锉削知识
- 格式:ppt
- 大小:1.26 MB
- 文档页数:33
知识三锉削及测量目录知识三锉削及测量 (1)一、锉削 (2)1.锉削方法 (2)二、测量 (3)1.测量工具 (3)1)刀口形直尺 (3)2)刀口形直角尺 (4)2.形状公差和位置公差 (5)3.形位公差的测量 (7)1)平面度误差的测量 (7)2)垂直度误差的测量 (8)三、表面粗糙度 (8)1、轮廓算术平均偏差Ra (9)2、轮廓最大高度Rz: (9)3、表面粗糙度的表示符号及意义 (10)一、锉削1.锉削方法锉削的方法有多种,本次任务中介绍顺向锉削法、交叉锉削法和推锉锉削,其他锉削方法在后续任务进行描述。
1)顺向锉削顺向锉是最普通的锉削方法。
锉刀运动方向与工件夹持方向始终一致,面积不大的平面和最后锉光都是采用这种方法。
顺向锉可得到正直的锉痕,比较整齐美观。
精锉及最后修整时常采用。
2)交叉锉削如图所示,锉削时,锉刀与工件成40°~45°。
锉削过程中要交叉地进行,便于观察锉痕,判断出锉削面高低情况,若表面形成一条条阴影线,则表示表面不平。
其锉刀的运动方向是交叉的,锉刀与工件接触面积大,锉削速度快。
交叉锉一般选用中纹锉刀,用于锉削的中间阶段或要求有较高的平整度的平面。
3)推锉锉削推锉一般用来锉削狭长平面,使用顺向锉法锉刀受阻时使用。
推锉不能用于充分发挥手臂的力量,故锉削效率低,只适用于加工余量较小和修整尺寸时。
二、测量1.测量工具1)刀口形直尺根据我国国家标准GB/T 6091-2004规定,刀口形直尺是测量面呈刃口状,用于测量工件平面形状误差的测量器具。
刀口形直尺按外观形状可分为刀口尺、三棱尺、四棱尺。
名称图解说明刀口尺具有一个测量面的刀口形直尺三棱尺具有角度互为60º的三个测量面的刀口形直尺四棱尺具有角度互为90º的四个测量面的刀口形直尺刀口形直尺按精度等级可以分为0级与1级,0级比1级更高。
刀口形直尺测量面的直线度误差不应大于下表。
刀口形直尺是精密测量工具,测量时应手持于绝热保护板上,不可直接手持于直尺尺身测量。
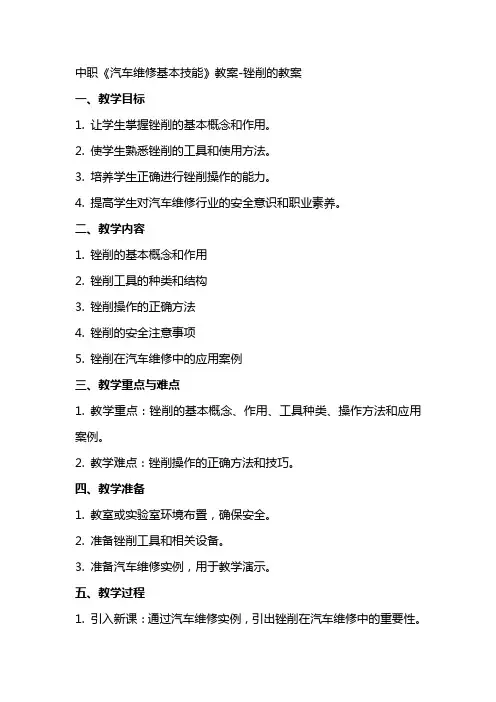
手锯操作知识
1、锯弓推进时,应适当施压,实现锯割;回程时,不应加力,并要把锯弓略微抬起,以减
少锯齿的磨损。
2、起锯是锯割的开始。
起锯时,最少要有三个齿同时接触工件,并用左手拇指挡住锯条,
压力要轻,推拉距离要短,使锯条先锯出一条槽来,再进行锯割。
3、锯割时,应当充分利用锯条的全长,往返长度不应小于锯条的三分之二,
4、锯割薄板时,可把一块或几块薄板夹于木板之间,连木板一起锯割。
5、锯割大件时,应划好线或用纸带包着以代替划线,分几次锯完,每锯到一定程度,应将
工件转变一定角度,这样锯割阻力较小,并且能经常与所划的线相对照,不易锯偏。
6、必要时,可在锯条侧面加些机油,以减小阻力。
7、安装锯片的方向,锯齿朝向推进方向。
平面锉削操作知识
1、要锉出平整的平面,必须保持锉刀的平直运动。
平直运动是靠在锉削过程中随时调整两手的压力来达到的。
右手握刀柄,左手握刀头时,在起始位置,左手压力应大,右手压力应小,随着锉刀前推,左手压力逐渐减小,右手压力逐渐增大。
2、调整两手压力,初学时不易掌握,往往在锉削行程开始时右手压力大,使刀柄下沉,而在行程终了时,左手压力大,使刀头下沉,这样就会将工件锉成两端低中间突的形状。
