角线法,利用激光干涉仪测量直线运动过程中的小角度,以最小二乘法计算测量结果,间接得出被测平面的平面度误差。
对角线法又称米字法,在平面度测量时,若激光干涉仪主机位于G点,激光束与线GE重合,建议按照EA、CA、DH、EG、AG、BF、CE、GC的次序进行测量。
▲对角法测量示意图平面度误差的最小二乘法评定方法:以实际被测表面的最小二乘平面作为评定基准面,以平行于最小二乘平面,且具有最小距离的两包容平面间的距离作为平面度误差值。
最小二乘平面是使实际被测表面上各点与基准平面的距离的平方和为最小的平面。
评定关键在于测量取样点数据拟合出最小而成平面。
很多文献采用最小二乘法,如果以误差曲面z=z(x,y)为研究对象,用均方差误差最小作为度量标准,设规范化最小二乘平面方程为:z=Ax+By+C,其中A、B、C为待求系数。
均方误差为最小。
其中z(x,y)为分区域小三角形平面。
实验是将激光采集到数据和水平仪采集到数据分别利用上述原理计算后进行比对。
激光干涉仪配置平面度测量配置主要由SJ6000激光干涉仪主机、角度镜组、平面度镜组、SJ6000静态测量软件等组件构成。
其中,平面度镜组由180mm可调基板、360mm可调基板和平面度旋转镜构成。
▲平面度测量的光路原理构建图。
平面度计算方式
平面度,亦被称平整度,是产品几何规范中常见的四项形状公差之一,也是用于评定产品成形表面质量的关键指标之一。
对于安装表面而言,平面度直接影响零部件的贴合效果和紧固性能。
一、定义
根据最新ISO12781-2011国际标准,以及与之对应的国家标准《GB/T24630.1-2009产品几何技术规范(GPS)平面度第1部分:词汇和参数》,平面度被定义为实测表面高度距离理想平面的偏差。
理想平面是利用实测数据计算并拟合出的平面,与理想平面平行的上下两个平面在空间内包含所有测量点,这两个平面的最小距离t被称之为公差值。
二、两种计算方法
平面度的计算首先需确定理想平面,再以该理想平面作为基准平面计算各测量点到基准平面的绝对距离值,最终取最大值。
最小区域平面和最小二乘平面是用于评定理想平面的两种常用方法。
最小区域基准平面是指包容所有测量数据且距离为最小的两平行平面,两平面的最小距离值t即为平面度的公差值。
最小二乘基准平面是指各测量点距该表面的距离的平方和为最小的平面,分别计算波峰、波谷至该平面的距离绝对值,即为平面度偏差。
怎样计算平板的平面度1、最近很多朋友都向我咨询铸铁平板的平面度怎么计算,我整理了一些资料不知道对大家有没有帮助;有兴趣的朋友可以参考一下。
对于用刀口尺和微米量块检定尺寸较小的平板,其平面度算法比较简单。
但是对于大尺寸平板需要用电子水平仪或者自准直仪来检定,其数据处理是比较繁琐,也没有更好的手算方法,通常只能借助程序进行数据处理。
对于小铸铁平板,按照米字形测量,其算法如下:a1 a2 a3b1 b2 b3c1 c2 c3测量a1b2c3对角线,在a1、c3位置架设1mm的等高量块,在b2位置塞入恰好能塞入的量块(原理同塞尺),如恰好塞入1.003mm的量块,说明受检点处凹下0.003mm,同理测量米字形的八条线,记下数据。
如得到一组测量数据(单位:μm):a1,b2,c3=0,-3,0c1,b2,a3=0,-3,0a1,a2,a3=0,-1,0b1,b2,b3=0,-1,0c1,c2,c3=0,-1,0a1,b1,c1=0,-2,0a2,b2,c2=0,-2,0a3,b3,c3=0,-1,0得到米字形数据表为:0 -1 0-2 -3 -20 -1 0平板的平面度为3μm以上不过这是特例,很多平板的对角线所测得的数据是无法正好重合的,需要以一根对角线为基准,另外七条线采用数据叠加的方法运算,但道理是相通的,如果大家有什么不明白的可以再问我。
以下大家可以参考一下啊。
铸铁平板1、范围本标准规定了精度等给为000级、00级、0级、1级、2级、3级铸铁平板的型式与尺寸,技术要求,检验方法,标志与包装等。
本标准适用于工作面为160m×100mm~4000mm×2500mm(长度×宽度)的铸铁平板(以下简称平板)。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
怎样计算平板的平面度1、最近很多朋友都向我咨询铸铁平板的平面度怎么计算,我整理了一些资料不知道对大家有没有帮助;有兴趣的朋友可以参考一下。
