Mastercam数控加工-1.5GSK990M数控铣床录入与编辑操作
- 格式:doc
- 大小:4.46 MB
- 文档页数:10

数控铣床程序编制及操作数控铣床程序编制及操作数控铣床是一种高精度、高效率的机床,能够对工件进行高精度的加工,其程序编制和操作是数控加工的关键环节。
本文将从数控铣床的概念、程序编制、操作等方面进行介绍。
一、数控铣床的概念数控铣床是一种采用计算机控制系统的机床,能够对工件进行三维雕刻、镂空、倒角、孔加工等复杂加工。
数控铣床具有高效精密、自动化程度高等特点,可以替代传统手工加工及普通机床加工,成为重要的制造技术手段之一。
二、数控铣床程序编制数控铣床程序编制是指将加工工艺要求汇总,导入计算机中进行处理,然后生成控制加工中心的一系列加工程序。
具体流程如下:1、了解零件图纸编制加工程序之前,必须对要加工的零件图纸进行仔细分析,了解零件的几何形状、尺寸、位置及精度要求等方面。
2、确定加工工艺根据了解的要求,确定零件加工所需的加工工艺,包括加工方式、刀具类型、加工顺序及加工方式等。
3、计算参数根据零件的各项几何数据和零件加工顺序,逐步确定加工过程中所需的各个参数,如切削深度、切削速度、进给速度、刀具的路径等。
4、程序编写在加工程序编辑器中输入计算所得的加工参数,用相应的语言编写加工程序,并检查程序的正确性。
5、加工模拟对编写好的程序,进行加工模拟,查看刀具路径、零件加工状态等,以确保程序的正确性。
6、工艺文件汇总将零件图纸、加工工艺、加工参数、程序和加工模拟结果等整理在一起,形成一个工艺文件。
三、数控铣床操作数控铣床的操作需要进行详细规范的流程和过程,下面进行具体介绍:1、准备工作使用机床轴手轮进行零点调整,确定坐标系原点。
安装夹具或者卡盘固定工件,进行工件定位。
清理工作区域,检查机床各部分、夹具和工件的紧固性。
2、程序传输使用U盘或者网口将编写好的加工程序传入数控铣床。
3、加工参数输入根据工艺文件所列出的加工参数,手动输入或使用数控铣床的自动输入功能,将刀具、切削速度、进给速度等参数输入到数控铣床控制系统中。

数控铣床面板操作方法
数控铣床面板操作方法一般有以下几个步骤:
1. 开机:按下面板上的电源按钮,等待电源指示灯亮起,表示机器已开机。
2. 设置工作坐标:使用面板上的坐标设置功能,将工作台和刀具校准到所需的初始位置。
根据具体机器型号,可能需要选择坐标系、输入坐标数值等。
3. 设定切削参数:根据工件材料和加工要求,设置合适的切削速度、进给速度、切削深度等参数。
这些参数会影响切削的效果和工件的加工质量。
4. 载入切削程序:将事先编写好的切削程序通过USB、以太网等方式导入数控铣床的控制器中。
在面板上选择对应的程序文件,并进行加载。
5. 运行切削程序:通过面板上的运行按钮或启动按钮,启动切削程序的执行。
机器将按照程序中的指令进行加工操作,实现对工件的切削加工。
6. 监控加工过程:在切削过程中,可以通过数控铣床面板上的显示屏或数字界面,实时监控加工状态、加工进度、切削轨迹等信息。
根据需要,可以进行相应的调整或干预。
7. 完成加工:当切削程序执行完毕时,数控铣床会停止运行。
根据需要,可以
使用面板上的关机按钮关闭机器,或者进行下一次加工任务。