3、锉削回程不宜加压,以免锉齿磨损。
4、当齿间有切屑堵塞时,可用钢丝刷等工具顺着齿纹方向除去。
中职《汽车维修基本技能》教案-锉削的教案一、教学目标1. 了解锉削的基本概念和作用。
2. 掌握锉削的工具选择、操作技巧和安全注意事项。
3. 能够独立完成简单的锉削操作。
二、教学内容1. 锉削的基本概念和作用锉削的定义锉削在汽车维修中的应用2. 锉削工具的选择锉刀的种类和特点锉刀的选择和使用方法3. 锉削操作技巧锉削的方向和力度锉削的步骤和要领锉削的注意事项4. 锉削安全注意事项锉削时的个人防护措施锉削时的工具安全使用5. 锉削实操练习锉削练习题目的设计与布置学生锉削操作的指导与评价三、教学方法1. 讲授法:讲解锉削的基本概念、锉削工具的选择和使用方法、锉削操作技巧和安全注意事项。
2. 演示法:教师现场演示锉削操作,学生观看并学习。
3. 练习法:学生进行锉削实操练习,教师进行指导和评价。
四、教学资源1. 教学PPT:包含锉削的基本概念、锉削工具的选择和使用方法、锉削操作技巧和安全注意事项等内容。
2. 锉刀:为学生提供锉削工具。
3. 锉削练习材料:为学生提供锉削实操练习的素材。
五、教学评价1. 学生锉削操作的技能水平:通过学生在锉削实操练习中的表现进行评价。
2. 学生对锉削知识的掌握程度:通过学生的课堂参与、提问和作业完成情况进行评价。
3. 学生对锉削安全注意事项的遵守情况:通过学生在锉削实操练习中的表现进行评价。
六、教学步骤1. 导入新课:通过展示汽车维修中锉削的应用案例,引发学生对锉削技能的兴趣。
2. 讲解锉削基本概念:讲解锉削的定义和作用,使学生了解锉削在汽车维修中的重要性。
3. 讲解锉削工具选择:介绍不同类型的锉刀及其特点,教授学生如何选择合适的锉刀。
4. 讲解锉削操作技巧:讲解锉削的方向、力度和步骤,强调锉削注意事项。
5. 演示锉削操作:教师现场演示锉削操作,学生观看并学习。
6. 练习锉削操作:布置锉削练习题目,学生进行实操练习,教师进行指导和评价。
7. 总结讲解:总结锉削的基本概念、工具选择、操作技巧和安全注意事项。
中职《汽车维修基本技能》教案-锉削的教案一、教学目标1. 让学生掌握锉削的基本概念和作用。
2. 使学生熟悉锉削的工具和使用方法。
3. 培养学生正确进行锉削操作的能力。
4. 提高学生对汽车维修行业的安全意识和职业素养。
二、教学内容1. 锉削的基本概念和作用2. 锉削工具的种类和结构3. 锉削操作的正确方法4. 锉削的安全注意事项5. 锉削在汽车维修中的应用案例三、教学重点与难点1. 教学重点:锉削的基本概念、作用、工具种类、操作方法和应用案例。
2. 教学难点:锉削操作的正确方法和技巧。
四、教学准备1. 教室或实验室环境布置,确保安全。
2. 准备锉削工具和相关设备。
3. 准备汽车维修实例,用于教学演示。
五、教学过程1. 引入新课:通过汽车维修实例,引出锉削在汽车维修中的重要性。
2. 讲解锉削的基本概念和作用,让学生了解锉削在汽车维修中的应用。
3. 介绍锉削工具的种类和结构,使学生熟悉各种锉削工具的特点和使用方法。
4. 示范锉削操作的正确方法,讲解操作技巧和安全注意事项。
5. 学生分组练习锉削操作,教师巡回指导,纠正错误操作。
6. 学生互相评价,总结锉削操作的要点。
7. 课堂小结,强调锉削在汽车维修中的重要性。
8. 布置课后作业:让学生练习锉削操作,并总结心得体会。
