5×5平面度计算
- 格式:xls
- 大小:34.00 KB
- 文档页数:16
平面度公差值摘要:一、引言二、平面度公差的定义与作用1.定义2.作用三、平面度公差值的计算与表示方法1.计算方法2.表示方法四、平面度公差值的分类与选择1.分类2.选择原则五、平面度公差值在我国的应用与发展1.应用领域2.发展现状与趋势六、结论正文:一、引言平面度公差值是机械加工领域中一个重要的概念,对于保证零件加工质量具有重要意义。
本文将详细介绍平面度公差的定义、计算方法、表示方法以及在我国的应用与发展。
二、平面度公差的定义与作用1.定义平面度公差是指在给定的平面上,实际平面与理想平面之间的偏差。
它可以衡量平面加工精度,即平面度的优劣。
2.作用平面度公差值主要用于衡量零件的加工精度,以确保零件在装配和使用过程中能够满足设计要求,提高产品性能和寿命。
三、平面度公差值的计算与表示方法1.计算方法平面度公差值的计算方法主要包括以下几种:(1)最大偏差和最小偏差之差的一半;(2)最大偏差与最小偏差的平方和的开方;(3)根据具体加工要求,按照一定比例分配偏差。
2.表示方法平面度公差值的表示方法通常采用公差带,包括上限和下限。
例如,某平面度公差值为±0.02mm,表示实际平面可以在理想平面上下波动0.02mm。
四、平面度公差值的分类与选择1.分类平面度公差值按照加工方法、配合尺寸和实际应用场合可以分为多种类型。
例如,按照加工方法可分为磨削平面度公差和铣削平面度公差;按照配合尺寸可分为间隙配合平面度公差和过盈配合平面度公差。
2.选择原则选择平面度公差值时,需要综合考虑加工方法、配合尺寸和使用要求,以保证零件的加工精度和使用性能。
五、平面度公差值在我国的应用与发展1.应用领域平面度公差值在我国广泛应用于机械加工、汽车制造、航空航天、精密仪器等众多领域。
2.发展现状与趋势随着我国制造业的快速发展,对平面度公差值的要求越来越高。
目前,我国已经制定了完善的平面度公差标准,为制造业提供了有力支持。
未来,平面度公差值的研究和应用将继续向高精度、高效率、智能化方向发展。
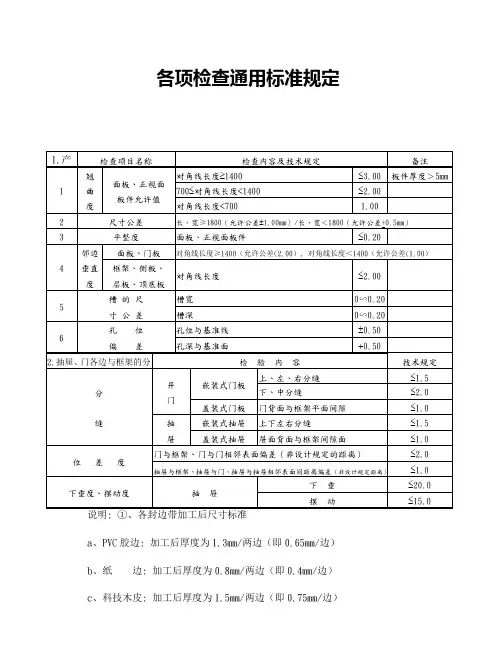
各项检查通用标准规定a、PVC胶边: 加工后厚度为1.3mm/两边(即0.65mm/边)b、纸边: 加工后厚度为0.8mm/两边(即0.4mm/边)c、科技木皮: 加工后厚度为1.5mm/两边(即0.75mm/边)d、天然木皮: 加工后厚度为1.5mm/两边(即0.75mm/边)e、木皮封边带厚度均以采购厚度0.6mm为准②、所有零部件图规格尺寸均不含封边带厚度尺寸。
A级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过一处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约3%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
5、站在0.5-0.8米远处, 不可见修补痕。
正常规定视力≥1.0。
表面颜色均匀, 无明显色差。
修补后, 单个的瑕疵规定直径小于0.5mm。
B级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过三处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约5%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