需要注意的是,具体的操作方法可能因机型、品牌、型号而有所不同。
在操作数控铣床之前,建议先查阅相关的使用说明书或咨询专业人士,确保正确使用和操作。
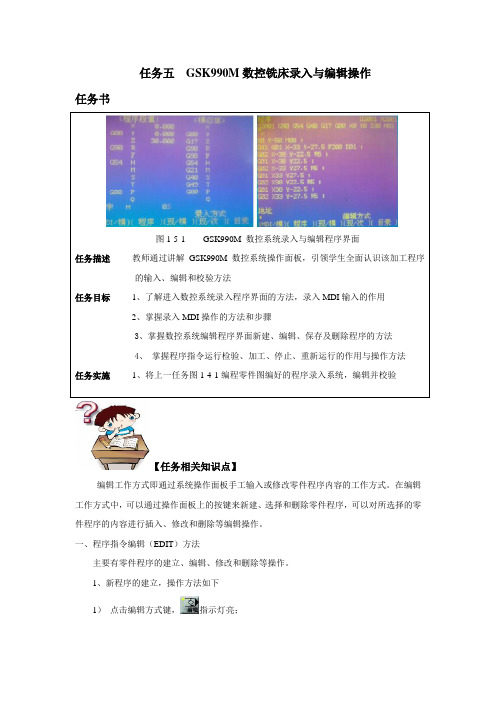
任务五GSK990M数控铣床录入与编辑操作任务书图1-5-1 GSK990M 数控系统录入与编辑程序界面任务描述教师通过讲解GSK990M 数控系统操作面板,引领学生全面认识该加工程序的输入、编辑和校验方法任务目标1、了解进入数控系统录入程序界面的方法,录入MDI输入的作用2、掌握录入MDI操作的方法和步骤3、掌握数控系统编辑程序界面新建、编辑、保存及删除程序的方法4、掌握程序指令运行检验、加工、停止、重新运行的作用与操作方法任务实施1、将上一任务图1-4-1编程零件图编好的程序录入系统,编辑并校验【任务相关知识点】编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式。
在编辑工作方式中,可以通过操作面板上的按键来新建、选择和删除零件程序,可以对所选择的零件程序的内容进行插入、修改和删除等编辑操作。
一、程序指令编辑(EDIT)方法主要有零件程序的建立、编辑、修改和删除等操作。
1、新程序的建立,操作方法如下1)点击编辑方式键,指示灯亮;2)按程序键,显示程序画面后方可编辑程序;3)在CNC键盘上键入地址O(按O键),键入程序号(数字)如0001,再按键。
(注:程序号是由字母“O”加四位数字键组成)4)新零件程序建立完成,系统自动进入编辑状态如下图1-5-2程序显示画面。
图1-5-2 程序显示画面图1-5-3 编辑程序画面(1)输入程序指令,如:G90G54G40G17G00X0Y0Z30.0M03;按EOB 键、按插入键;(2)再输入G01X-40Y-30F200;按【EOB 】键、按插入键;(3)如此循环输入直到结束,按【复位键】,光标返回程序开始,如图1-5-3所示。
2、进行字的修改【 ALT 】、插入【 INS 】、删除【DEL】的编辑操作1)点击编辑方式键,指示灯亮;2)按软体键,显示出程序页面;3)选择要编辑的程序O0001;4)检索要修改的字。
有以下两种方法A、用扫描(SCAN)的方法B、用检索字的方法(1)检索法①在编辑方式下点击程序键,显示程序画面;②在操作面板上按键,输入地址“O”;③输入要检索的程序号(由四位数字组成);④按下光标键;⑤检索结束时,在LCD画面显示检索出来的程序并在画面的右上部显示已检索的程序号。

数控铣床GSK990M系统操作教案GSK990M是广州数控设备厂针对中国国情开发生产的操纵步进电机的经济型钻、镗、铣床及加工中心用数控系统,操纵电路采纳了高速微处置器,超大规模定制式集成电路芯片,多层印刷电路板,从而极大地提高了系统的靠得住性。
在操纵软件上,第一次将全功能数控系统的性能引入步进机操纵系统中,并针对步进机的特点增加了许多适合于步进电机的性能,使其发挥最正确的性能,从而使系统具有较高的性能价钱比。
CNC机床的一样操作用CNC机床加工零件时,第一要编制程序,然后用该程序操纵CNC机床。
(1) 第一,依照加工图纸编制零件加工程序。
说明书中“Ⅱ.编程篇”一篇中详细地介绍了编程方式。
