錾削平面
- 格式:doc
- 大小:629.00 KB
- 文档页数:2


錾削平面小结錾削平面是一种金属加工方法,通过将工件与切削工具接触,在机械力的作用下,切削削屑,使工件表面变平,达到所需的精度。
这项工艺广泛应用于制造业中,可以加工各种形状的平面,如棱角、凹凸面等。
首先,进行錾削平面之前,需要准备好所需的工具和材料。
通常使用的切削工具是经过镶木的硬合金PKD和PCD刀,因为这种刀具具有很高的硬度和耐磨性。
而工件则可以是各种金属材料,如钢、铁、铝等。
在进行錾削平面时,需要注意以下几个步骤。
首先,确定所需的加工尺寸和表面精度,以便进行合适的刀具选择和加工参数设定。
然后,将工件固定在工作台上,使其稳定。
接下来,调整切削工具的位置和角度,以使其与工件接触,并进行切削。
在切削过程中,要保证切削速度、切削深度和进给量的合理设定,以达到所需的加工效果。
最后,进行表面处理,如打磨和抛光,以获得更高的表面质量。
在进行錾削平面时,需要注意一些常见的问题和解决方法。
首先,切削时可能会出现断削、网状划痕等问题,这可能是由于刀具磨损、切削速度过高或者不合适的切削参数引起的。
解决方法可以是更换刀具、调整切削速度和参数。
此外,由于切削力的作用,工件可能会发生变形或者变薄现象,这可以通过合适的夹紧方式和适当的切削顺序来解决。
錾削平面具有一些优点和适用范围。
首先,它可以处理各种材料的工件,如金属、塑料等。
其次,它可以加工各种形状的平面,如圆形、方形、曲面等。
此外,它可以获得较高的表面精度和平整度,可以满足不同行业的要求。
总之,錾削平面是一种重要的金属加工方法,它通过切削工具的切削作用,将工件表面变平,达到所需的精度。
其步骤包括选择切削工具和加工参数,固定工件,调整刀具位置和角度,进行切削,进行表面处理等。
在进行该工艺时,需要注意一些常见问题和解决方法。
这种加工方法具有广泛的应用范围和一些相关优点,可以满足不同行业的需求。
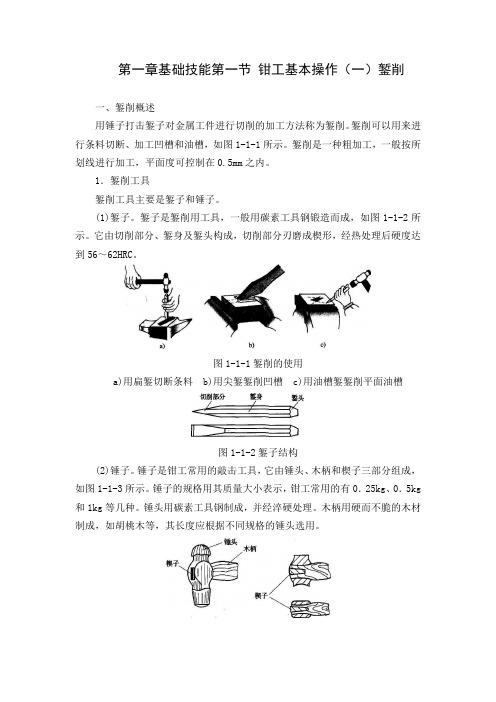
第一章基础技能第一节钳工基本操作(一)錾削一、錾削概述用锤子打击錾子对金属工件进行切削的加工方法称为錾削。
錾削可以用来进行条料切断、加工凹槽和油槽,如图1-1-1所示。
錾削是一种粗加工,一般按所划线进行加工,平面度可控制在0.5mm之内。
1.錾削工具錾削工具主要是錾子和锤子。
(1)錾子。
錾子是錾削用工具,一般用碳素工具钢锻造而成,如图1-1-2所示。
它由切削部分、錾身及錾头构成,切削部分刃磨成楔形,经热处理后硬度达到56~62HRC。
图1-1-1錾削的使用a)用扁錾切断条料 b)用尖錾錾削凹槽 c)用油槽錾錾削平面油槽图1-1-2錾子结构(2)锤子。
锤子是钳工常用的敲击工具,它由锤头、木柄和楔子三部分组成,如图1-1-3所示。
锤子的规格用其质量大小表示,钳工常用的有0.25kg、0.5kg 和1kg等几种。
锤头用碳素工具钢制成,并经淬硬处理。
木柄用硬而不脆的木材制成,如胡桃木等,其长度应根据不同规格的锤头选用。
图1-1-3锤子2.錾削角度錾削时,錾子与工件之间应形成适当的切削角度。
图1-1-4所示为錾削平面时的情况。
(1)楔角β0錾削时,錾子的前刀面与后刀面之问的夹角称为楔角。
楔角的大小对錾削有着直接的影响,一般楔角越小,錾削越省力。
但楔角过小,会造成刃口较薄弱,加工时容易产生崩损现象;但楔角过大时,錾切又较费力,錾切的表面也不容易平整。
通常根据工件材料软硬程度的不同,选取不同的楔角数值:錾削硬钢或铸铁时,楔角取60°-70°;錾削一般钢料和中等硬度材料时,楔角取50°一60°;錾削铜、铝等软材料时,楔角取30°一50°。
图1-1-4錾削角度(2)后角α0錾削时,錾子的后刀面与切削平面之间的夹角称为后角。
后角的大小取决于錾子被掌握的方向,其作用是为了减少錾子在切削加工过程中后刀面与切削表面之间的摩擦,引导錾子能够顺利錾切。
一般錾削时后角取5°-8°。