5、站在0.5-0.8米远处, 不可见修补痕。
正常规定视力≥1.0。
表面颜色均匀, 无明显色差。
修补后, 单个的瑕疵规定直径小于0.5mm。
C级规定1、表面平整, 表面缺陷点规定每0.5平方米不超过四处, 缺陷点直径≤0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约10%。
3.表面允许有轻微划痕、但不允许有碰伤、爆裂现象。
4、封边胶合紧密平直, 不能有松脱、缺损现象。
D级规定1、表面平整, 不允许有碰伤、爆裂现象。
1、边沿平齐, 不能有崩裂现象。
三、产品检查区域(通常分为A.B.C三区)A区:通常指产品使用时常处在视野范围内前方, 面对视野, 容易看到的区域;2、如: 面板、门板、抽面板、高屏背板前面、低屏背板前面、各类脚类及层板、侧板、底板等部件的前面部位。
平面度计算公式平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。
在机械制造、工程测量等领域,准确计算平面度是非常重要的。
咱先来说说平面度的计算公式。
常见的平面度计算公式有好几种,比如最小二乘法、对角线法等等。
最小二乘法呢,简单来说就是通过一系列测量点的数据,找到一个最能拟合这些点的平面,然后计算各个测量点到这个拟合平面的距离,这些距离中的最大值和最小值之差就是平面度。
这就好像你要给一群调皮的小朋友排排坐,找到一个最合适的位置让他们都能乖乖待着,然后看看谁离这个位置最远和最近,这最远和最近的距离差就是平面度啦。
对角线法呢,是通过测量平面上两条对角线以及平行于这两条对角线的直线上的点的高度值,然后比较这些高度值的差值来确定平面度。
举个例子吧,有一次我在工厂里看到师傅们在检测一个大型零件的平面度。
他们拿着精密的测量仪器,小心翼翼地在零件表面上选取测量点,那认真的劲儿,就好像在对待一件珍贵的宝贝。
师傅一边测量,一边嘴里还念叨着数字,额头上都冒出了汗珠。
我在旁边看着,心里也跟着紧张起来。
最后,经过一系列的计算和分析,确定了这个零件的平面度是否符合要求。
这让我深刻地感受到,哪怕是一点点的平面度偏差,都可能影响到整个产品的质量和性能。
在实际应用中,选择哪种平面度计算方法,得根据具体的情况来。
比如测量的精度要求、测量工具的精度、测量对象的特点等等。
如果精度要求特别高,可能就得用更复杂但更准确的方法。
总之,平面度的计算可不是一件简单的事儿,需要我们仔细认真,选择合适的方法,才能得出准确可靠的结果。
这就像是我们解决生活中的难题一样,得找对方法,才能事半功倍。
希望大家在面对平面度计算的时候,都能胸有成竹,轻松应对!。
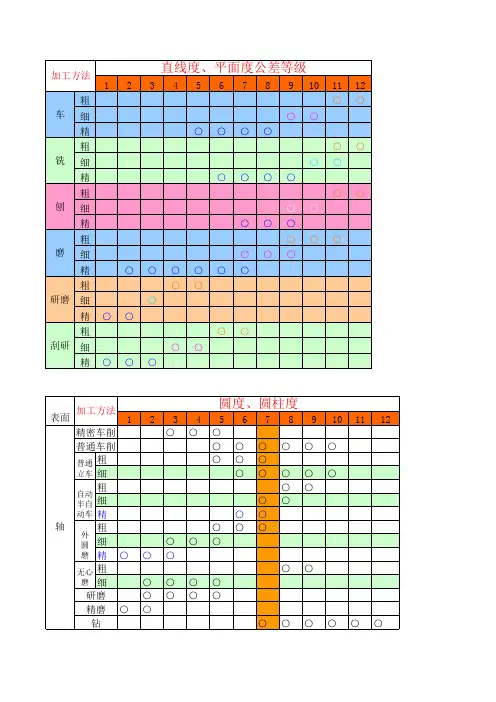
0.05平面度平行度公差等级表
平面度是指一个平面上各点到某一理想平面的距离之最大值。
0.05平面度表示在一个平面上,任意点到理想平面的距离不会超过0.05mm。
平行度公差等级表是用来表示零件或工件上平行度公差的一种标准,以便于工程师和制造者了解和遵循。
平行度公差等级表通常包括了不同等级的平行度公差范围,以及相应的标准符号和数值。
这些等级和符号的选择取决于具体的工程要求和制造标准。
在机械制造中,平行度公差等级表通常根据ISO 1101标准来制定。
ISO 1101标准规定了不同等级的平行度公差范围,从最严格的等级到最宽松的等级,分别用字母和数字来表示。