(2) CNC读入程序后,把零件和刀具装在机床上,刀具按着程序运动,加工实际零件。
操作面板说明LCD/MDI面板GSK990M的LCD/MDI面板见图4.2.1.1显示性能键【POS】:位置。
【PRGRM】:程序。
【OFSET】:刀补。
【PARAM】:参数。
【DGNOS】:诊断。
【ALARM】:报警。
【GRAPH】:图形。
【SET】:设置。
【OPR/INDEX】:机床软操作面板/索引,两种显示画面由此键按键时切换显示。
当按这此显示性能键后,可直接显示对应的画面。
软菜单直接进入其中子目录。
注1:持续两次按同一显示功能键时,回到该显示的第一页。
性能软体键F4F3F5F1F2性能软体键是用于选择各类显示画面的菜单键。
每一主菜单下又细分为一些子菜单。
软体键对应要显示的内容显示在LCD的最下端。
在主菜单时,其性能同2.1.3的性能键。
最左端的软体键:从子菜单返回主菜单的初始状态。
最右端的软体键:选择同级菜单的其它菜单内容。
在其显示行上面提示左,右箭头提示在该菜单下只能按其键。
而无提示时键无效。
A) 主菜单:有2页,由最右边的软菜单键进行切换,每页有5 个菜单画面可选择.第一页[位置]: 按下其下面的软体键, LCDT显示此刻位置。
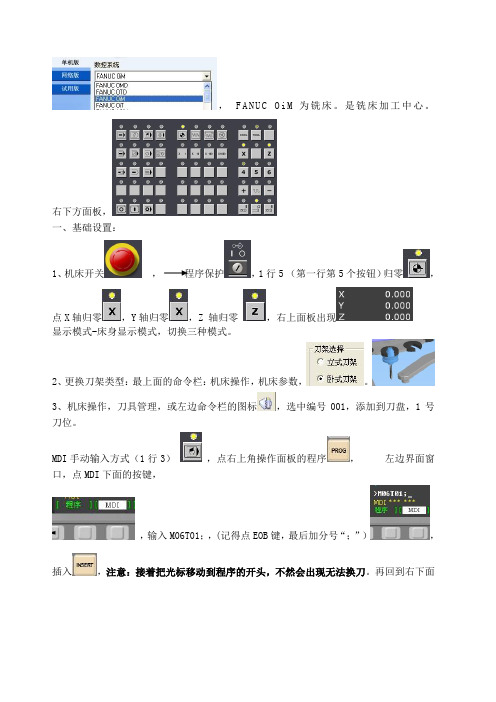
,F A N U C O i M为铣床。
是铣床加工中心。
右下方面板,一、基础设置:1、机床开关,程序保护,1行5 (第一行第5个按钮)归零,点X轴归零,Y轴归零,Z 轴归零,右上面板出现显示模式-床身显示模式,切换三种模式。
2、更换刀架类型:最上面的命令栏:机床操作,机床参数,。
3、机床操作,刀具管理,或左边命令栏的图标,选中编号001,添加到刀盘,1号刀位。
MDI手动输入方式(1行3),点右上角操作面板的程序,左边界面窗口,点MDI下面的按键,,输入M06T01;,(记得点EOB键,最后加分号“;”),插入,注意:接着把光标移动到程序的开头,不然会出现无法换刀。
再回到右下面板,循环启动(5行2)。
装刀完毕,工件操作-工件放置,调节工件在托架的位置。
工件操作-工件装夹-平口钳装夹,加紧上下调整,使工件突出平口钳。
二、开始对刀1、 MDI手动输入方式(1行3),点右上角操作面板的程序,左边界面窗口,点MDI下面的按键,,输入MO3S500,(M03为主轴正转,转速S为500r/min),回车换行,得到,插入。
(点,可选择上下指令。
输错编程字母就取消,删除,替换,选择上下字母)。
回到右下面板。
循环启动(5行2)2、点击上方第二栏,XZ平面视图。
JOG手动进给(1行6),点,使工件的中点大概对正刀具的中心。
如果觉得速度太慢,可点快速进给。
点,把刀往下走。
调整X、Y和Z方向(注意不要漏了Y方向,如果显示刀已切入工件,但没出现铁屑,则检查Y方向)。
微调时用(1行8)手轮进给,再点击机床界面左上角,,打开手轮界面,方向指向Z,倍率为X100。
直到轻轻碰到工件的左侧面。
选右上面板的,点相对,再点,左边面板显示,点击下方的ORIGIN,,清零。
把刀移动到工件的右侧,轻轻碰一下。
把上面的数值比如:,除以2,得到55.925。