对于用刀口尺和微米量块检定尺寸较小的平板,其平面度算法比较简单。
但是对于大尺寸平板需要用电子水平仪或者自准直仪来检定,其数据处理是比较繁琐,也没有更好的手算方法,通常只能借助稈序进行数据处理。
对于小铸铁平板,按照米字形测量,其算法如下:a1a2a3 b1b2b3c1c2c3测量a1b2c3对角线,在al、c3位置架设1mm的等高量块,在b2位置塞入恰好能塞入的量块(原理同塞尺),如恰好塞入1.003mm的量块,说明受检点处凹下0.003mm,同理测量米字形的八条线,记下数据。
如得到一组测量数据(单位:pm):a1,b2,c3=0,-3,0c1,b2,a3=0,-3,0a1,a2,a3=0,-1,0b1,b2,b3=0,-1,0c1,c2,c3=0,-1,0a1,b1,c1=0,-2,0a2,b2,c2=0,-2,0a3,b3,c3=0,-1,0得到米字形数据表为:0-10-2-3-20-10平板的平面度为3pm以上不过这是特例,很多平板的对角线所测得的数据是无法正好重合的,需要以一根对角线为基准,另外七条线采用数据叠加的方法运算,但道理是相通的,如果大家有什么不明白的可以再问我。
以下大家可以参考一下啊。
铸铁平板1、范围本标准规定了精度等给为000级、00级、0级、1级、2级、3级铸铁平板的型式与尺寸,技术要求,检验方法,标志与包装等。
本标准适用于工作面为160mx100mm〜4000mmx2500mm(长度x宽度)的铸铁平板(以下简称平板)。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GBT1184--1996形状和位置公差,未注公差的规定。
实验五平板平面度的检测平面度误差检测的方法很多。
对于平面度要求很高的小平面,可用干涉法,如用平晶检测平面度误差。
对于大平面,特别是刮削平面,生产现场多用涂色法作合格性检验。
对于一般平面,则广泛应用打表法、水平仪等方法检测平面度误差。
打表法可分为三点法和对角线法。
即将工件用可调支承,支承在作为测量基准的平板上,再将被测实际表面的最远三点调平(或两对角线两两调节),然后在整个被测表面上逐点打表,指示表的最大与最小读数之差即为平面度误差。
一、打表法当用平板或仪器工作台面作为测量基面时,可用打表法进行测量。
测量步骤:1、如图3-1-1所示,被测表面用可调支承置于平板上,并调整大致与平板平行;(通过调整三点支承点等高)2、以平板作为基面,将指示仪表头放在被测表面某一点并调零;3、将指示仪表头在被测表面来回走动,观察表的变动量,其最大值与最小值之差,既为所求的平面度误差值。
图3-1-1?测量原理图二、间接测量法由于调平的过程往往很费时间,特别当工件较大时,测量面不易调整,生产中也常采用下述的方法,即按一定布线方式,用水平仪测量若干直线上各点,经过适当的坐标转换,将测量数据统一转换为对选定基准平面的坐标值,然后,按一定的评定方法确定其误差值。
其评定方法有:三点法、对角线法和最小包容区域法。
采用最小包容区域法评定平面度所产生的误差最小。
本实验采用旋转法评定。
旋转过程的步骤如下:1、初步判断被测表面的类型,以便选择相应的最小区域判断准则;2、拟定最高点和最低点,选定旋转轴的位置;3、计算各点的旋转量;4、进行旋转,即对各测点作坐标换算;5、检查旋转后各测点的新坐标是否符合最小区域判断准则。
如不符合,则应作第二次旋转,重复上述步骤;例:在基准平面上,用千分表测量一块400(m m)×400(m m)平板的平面度误差,测得数据如图3-1-2(a)所示。
图3-1-2?旋转法数据处理根据图3-1-2(a),初步判断被测表面为中突平面。
怎样计算平板的平面度1、最近很多朋友都向我咨询铸铁平板的平面度怎么计算,我整理了一些资料不知道对大家有没有帮助;有兴趣的朋友可以参考一下。
对于用刀口尺和微米量块检定尺寸较小的平板,其平面度算法比较简单。
但是对于大尺寸平板需要用电子水平仪或者自准直仪来检定,其数据处理是比较繁琐,也没有更好的手算方法,通常只能借助程序进行数据处理。
对于小铸铁平板,按照米字形测量,其算法如下:a1 a2 a3b1 b2 b3c1 c2 c3测量a1b2c3对角线,在a1、c3位置架设1mm的等高量块,在b2位置塞入恰好能塞入的量块(原理同塞尺),如恰好塞入1.003mm的量块,说明受检点处凹下0.003mm,同理测量米字形的八条线,记下数据。