例如,ISO 1101标准中的等级包括了等级H、K、M、P、S和V,每个等级都有其对应的平行度公差范围和符号表示。
对于0.05平面度,根据ISO 1101标准,可以在平行度公差等级表中找到相应的等级和符号表示。
工程师和制造者可以根据具体的零件要求和制造标准,在平行度公差等级表中选择适当的等级和符号,以确保零件的平行度满足设计要求。
总之,平面度和平行度公差等级表是机械制造中非常重要的概
念和工具,对于确保零件质量和性能至关重要。
通过遵循相应的标准和等级表,制造者可以更好地控制和评估零件的平行度,从而提高产品质量和工艺水平。
平面度公差值一、平面度公差的概念与意义平面度公差是指工件平面度与其理想平面之间的最大允许偏差。
在机械制造中,平面度公差是衡量产品加工精度的重要指标,对于保证产品性能和可靠性具有重大意义。
二、平面度公差值的分类与计算方法1.平面度公差值的分类:根据平面度公差的作用范围,可分为形状公差和位置公差;根据平面度公差的形状,可分为线性和角度两类。
2.平面度公差值的计算方法:平面度公差值的计算通常采用最大最小法,即在工件平面上找到最大和最小值,然后计算其与理想平面的偏差。
三、平面度公差在工程中的应用平面度公差在工程中有着广泛的应用,如航空航天、汽车制造、电子电器等领域,对于提高产品质量和降低生产成本具有重要意义。
四、如何正确选择和使用平面度公差值1.根据产品性能要求和加工工艺选择合适的平面度公差值。
2.考虑平面度公差值之间的相互影响,合理分配各项公差值。
3.掌握平面度公差值的检测方法,确保产品质量。
五、提高平面度公差检测技术的方法1.采用高精度的检测设备,如光学投影仪、三坐标测量仪等。
2.完善检测方法,如触针法、光学法、激光法等。
3.加强检测人员的技能培训,提高检测水平。
六、我国平面度公差标准与国际标准的对比与分析1.我国平面度公差标准:GB/T 1184-1996《机械工程图学基本概念》等。
2.国际标准:ISO 1101-1987《Geometrical tolerancing》等。
我国平面度公差标准与国际标准在数值表示、符号表示等方面基本一致,但在某些具体规定上存在差异。
七、总结与展望平面度公差在工程领域具有重要意义,正确选择和使用平面度公差值、提高检测技术水平是提高产品质量和降低生产成本的关键。
平面度公差值
摘要:
一、什么是平面度公差值
二、平面度公差值的应用领域
三、如何计算平面度公差值
四、平面度公差值在工程中的重要性
五、提高平面度公差值测量的方法
六、总结
正文:
一、什么是平面度公差值
平面度公差值是指在工程零件加工过程中,零件表面平面度与理论平面度之间的允许偏差值。
它可以用来评估零件加工的精度,确保零件在使用过程中能满足其功能要求。
二、平面度公差值的应用领域
平面度公差值广泛应用于各类工程领域,如机械制造、航空航天、汽车制造等,对于保证零件的性能和寿命具有重要意义。
三、如何计算平面度公差值
平面度公差值的计算方法主要包括以下几个方面:
1.根据零件的功能要求和性能指标,确定平面度公差值的范围。
2.参考相关国家和行业标准,确定公差值的具体数值。
3.通过实际测量零件的平面度,与理论平面度进行比较,计算出公差值。
四、平面度公差值在工程中的重要性
平面度公差值在工程中具有重要意义,它可以:
1.保证零件的性能和寿命,避免因加工精度不足导致的故障和损坏。
2.确保零件在组装和安装过程中,满足预定的配合要求。
3.提高产品的可靠性和稳定性,降低维修成本。