六、教学评估1. 课堂讲解评估:观察学生对锉削基本概念和作用的理解程度,以及对锉削工具种类和结构的掌握情况。
2. 操作练习评估:检查学生在实际操作中的正确性,包括锉削姿势、手法和锉削路径等。
3. 课后作业评估:通过学生提交的课后作业,了解他们对锉削操作的掌握程度和应用能力。
七、教学反思1. 教师应反思教学内容的难易程度,是否符合学生的实际水平。
2. 反思教学方法是否生动有趣,能否激发学生的学习兴趣和积极性。
3. 反思教学过程中的安全措施是否到位,是否有潜在的安全隐患。
4. 针对学生的反馈,调整教学策略,以提高教学效果。
八、教学拓展1. 邀请汽车维修行业的专业人士进行专题讲座,让学生了解锉削在实际工作中的应用和重要性。

锉削知识一、锉削的概述锉削:用锉刀对工件表面进行切削加工,使工件达到所要求的尺寸、形状和表面粗糙度的操作。
锉削精度可达0.01mm,表面粗糙度可达Ra0.8μm。
锉削的应用有:(1)锉削内外平面、内外曲面、内外角、沟槽和各种形状复杂的表面;(2)配建、做样板、个别零件的修整或修理等;(3)一些不便机械加工的场合。
锉刀用碳素工具钢T13或T12制成,经热处理后切削部分硬度达HRC62~72。
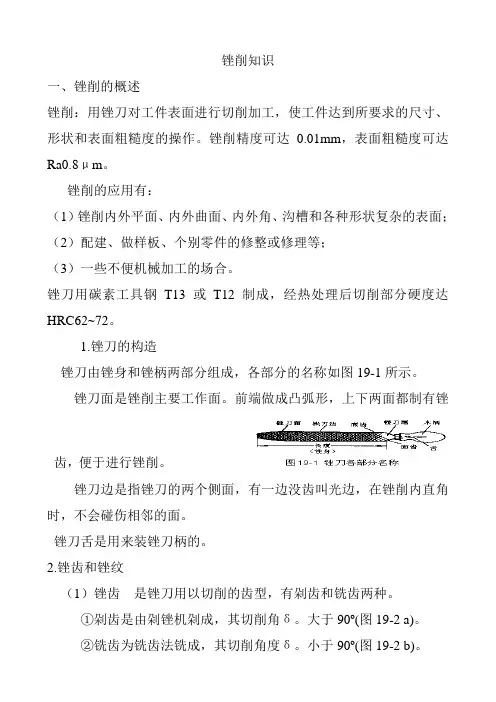
1.锉刀的构造锉刀由锉身和锉柄两部分组成,各部分的名称如图19-1所示。
锉刀面是锉削主要工作面。
前端做成凸弧形,上下两面都制有锉齿,便于进行锉削。
锉刀边是指锉刀的两个侧面,有一边没齿叫光边,在锉削内直角时,不会碰伤相邻的面。
锉刀舌是用来装锉刀柄的。
2.锉齿和锉纹(1)锉齿是锉刀用以切削的齿型,有剁齿和铣齿两种。
①剁齿是由剁锉机剁成,其切削角δ。
大于90º(图19-2 a)。
②铣齿为铣齿法铣成,其切削角度δ。
小于90º(图19-2 b)。
切削角δ。
系指前刀面与切削平面之间的夹角。
其大小反映切屑流动的难易程度,刀具切入是否省力。
(2)锉纹是锉齿排列的图案,齿纹有单齿纹和双齿纹两种。
①单齿纹是指锉刀上只有一个方向的齿纹如图19-3 a所示。
单齿纹多为铣制齿,正前角切削,齿的强度弱,全齿宽同时参加切削,需要较大切削力,因此适用于切削软材料。
②双齿纹是指锉刀上有两个方向排列的齿纹如图19-3 b所示。
双齿纹大多为剁齿,先剁上去的为底齿纹(齿纹浅),后剁上去的为面齿纹(齿纹深)。
使面齿纹和底齿纹的方向和角度不一样,这样形成的锉齿,沿锉刀中心线方向形成倾斜和有规律排列。
锉削时每个齿的锉痕交叉不而重叠,锉面比较光滑、锉削省力和锉齿强度也高。
适于锉硬材料。
3.锉刀的种类按用途不同,可分为普通锉、整形锉和异形锉三类。
(1)普通锉按其断面形状不同分为平锉(板锉)、方锉、三角锉、半圆锉和圆锉五种,如图19-4所示。
(理实一体化)知识目标:1、了解锉削的加工范围;2、了解锉刀的种类和构造;技能目标:1、掌握锉削时工件的夹持方法;2、掌握平面和曲面的锉削方法;3、掌握锉削精度检验方法;4、掌握锉刀保养常识;5、掌握锉削时的安全文明生产常识。
主要内容:课题一:锉刀;课题二:基本锉削方法;课题三:锉削训练锉刀由锉身和锉柄两部分组成。
锉刀面是锉刀的主要工作面,上下面都有锉齿,以便于锉削。
锉刀面上有无数个锉齿,锉削时每个锉齿相当于一把錾子,用以对金属材料进行切削。