錾削过程应注意的要点(((錾削过程应注意的要点:)))(1)起鏨方法要正确 1)錾削平面时,应该从工件侧面的尖角处轻轻鏨,鏨开缺口后,再把鏨子逐渐移向中间,转入正常角度錾削。
2)錾削槽时,应注意使全部刃口正面贴住工件錾削部位的端面,鏨出一个斜面后,再保持正常角度錾削。
这样可避免鏨子的弹跳和打滑,且便于控制加工余量。
(2)錾到尽头时的錾削方法也要正确,以免影响工作质量。
当錾削到大约距离尽头 10mm 左右的地方时,必须调头(反向)鏨去剩余部分,否则,可能会造成尽头崩裂。
(3)錾削过程中,应掌握控制好鏨子后 a0 在 5 ~8 之间,后角 a0过小,鏨子易跳离錾削位置,后角过大,鏨子易扎入工件过深,难于錾削而影响錾削效率和表面。
(4)錾削量要适当,錾削平面时,一般每次约为 0.5~2mm,由粗到精逐渐减少。
(5)錾削过程中同一层中錾削用力应均匀以保证錾削工件表面质量。
(6)每錾削两次后,可将鏨子退回一些,不要总是顶住工作,作短暂的停顿后,再将刃口贴紧錾削处继续錾削,以便随时观察錾削表面的平整度,同时也可以使手臂适当的休息,减轻疲劳。
1/ 11(((螺纹连接装配的技术要求)))(1)保证有足够的拧紧力矩,以达到连接可靠和紧固的目的、拧紧力矩的大小可通过测力扳手控制扭距法、控制螺母扭角法或控制螺栓伸长法来确保。
(2)保证有可靠的防松装置,确保在受冲击、震动和交变载荷作用下不会松动。
达到可靠近连接。
可采取附加摩擦力防松和机械防松方式。
(3)保证螺纹连接的配合精度,以满足连接强度,确保连接安全可靠。
(((圆度仪因轴系旋转有两种测试方式)))(1)转轴式:测量时,被测件轴线与仪器主轴轴线对准。
测量传感器连同其上与被测件圆轮廓接触的侧头,一起随主轴旋转并测量,被测件静止不动。
(2)转台式:测量时,被测件轴线与可转工作台的轴线对准并一起旋转,与被测件圆轮廓接触的传感器测头静止不动。
1.车削、磨削、刨削、铣削等,也包括钳加工(手工加工)方法中的錾削、锉削、锯削、刮削等,而机械加工方法受工件特点、加工要求、加工难易程度和经济成本所限制,因此,平面钳加工技能仍是模具钳工的基本技能之一。
浅析平面加工錾削摘要:利用刀具和工件的相对运动,来改变毛坯的尺寸、形状,使之成为符合图样要求的合格工件,这种加工方法称为金属切削。
切削时,刀具和工件的相对运动,称为切削运动。
切削运动分主运动和进给运动。
”主运动:直接切除工件上多余的金属层,使之转变为切屑运动,称为主运动。
削时工件的旋转运动、钻削时钻头的旋转运动都是主运动。
进给运动使新的金属层不断投人切削运动,称为进给运动。
关键词:錾削、扁錾、楔角、锤子一、錾削用锤子打击錾子对金属工件进行切削加工的方法,称为錾削。
錾削主要用于不便机械加工的场合,如去除毛坯上的凸缘、毛刺、浇口、冒口,以及分割材料,錾削平面及沟槽等。
1. 錾削工具錾削所用的主要工具是锤子和錾子。
(1)錾子錾子由头部、錾身和切削部分组成。
1)錾子的种类①扁錾见图 2-22a。
扁錾切削部分扁平,切削刃较长,刃口略带圆弧形。
扁錾主要用来錾削平面,去毛刺、凸缘和分割板材等。
②尖錾见图 2-22b。
尖錾切削刃比较短,从切削刃到錾身逐渐变狭窄(故又称窄錾)以防止錾沟槽时两侧面被卡住。
尖錾主要用来錾削沟槽及将板料分割成曲线形等。
③油槽錾见图 2-22c。
油槽錾切削刃很短并呈圆弧形,切削部分制成弯曲形状。
油槽錾主要用来錾削平面或曲面上的油槽。
2)錾子的几何角度,錾子一般用碳素工具钢 T7A 制成,其切削部分磨成、楔形,经热处理使其硬度达到 52~62 HRC。
①、前刀面和后刀面之间的夹鱼称为楔角。
楔角由刃磨形成,其大小决定于切削部分的强度及切削阻力的大小。
楔角大时,刃部强度较高,但切削阻力也大。
因此,在满足强度前提下应尽量选较小的楔角。
木契角 50-70②后角后刀面与切削平面的夹角称为后角。
后角大小决定于錾子被掌握的方向,其作用是减小后刀面与切削平面的摩擦。
后角大,切削深度大,切削困难;后角太小,易造成錾子从工件表面滑过。
錾削时后角一般选5°~8°比较适宜。
③前角(γ)前刀面和基面的夹角称为前角。