五、提高平面度公差值测量的方法
1.选用高精度的测量设备和仪器,确保测量结果的准确性。
2.加强测量人员的技能培训,提高测量水平。
3.优化测量方法,降低测量误差。
六、总结
平面度公差值在工程领域具有重要应用价值,通过对零件加工精度的控制和测量,可以确保零件的性能和寿命。
.机械加工检验标准及方法一. 目的:二. 范围:三. 规范性引用文件四. 尺寸检验原则1.基本原则:2.最小变形原则:3.最短尺寸链原则:4.封闭原则:5.基准统一原则:6.其他规定五. 检验对环境的要求1.温度2.湿度3.清洁度4.振动5.电压六. 外观检验1.检验方法2.检验目距3.检测光源4.检测时间5.倒角、倒圆6.批锋、毛刺7.伤痕8.刀纹、振纹9.凹坑、凸起、缺料、多料、台阶10.污渍11.砂孔、杂物、裂纹12.防护包装.七. 表面粗糙度的检验1.基本要求2.检验方法:3.测量方向4.测量部位5.取样长度八. 线性尺寸和角度尺寸公差要求1.基本要求2 线性尺寸未注公差九.形状和位置公差的检验1.基本要求3.检测方法十.螺纹的检验1.使用螺纹量规检验螺纹制件2.单项检验十一.外协加工件的检验规定1.来料检验2. 成品检验计划十二.判定规则附注:1.泰勒原则一. 目的:为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。
二. 范围:本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。
在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。
本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。
注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。
本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。
三. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
平面度的计算方法
平面度是指工件表面与参照面之间的平面距离差,是衡量工件表面平整度的重要参数。
平面度的计算方法可以通过以下步骤进行:
1. 准备测量工具:平面度计、检测平台、参照平面等。
2. 将待测工件放置在检测平台上,并使其表面与参照平面接触。
3. 将平面度计垂直于参照平面放置在待测工件表面上,并记录初始读数。
4. 按照标准的测量方法,移动平面度计并记录各个位置的读数。
5. 将读数进行比较,计算平面度的差值。
平面度的计算公式为:平面度=最大读数-最小读数。
6. 如果平面度差值超过了允许范围,需要进行调整或修整操作,以提高工件的平整度。
除此之外,还有一些注意事项需要注意。
例如,需要确保检测平台和参照平面的平整度符合标准要求,以避免误差。
此外,需要避免在测量过程中产生外力,以保证测量精度。
总的来说,平面度的计算方法是一项非常重要的工作,可以帮助工程师和制造商提高工件的质量和性能。
通过科学的计算方法和严格的质量控制,可以确保工件的平整度符合标准,为生产制造提供更好的保障。
平面度计算方法
平面度计算方法有很多种,以下是其中的一些主要方法:
1. 测量平面度:使用平面度的测量工具,如平面度计或量角器,
对平面进行测量。
通常使用一个光源或摄像头来测量平面的位置和角度,然后将其转换为平面度值。