如得到一组测量数据(单位:μm):a1,b2,c3=0,-3,0c1,b2,a3=0,-3,0a1,a2,a3=0,-1,0b1,b2,b3=0,-1,0c1,c2,c3=0,-1,0a1,b1,c1=0,-2,0a2,b2,c2=0,-2,0a3,b3,c3=0,-1,0得到米字形数据表为:0 -1 0-2 -3 -20 -1 0平板的平面度为3μm以上不过这是特例,很多平板的对角线所测得的数据是无法正好重合的,需要以一根对角线为基准,另外七条线采用数据叠加的方法运算,但道理是相通的,如果大家有什么不明白的可以再问我。
以下大家可以参考一下啊。
铸铁平板1、范围本标准规定了精度等给为000级、00级、0级、1级、2级、3级铸铁平板的型式与尺寸,技术要求,检验方法,标志与包装等。
本标准适用于工作面为160m×100mm~4000mm×2500mm(长度×宽度)的铸铁平板(以下简称平板)。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GBT1184--1996形状和位置公差,未注公差的规定。
3、定义本标准采用下列定义: 3.1 平板用于工件检测或划线的平面基准器具,又称为平台。
3.2 主支点平板在加工,检定和使用中,与安装基面或专用支架接触时,用作主要支承的部分。
此时的支承为系静定状态。
3.3 辅助支点平板在使用时,为了防止因负载重心的偏移而发生倾覆或因负载过大而产生有害的变形所增设的支点。
辅助支点上的支反力应小于主支点上的支反力。
4、型式与尺寸4.1 平板的型式见图1所示。
图示仅作图解说明,不表示说细结构。
4.2 筋板式平板的主支点分布形式见图2所示。
图中所示的辅助支点是为了防止使用的平板因重心偏移而发生倾覆所设置的。
对负载过大而产生有害变形的辅助支点由设计者自行设计,但数据应控制在最少限度。
辅助支承面与主支承面不应在同一平面上,以便于调整辅助支点的反力。
4.3 平板的基本尺寸见表1的规定。
规格主要尺寸 a b c H1 H2 基本尺寸允许偏差基本尺寸允许偏差(参考)5、技术要求5.1 平板工作面不得有严重影响外观和使用性能有砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
5.2 平板的铸造表面应清除型砂且平整,涂漆牢固。
5.3 精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应小于同围材料的硬度。
工作面堵塞的砂孔应不多于4个。
且砂孔之间的距离应不小于80mm。
5.4 平板应采用优质细密的灰口铸铁或合金铸铁等材料制造,其工作面硬度应为170~220HB。
5.5 平板工作面通常应用采用刮削加工艺。
对采用刮削加工期的3级平板工作面,其表面粗糙度Ra的最大允许值为5чm. 5.6 平板工作面的平面度公差见表2的规定。
5.7 平板工作面采用刮削工艺应进行涂色对研检验。
对研后显示的接触点面积的比率见表3的规定,或者按25mm×25mm中的接触点数之差应不大于5点。
若有争议,按接触点面积的比率为评定依据。
5.8 对不便采用涂色对研检验的平板工作面应检验其平面波动量,工作面的平面波动量见表4的规定。
规格对角线d mm 精度等级000 00 0 1 2 3 平面度公差值чm注:1、表中数值均按标准温度20℃给定。
2、计算公式:公式中:d----平板工作面对角线长度、mm。
3、距工作面边缘0.02a (最大为20mm)范围内平面度公差不计,且任意一点都不得高于工作面。
表3 测试项目精度等级000 00 0 1 2 单位面积上接触点面积的比率≥20% ≥16% ≥10% 25mm×25mm正方形面积中的接触点数≥25% ≥20%≥12 注:距工作面边缘0.02a(最大为20mm)范围内接触点面积的比率或接触点数不计,且任意一点都不得高于工作面。
表4 精度等级000 00 0 1 2 3 平板工作平面波动量 2 4 8 16 32 80 5.9 平板侧面对工作面的垂直度公差和平板两相邻侧面的垂直度公差均为GB/T1184中规定的12级。
5.10 平板工作面中央的集中载荷区域、施加的额定载荷和允许挠度值见表5的规定。