利用手轮上的微调,把刀移动到工件X方向的中心,。
,,把光标移动到下面的(G54),再输入X0,点测量。
mastercam编程步骤
Mastercam编程的步骤可以总结为以下几个部分:
1. 准备工作:首先需要明确零件的要求和加工工艺,了解加工机床的特点和驱动方式,以及掌握Mastercam软件的基本操作。
2. 创建几何模型:使用Mastercam的CAD功能创建或导入零
件的几何模型,包括主要的特征和尺寸。
3. 创建工艺:基于零件的几何模型,使用Mastercam的CAM
功能创建适合的加工工艺,包括刀具路径、加工顺序、切削参数等。
4. 模拟和验证:通过Mastercam的模拟功能,验证工艺的正确性和可行性,并调整参数以达到最佳加工结果。
5. 后处理:根据加工机床的控制系统要求,使用Mastercam的后处理功能生成特定格式的机器代码。
6. 机床设置:根据实际机床的参数设置,选择正确的工作坐标系、刀具、切削参数等,并将生成的机器代码加载到机床控制系统中。
7. 加工实施:按照生成的机器代码进行实际加工操作,确保切削路径正确无误。
8. 优化和调整:根据实际加工情况,对工艺和刀具路径进行优
化和调整,使得加工效率和质量达到最佳状态。
需要注意的是,以上步骤只是一个大致的流程,实际操作过程中可能还会涉及到一些个别的步骤或操作。
此外,掌握Mastercam编程还需要一定的加工经验和技术知识的支持。
任务五GSK990M数控铣床录入与编辑操作
任务书
图1-5-1 GSK990M 数控系统录入与编辑程序界面
任务描述教师通过讲解GSK990M 数控系统操作面板,引领学生全面认识该加工程序的输入、编辑和校验方法
任务目标1、了解进入数控系统录入程序界面的方法,录入MDI输入的作用
2、掌握录入MDI操作的方法和步骤
3、掌握数控系统编辑程序界面新建、编辑、保存及删除程序的方法
4、掌握程序指令运行检验、加工、停止、重新运行的作用与操作方法
任务实施1、将上一任务图1-4-1编程零件图编好的程序录入系统,编辑并校验
【任务相关知识点】
编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式。
在编辑工作方式中,可以通过操作面板上的按键来新建、选择和删除零件程序,可以对所选择的零件程序的内容进行插入、修改和删除等编辑操作。
一、程序指令编辑(EDIT)方法
主要有零件程序的建立、编辑、修改和删除等操作。
1、新程序的建立,操作方法如下
1)点击编辑方式键,指示灯亮;
2)按程序键,显示程序画面后方可编辑程序;
3)在CNC键盘上键入地址O(按O键),键入程序号(数字)如0001,再按
键。
(注:程序号是由字母“O”加四位数字键组成)
4)新零件程序建立完成,系统自动进入编辑状态如下图1-5-2程序显示画面。
图1-5-2 程序显示画面图1-5-3 编辑程序画面(1)输入程序指令,如:G90G54G40G17G00X0Y0Z30.0M03;按EOB 键、按
插入键;
(2)再输入G01X-40Y-30F200;按【EOB 】键、按插入键;
(3)如此循环输入直到结束,按【复位键】,光标返回程序开始,如图1-5-3所示。