2. 计算平面上的条:使用数学算法来计算平面上的条。
在欧氏几何中,可以使用欧拉定理来计算平面上的条。
该定理表明,对于任何平面上的向量u和v,u·v=|u|·|v|·cosθ,其中θ是u和v之间的夹角。
可以使用这个定理来计算平面上的条。
3. 计算几何图形的平面度:对于几何图形,可以使用几何学的平
面度计算方法来计算其平面度。
这些方法包括计算几何图形的交线数目、计算对称轴的度数、计算轮廓的度数等。
4. 使用计算机程序来计算平面度:使用计算机程序来计算平面
度是另一种方法。
一些常见的平面度计算软件包括MATLAB和Python 等。
这些软件可以使用欧氏几何、拉格朗日乘子法或卡尔曼滤波等算法来计算平面度。
需要注意的是,不同的平面度计算方法可能会得到不同的结果。
因此,应该选择一种合适的方法来解决实际问题并确保结果的准确性。
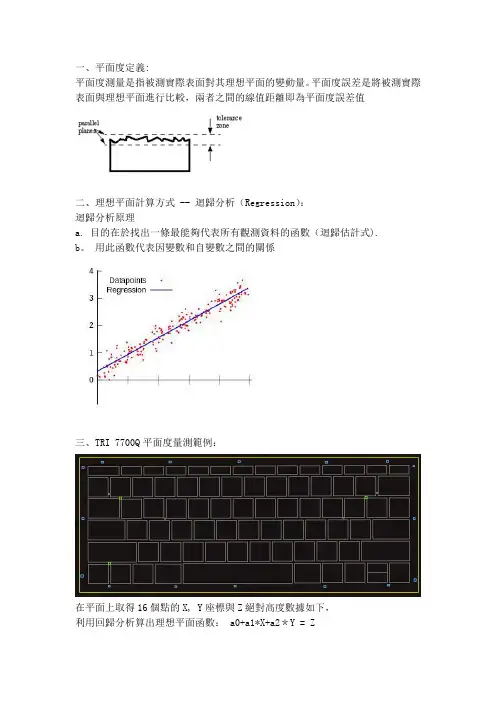
一、平面度定義:
平面度測量是指被測實際表面對其理想平面的變動量。
平面度誤差是將被測實際表面與理想平面進行比較,兩者之間的線值距離即為平面度誤差值
二、理想平面計算方式 -- 迴歸分析(Regression):
迴歸分析原理
a. 目的在於找出一條最能夠代表所有觀測資料的函數(迴歸估計式).
b。
用此函數代表因變數和自變數之間的關係
三、TRI 7700Q平面度量測範例:
在平面上取得16個點的X, Y座標與Z絕對高度數據如下,
利用回歸分析算出理想平面函數: a0+a1*X+a2*Y = Z
得到三個參數a0, a1, a2,
將X, Y座標帶入理想平面公式, 得到每一點的理想平面高度Zs= a0+a1*X+a2*Y ,
計算所有點的(原始高度—理想平面高度)得到差值Z—Zs=delta,
平面度結果即為Flatness=MAX(delta)-MIN(delta)
平整度數據與趨勢圖。
平面度测量算法设计
平面度定义:
平面度误差是指被测实际表面对其理想平面的变动量。
平面度误差的评定方法:
1、三远点法:是以通过实际被测表面上相距最远的三点所组成的平面作为评定基准面,以平行于此基准面,且具有最小距离的两包容平面间的距离作为平面度误差值。
2、对角线法:是以通过实际被测表面上的一条对角线,且平行于另一条对角线所作的评定基准面,以平行于此基准面且具有最小距离的两包容平面间的距离作为平面度误差值。
3、最小二乘法:是以实际被测表面的最小二乘平面作为评定基准面,以平行于最小二乘平面,且具有最小距离的两包容平面间的距离作为平面度误差值。
最小二乘平面是使实际被测表面上各点与该平面的距离的平方和为最小的平面。
此法计算较为复杂,一般均需计算机处理。
4、最小区域法:是以包容实际被测表面的最小包容区域的宽度作为平面度误差值,是符合平面度误差定义的评定方法。
各方法有优劣分析:
三点法比较简单,但不够精确结果也不唯一;对角线法比较方便且经济适用,精度也比较高;最小二乘法比较便于用计算机对数据进行处理,尤其测量数据较多时更加方便快捷;最小区域包容法符合最小条件,但是解析法很难直接求出,当测量数据较小时,可以根据数据和个人经验找出符合最小条件的两平行平面,当平面度误差评定结果有异议或精度要求最高时,应使用最小区域包容法。
根据共焦位移传感器的特点,本算法采用最小二乘法求平面度误差。
最小二乘法数学计算:。
平面度最大极限值
平面度是指机床加工的基本要求之一,它是衡量加工精度的重要参数,也是生产质量的重要指标。
一、什么是平面度?