表5 规格对角线集中载荷区为фD的圆额定载荷N 允许挠度值чm mm 5.11平板应去磁和稳定性处理 5.12 平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减小因搬运而引起的变形。
5.13 若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
6、检验方法 6.1 接触点面积的比率将被检平板工斜面上涂上显示剂,在不低于其精度等级的平板上研合,在被检平板上显示出明显的接触点,然后用一个50mm×50mm范围内刻划有2.5mm×2.5mm的400个小方格的透明薄板(如有机玻璃板).置于被检平板工作面的任意位置上,依次观察每个方格内包含接触点所占面积的比例(以1/10为单位).求上述比例数之和,除以4即为所检测部位的接触点面积的比率.为取得典型的数值.应在另一位置上测出接触点面积的比率.求出两次结果的平均值. 6.2 平面波动量将平面波动仪放在平板工作面上,沿任意一直线方向移动平面波动仪.移动距离为平板对角线长度的一半且不应小于200mm.取平面波动仪的指示表(分度值为0.001mm)上最在值与最小值之差.即为被检平板工作面的平面波动量.平面波动仪见图3所示. 6.3 挠度将检测装置放在被检平板工作面上;在不加载荷时,将扭簧比较仪测头与工作面相接触(为使测量准确,测头与工作面之间可放一块薄量块)且记下读数.然后根据表5规定的额定载荷施加力且记下读数;两次读数之差,即为被检平板工作面在额定载荷下的挠度值.检测装置。
2、平板是机械测量中最常用的基准定位器具,也称作平台。
常用的有铸铁和岩石材料两种。
根据其工作表面的不平整度数值的大小,平板的精度分为4级,即0、1、2、3级,数值越小,精度越高。
所以平板无论是铸铁平板还是大理石平板,其平面度都是平板的主要检测的项目之一。
如何确定理想平面方位,原则如下:1、最小条件原则用两个平行的理想平面包容实际表面,并使两理想平面间的距离为最小,此最小距离为平面度误差值。
2、贴切原则用一个理想平面与实际表面相切,且与实际表面之间的最大距离为最小,此距离为平面度值3、最小二乘方原则将一个理想平面按实际表面的趋向,置于实际表面的中部,并使实际表面上各点到理想平面的距离平方和为最小,以这个最小二乘方中心平面作为评定基面,各测点对此平面偏差中最大值与最小值之差为被测表面平面度误差值。
4、对角线原则以通过被测表面的一条对角线而平行于另一条对角线的平面作为评定基面,各测点对此平面偏差中最大值与最小值之差为被测面平面度误差值。
3、检定平板平面度的方法和步骤1、根据被测平板的形状、尺寸选择布点形式,并确定各个截面的分段数及桥板跨距:L=l/n式中 l——被测截面长度;检定平板平面度的方法和步骤1、根据被测平板的形状、尺寸选择布点形式,并确定各个截面的分段数及桥板跨距:L=l/n式中 l——被测截面长度;L——桥板跨距;n——分段数。
2、使用水平仪测量时,被测面调到大致处于水平位置;使用自准直仪测量时,被测线调到大致与仪器光轴平行。
3、将固有水平仪或反射镜的桥板放在被测截面上,沿测量方向等跨距、首尾衔接地移动桥板,记取各位置读数。
4、按分段检定结果进行数据处理,求出平面度值。
提高铸铁平板铸件的外观、技术、质量的方法造型造芯是平板铸件形成过程中的关键工序之一,它对铸件的质量、制造成本、生产效率、劳动强度和环境污染等各方面都有十分重要的影响。
1、粘土砂湿砂造型工艺多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。
2、树脂砂造型造芯工艺通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,广泛应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。
树脂泛造型工艺的产品铸铁平板,铸铁方箱,弯板等。
3、水玻璃砂造型造芯工艺研究水玻璃的净化及改性以提高其粘结性能,开发新型水玻璃砂旧砂再生回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁平板上的应用。
4、铸造涂料扩大和加强转移涂料、表面合金化涂料的应用领域和机理研究。
铸铁平板在科技的不断进步下,铸造的方法也在不断的改进。