2、进行字的修改【 ALT 】、插入【 INS 】、删除【DEL】的编辑操作
1)点击编辑方式键,指示灯亮;
2)按软体键,显示出程序页面;
3)选择要编辑的程序O0001;
4)检索要修改的字。
有以下两种方法
A、用扫描(SCAN)的方法
B、用检索字的方法
(1)检索法
①在编辑方式下点击程序键,显示程序画面;
②在操作面板上按键,输入地址“O”;
③输入要检索的程序号(由四位数字组成);
④按下光标键;
⑤检索结束时,在LCD画面显示检索出来的程序并在画面的右上部显示已检索的程序号。
(2)扫描法
①在编辑方式下点击程序键,显示程序画面;
②在操作面板上按键,输入地址“O”;
③按下光标键。
反复的按键、下光标键,可逐个显示存入的程序。
5)执行修改(ALT)、插入(INS)、删除(DEL)字等操作。
二、程序号检索与删除方法
1、程序号检索
1)点击编辑方式键,指示灯亮;
2)按程序键,显示程序画面后方可检索与编辑程序;
3)在CNC键盘上键入地址O(按O键),键入要检索的程序号,程序号(数字)如0003;
4)按下
5)检索结束后检索到的程序号显示在屏幕的右上角如果没有找到该程序就会出现P/S 报警No.71
2、单个程序号的删除
1)在编辑方式下点击程序键,显示程序画面;
2)在操作面板上按键,输入地址“O”;
3)输入要删除的程序号(由四位数字组成);
4)按删除键,则对应输入程序号的存储器中程序被删除。
3、删除存储器中的全部程序。
1)在编辑方式下点击程序键,显示程序画面;
2)在操作面板上按键,输入地址“O”;
3)输入-9999 并按删除键,则存储器中的所有程序被删除。
三、录入(MDI)方式的作用
1、录入方式下系统可以输入单段程序、运行单段程序;
2、录入方式下可以修改系统参数;
3、录入方式下可以输入工件坐标系G54~G59坐标参数;
4、录入方式下程序格式和通常程序一样,在MDI方式中编制的程序不能被存储;
5、录入方式运行适用于简单的测试操作。
【任务实施】
一、任务实施
1、将上一任务图1-4-1编程零件图编好的程序录入系统,编辑并校验程序
步骤1 程序指令录入(MDI)并运行操作
1) 程序的录入
①选择录入方式;点击录入方式键,指示灯亮;
②选择程序键,进入到程序界面;
③在软体件界面内按即:选择;
④输入一段程序,如:G90输入、G54输入、M03输入、S1000输入、如下图1-5-4录入程序界面;
图1-5-4 录入程序界面
2) 按循环启动按钮,输入的程序将被执行;
3) 继续程序的录入,输入程序如:G00输入、X0输入、Y0输入、输入要执行的程序
如下:G00X0Y0;
4) 按循环启动按钮,输入的程序将被执行
5)如此循环反复,直至程序结束。
6)要在中途停止或结束MDI操作,请按以下步骤进行。
①停止MDI操作:按下操作面板上的进给暂停开关。
进给暂停指示灯亮,循环启动指示灯熄灭,加工暂停。
(当操作面板上的循环启动按钮再次被按下时,机床的运
行重新启动)
②结束MDI操作:按下MDI面板上的复位键,自动运行结束,并进入复位
状态,当在机床运动中执行了复位命令后,运动会减速并停止。
在MDI方式中,通过MDI面板,只能编制单段程序并被执行,程序格式和通常程序一样,MDI运行适用于简单的测试操作。