平面度是指工件表面之间的相对光洁度,也就是两个面拉直时,两个
面相对应的最大高度差称为平面度。
一般来说,工件越大,要求的平
面度就越高。
二、平面度的最大极限值
平面度的最大极限值是指机床加工时会产生的最大的高度差,是机床
加工产品的表面平整程度的评价标准之一,理想的最大极限值为
0.005?/div>。
这意味着在理想的条件下,两个面的高度差不能超过
0.005?/div>,以便将加工产品保持在预期范围之内。
三、如何检查平面度?
1、量测接触度。
采用接触度计,根据特定的工件特性,找出工件上对
应的测量点,检查其高低。
2、采用测深仪。
利用测深仪进行工件表面平整度检测,测深仪可以在短时间内快速测量出表面上的波动情况,以此来判断工件表面的平整度。
3、同时检查多点高低误差。
如采用数控机床加工,那么可以同时检查多点高低误差,以此排除偏差,消除加工误差。
四、总结
平面度是衡量机床加工精度的重要参数,机床的加工精度要求其平面度的最大极限值不超过0.005?/div>,否则可能引起产品的质量问题。
平面度的检查一般可以采用接触度计、测深仪等方法,也可以通过量测多点高低误差来排除偏差,确保加工精度。
平面度测试方法一、介绍平面度是指一个物体表面相对于参考平面的平整程度,即表面的高低起伏程度。
在制造和加工过程中,平面度是一个非常重要的参数,因为它决定了物体的质量和性能。
因此,在工业生产中,平面度测试是必不可少的。
二、测试仪器1. 平板:用于支撑被测物体,在测试时作为参考平面。
2. 游标卡尺:用于测量被测物体表面高低起伏的长度。
3. 平行垫片:用于调整游标卡尺与被测物体之间的距离。
三、测试步骤1. 准备工作:将被测物体放置在平板上,并调整平板水平,使其成为参考平面。
2. 测试前准备:将游标卡尺与平行垫片配合使用,调整游标卡尺与被测物体之间的距离。
具体方法如下:(1)选择一组合适大小的平行垫片,并将其放置在被测物体上;(2)将游标卡尺对准两个垫片之间,并记录下距离;(3)更换不同大小的垫片,重复以上步骤,直到游标卡尺与被测物体之间的距离可以被准确测量。
3. 测试过程:将游标卡尺平行地放置在被测物体表面,记录下高低起伏的长度。
具体方法如下:(1)将游标卡尺平行地放置在被测物体表面;(2)记录下游标卡尺指针所指示的长度;(3)将游标卡尺移动到另一个位置,并重复以上步骤,直到整个表面都被测试完毕。
4. 结果处理:将所有的测试数据汇总,并计算出平均值和最大值。
如果需要更加精确的结果,可以使用三点法或五点法进行测试。
四、注意事项1. 在测试前,应该检查游标卡尺和平板是否有损坏或变形,以确保测试结果的准确性。
2. 在测试过程中,应该避免使用过大或过小的垫片,以免影响测试结果。
3. 在记录数据时,应该注意保持一致性和准确性,并避免误差。
4. 如果需要更加精确的测试结果,可以使用更加精密的仪器进行测试。
五、总结平面度是一个非常重要的参数,在工业生产中必不可少。
通过使用游标卡尺和平行垫片进行测试,可以得到准确的测试结果。
在测试过程中,需要注意保持一致性和准确性,并避免误差。
如果需要更加精确的结果,可以使用更加精密的仪器进行测试。
形位公差标准(GB1184-80)机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。
因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。
这是由零件在机器上的位置、功用和装配精度要求来决定的。
零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。
零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。
1、形位公差等级和数值的选用原则在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。
对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。
1)在同一要素上给出的形状公差值应小于位置公差值。
2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。
3)平行度公差值应小于其相应的距离公差值。
4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。
A.细长比较大的轴和孔;B.孔相对于轴;C.距离较大的轴或孔;D.宽度较大(一般大于1/2长度)的零件表面;E.线对线和线对面相对于面对面的平行度及垂直度。