锉纹是锉齿排列的图案。
锉刀的齿纹有单齿纹和双齿纹两种。
单齿纹是指锉刀上只有一个方向的齿纹,适用于锉削软材料。
双齿纹是指锉刀上有两个方向排列的齿纹,适用于锉削硬材料。
钢锉的种类特点及应用单齿纹锉 齿纹只有一个方向,与钢锉中心成70°,一般用于锉软金属,如铜、锡、铅等。
双齿纹锉 齿纹有两个相互交错的排列方向,底齿纹与钢锉中心线成45°,齿纹间距较疏;面齿纹与钢锉中心线成65°,间距较密。
由于底齿纹和面齿纹的角度不同,间距疏密不同,所以锉削时锉痕不重叠,锉出来的表面平整而且光滑。
B、齿纹粗细规格齿纹粗细规格,以锉刀每10mm轴向长度内主锉纹的条数表示。
主锉纹指锉刀上起主要切削作用的齿纹;辅助齿纹是指另一个方向上起分屑作用的齿纹。
锉纹号锉齿适 用 场 合加工余量/mm尺寸精度/mm表面粗糙度Ra/um应 用1粗0.5-10.2-0.5100-25粗加工或有色金属加工2中0.2-0.50.05-0.225-6.3粗锉后加工3细0.1-0.30.02-0.0512.5-3.2锉光表面或硬金属4双细0.1-0.20.01-0.02 6.3-1.6锉光表面或硬金属5油光0.1以下0.01 1.6-0.8精加工时修光表面用于锉平面、外圆面和凸圆弧面用于锉平面、内弧面和大的圆孔用于锉方孔或沟槽用于锉平面、方孔及60°以上的锐角用于锉圆和内弧面。
一、实习目的本次锉削实习旨在使我了解和掌握锉削的基本原理、操作方法以及质量检测等方面的知识,提高自己的动手实践能力,为今后的工作打下坚实的基础。
二、实习内容1. 锉削的基本原理锉削是一种机械加工方法,通过锉刀对工件表面进行切削,达到去除多余材料、提高表面质量、改变工件形状等目的。
锉削过程中,锉刀与工件之间产生相对运动,锉刀上的刀刃对工件表面进行切削,从而达到加工目的。
2. 锉削工具及分类锉削工具主要包括锉刀、锉床、锉削液等。
锉刀是锉削过程中的主要工具,根据用途和形状的不同,锉刀可分为平面锉、三角锉、方锉、圆锉、斜锉等。
3. 锉削操作方法(1)握锉姿势:正确握锉姿势是保证锉削质量的关键。
握锉时,拇指与食指轻触锉刀柄,中指、无名指和小指自然弯曲,以手掌根部为支撑点。
(2)锉削姿势:锉削时,身体应保持正直,两脚分开与肩同宽,膝盖微弯,保持稳定。
(3)锉削方向:锉削时,锉刀与工件表面应保持垂直,避免斜向切削。
(4)锉削速度:锉削速度应根据工件材料、锉刀硬度等因素进行调整,一般以中等速度为宜。
(5)锉削压力:锉削压力应适中,过大或过小都会影响锉削质量。
4. 锉削质量检测(1)尺寸检测:使用游标卡尺、千分尺等量具检测工件尺寸,确保符合设计要求。
(2)表面质量检测:观察工件表面是否有划痕、毛刺等缺陷,使用砂纸进行打磨。
(3)平面度检测:使用水平仪、平面样板等工具检测工件平面度。
(4)垂直度检测:使用垂直仪、垂直样板等工具检测工件垂直度。
三、实习收获1. 理论与实践相结合,提高了自己的动手实践能力。
2. 掌握了锉削的基本原理、操作方法以及质量检测等方面的知识。
3. 了解了锉削工具及分类,为今后的工作积累了经验。
4. 培养了自己的耐心和细心,提高了自己的综合素质。
四、实习体会1. 锉削是一项重要的机械加工方法,掌握锉削技术对于机械制造及维修具有重要意义。
2. 在实习过程中,我深刻体会到理论与实践相结合的重要性,只有将理论知识与实际操作相结合,才能不断提高自己的技术水平。