步骤2 程序指令编辑(EDIT)操作
1)点击编辑方式键,指示灯亮;
2)按程序键,显示程序画面后方可编辑程序;
3)在CNC键盘上键入地址O,键入程序号(数字)如0001,再按键。
4)新零件程序建立完成,系统自动进入编辑状态;
(1)键入G90 G54;按EOB 键、按插入键;
(2)再键入M03 S1000;按EOB 键、按插入键;
(3)再键入G00 X0.0 Y00; 按EOB 键、按插入键;
(4)再键入G01 X0 Y20 F200; 按EOB 键、按插入键;
(5)如此循环输入直到结束,按复位键,光标返回程序开始,如下图1-5-5程序编辑显示画面所示。
图1-5-5 程序编辑显示画面
步骤3、程序指令检验操作:
1)试运转
(1)全轴机床锁住
机床锁住开关为ON时,机床不移动,但位置坐标的显示和机床运动时一样,并且M、S、T都能执行。
刀具图形轨迹也能显示,此功能用于程序校验。
按此键,同带自锁的按钮,进行‘开→关→开…’切换,当为‘开’时,指示灯亮,关时指示灯灭。
(2)辅助功能锁住
辅助功能锁住开关置于ON位置时,M、S、T代码指令不执行,与机床锁住功能一起用于程序校验。
按此键,同带自锁的按钮,进行‘开→关→开…’切换,当为‘开’时,指示灯亮,关时指示灯灭。
2)图形功能的设定
(1)在主菜单下按,在第一页显示图形参数;
(2)按光标键↓,↑移动光标至要设定的参数下;
(3)按数据,输入键,输入图形参数值,如图1-5-6 图形功能参数页面所示
图1-5-6 图形功能参数页面
(4)按[ 图形] 显示图形页面
(5)按[ S ] 键或[起动]键,则进入作图状态
(6)按[ T ]键或[停止] 键,则进入停止作图状态
(7)按[ R ]键或[清除]键,则已绘出的图形清除
3)选择开关指向“自动模式”,系统处于自动方式;
4)按循环启动按钮键,程序被执行,机床开始移动刀具轨迹描绘如下,如图1-5-7 刀具轨迹描绘图。
图1-5-7 刀具轨迹描绘图
1、如图1-5-8所示编程零件图,先练习编写程序指令,再进入GSK990M数控铣床系统
编辑程序,然后进行轨迹仿真校验,编程时暂不考虑刀具半径补偿。
图1-5-8 编程零件图
【任务评价与分析表】
项目内容配
分
自我评价小组评价教师评价
占总评20%占总评30%占总评50%
考勤与纪律考勤情况、课堂纪律15 安全文明生产劳保用品、4S管理10
学习与交流学习态度与习惯 5 合作与交流 5 学习与解决能力10 实践与创新 5
知识与技能项目质量评价表50
小计100
总计
【项目质量评价表】
项目评分原则配分得分安全文明
(1)遵守安全规程,不出安全事故。
4
(2)做好实习场地、设备的清洁保养工作 4
操作技能(1)能掌握GSK990M数控铣床操作面板按键功能 4 (2)能熟练操作GSK990数控铣床操作的基本功能 4 (3)了解GSK990机床操作规程和维护内容 4 (4)能掌握GSK990M数控铣床录入的方法与步骤 6 (5)能掌握GSK990M数控铣床编辑的方法与步骤 6 (6)能掌握GSK990M数控铣床检验的方法与步骤 6 (7)能根据给定的图形编写加工程序 6 (8)能根据编写的程序进行操作机床编辑与检验 6 合计: 50分得分。