2、形状公差标准直线度、平面度主参数L(mm)公差等级12345678910公差值(μm)≤100.20.40.8 1.223581220>10~160.250.51 1.5 2.546101525>16~250.30.6 1.22358122030>25~400.40.8 1.5 2.54610152540>40~630.51235812203050>63~1000.6 1.2 2.5461015254060>100~1600.8 1.53581220305080>160~25012461015254060100>250~400 1.2 2.5581220305080120>400~630 1.5361015254060100150>630~10002481220305080120200>1000~16002.551015254060100160250>361220305080120200300>2500~40004815254060100150250400圆度、圆柱度主参数d (mm)公差等级012345678910公差值(μm)≤30.10.20.30.50.8 1.2234610>3~50.10.20.40.61 1.5 2.545812>6~100.120.250.40.61 1.5 2.546915>10~180.150.30.50.8 1.223581118>18~300.20.40.61 1.5 2.54691321>30~500.250.50.61 1.5 2.547111625>50~800.30.60.8 1.22358131930>80~1200.40.81 1.5 2.54610152235>120~1800.61 1.22 3.55812182540>180~2500.8 1.223 4.571014202946> 1.0 1.6 2.54681216233252>315~4001.2235791318253657>400~5001.52.54681015202740633、位置公差标准平行度、垂直度、倾斜度主参数L,d(mm)公差等级12345678910公差值(μm)≤100.40.8 1.535812203050>10~160.512461015254060>16~250.6 1.2 2.5581220305080>25~400.8 1.5361015254060100>40~6312481220305080120>63~100 1.2 2.551015254060100150>100~160 1.5361220305080120200>160~25024815254060100150250>250~400 2.551020305080120200300>400~6303612254060100150250400>630~10004815305080120200300500>1000~1600510204060100150250400600>1600~2500612255080120200300500800>2500~400081530601001502504006001000>4000~6300102040801202003005008001200>6300~1000012255010015025040060010001500同轴度、对称度、圆跳动和全跳动主参数L,d(mm)公差等级12345678910公差值(μm)≤10.40.61 1.5 2.546101525>1~30.40.61 1.5 2.546102040>3~60.50.8 1.22358122550>6~100.61 1.5 2.54610153060>10~180.8 1.2235812204080>18~301 1.5 2.54610152550100>30~50 1.2235812203060120>50~120 1.5 2.5461015254080150>120~250235812203050100200>250~500 2.5461015254060120250>500~8003581220305080150300>800~1250461015254060100200400>581220305080120250500 1250~2000>61015254060100150300600 2000~3150>81220305080120200400800 3150~5000>10152540601001502505001000 5000~8000>12203050801202003006001200 8000~10000。