侧刃的设计
- 格式:doc
- 大小:603.00 KB
- 文档页数:4

冲压模具设计题库试卷⼀1、落料凹模在上模的叫复合模,⽽落料凹模在下模的叫复合模1、冷冲压⼯序可分为哪两⼤类?它们的主要区别是什么?2、分离⼯序有哪些⼯序形式?试⽤⼯序简图及⾃⼰的语⾔说明其中两种⼯序的主要特征。
3、变形⼯序有哪些⼯序形式?试⽤⼯序简图及⾃⼰的语⾔说明其中两种⼯序的主要特征。
⼆1、提⾼冲裁件尺⼨精度和断⾯质量的有效措施有哪些?2、什么是冲裁件的⼯艺性,分析冲裁件的⼯艺性有何实际意义?3 分析下图所⽰零件(材料:65Mn,料厚为1㎜,未注尺⼨公差为IT12)的冲裁⼯艺性,确定其⼯序性质及组合⽅式,画出冲裁⼯序图。
1、确定冲裁⼯艺⽅案的依据是什么?冲裁⼯艺的⼯序组合⽅式根据什么来确定?2、怎样确定冲裁的⼯艺⽅案?1、搭边值的作⽤是补偿定位误差,保持条料有⼀定的刚度,保证零件质量和送料⽅便()1、什么叫排样?排样的合理与否对冲裁⼯作有何意义?2、排样的⽅式有哪些?各适合什么场合?3、什么是搭边?对制件的精度及材料利⽤率分别有什么影响?1、普通冲裁件断⾯具有四个明显区域。
判断1、普通冲裁最后分离是塑性剪切分离。
()1、板料冲裁时,其断⾯特征怎样?影响冲裁件断⾯质量的因素有哪些?2、在设计冲裁模时,确定冲裁合理间隙的原则是什么?3、确定冲裁凸、凹模刃⼝尺⼨的基本原则是什么?1、侧刃常被⽤于模,其作⽤是控制条料进给⽅向上的。
选择1、在连续模中,条料进给⽅向的定位有多种⽅法,当进距较⼩,材料较薄,⽽⽣产率较⾼时,⼀般选⽤定位较合理。
A、挡料销;B、导正销;C、侧刃;D、初始挡料销1、设计定位零件时应注意什么?2、级进模中使⽤定距侧刃有什么优点?怎样设计定距侧刃?3、级进模中使⽤导正销的作⽤是什么?怎样设计导正销?判断1、冲压模使⽤刚性卸料的主要优点是卸料可靠;卸料⼒⼤。
()2、当采⽤刚性卸料装置和下出件的模具时,其总⼯艺⼒为。
()3、连接弹压卸料板时,可以选⽤圆柱头普通螺钉。
()填空1、模具的就是冲压⼒的合⼒的作⽤点,求的⽅法就是求空间平⾏⼒系的合⼒的作⽤点。

Salomon Huck Knife是一款备受追捧的滑雪板,许多滑雪爱好者都对其表现和参数非常感兴趣。
在本文中,我将深入探讨Salomon Huck Knife的参数,并根据其特点和性能,撰写一篇有价值的文章。
1. Salomon Huck Knife的长度:我们来看一下Salomon Huck Knife的长度参数。
根据官方介绍,该滑雪板的长度范围通常在150cm至160cm之间,适合不同身高和滑雪风格的滑雪爱好者选择。
如果你喜欢速度和稳定性,可以选择较长的款式;而如果你更注重敏捷性和技巧,可以选择较短的款式。
2. Salomon Huck Knife的弯曲度:值得关注的是Salomon Huck Knife的弯曲度参数。
这款滑雪板通常采用经典的Camber抬起弧形设计,使其在平地和雪地上具有良好的弹性和稳定性。
Camber设计也使得滑雪板在转弯时更具有回弹力,能够更好地掌控速度和方向。
3. Salomon Huck Knife的弧度:除了弯曲度,我们还需了解Salomon Huck Knife的弧度参数。
这款滑雪板通常采用中等至大弧度设计,使得它在雪上能够更好地浮动和操控。
这一设计特点使得滑雪板适合在不同类型的雪地上表现,无论是硬雪还是软雪都能够有出色的表现。
4. Salomon Huck Knife的侧刃设计:我们来看一下Salomon Huck Knife的侧刃设计。
这款滑雪板通常采用深蓝色弹性材料作为侧刃,带来更好的抓地力和操控性。
这一设计不仅在高速下山时更加稳定,还能够在转弯时提供更好的支撑力,使得滑雪体验更加流畅和舒适。
根据以上参数和特点,Salomon Huck Knife可以说是一款功能全面,性能出色的滑雪板。
无论是初学者还是高级滑雪爱好者,都可以从中找到适合自己的款式和参数。
这款滑雪板的设计不仅满足了滑雪者对速度和稳定性的需求,还考虑到了敏捷性和操控性的要求,为滑雪者带来了全新的滑雪体验。

m8刺刀双血槽设计
【原创实用版】
目录
1.M8 刺刀的概述
2.M8 刺刀的双血槽设计
3.双血槽设计的优势
4.M8 刺刀的性能表现
5.结论
正文
1.M8 刺刀的概述
M8 刺刀是一款备受关注的军用刺刀,以其独特的设计和卓越的性能赢得了许多军事爱好者的青睐。
M8 刺刀的主要特点是采用了双血槽设计,这使得它在战斗中具有更高的杀伤力和灵活性。
2.M8 刺刀的双血槽设计
M8 刺刀的双血槽设计是指在刺刀的刀身上设置了两个血槽,这两个血槽沿着刀身延伸,形成了一种特殊的流线型结构。
这种设计旨在提高刺刀的切割力和穿刺能力,使其在战斗中更具优势。
3.双血槽设计的优势
双血槽设计为 M8 刺刀带来了以下几个优势:
(1)提高切割力:血槽可以减小刀身的阻力,使刺刀在切割时更加轻松。
在战斗中,这意味着士兵可以更轻松地穿透敌人的防护装备。
(2)增强穿刺能力:双血槽设计使刺刀的刀身更加锋利,这使得 M8 刺刀在穿刺时具有更高的成功率。
(3)易于掌控:双血槽设计还使 M8 刺刀在战斗中更容易掌控。
士
兵可以更轻松地掌握刺刀的重心,从而提高刺杀的准确性。
4.M8 刺刀的性能表现
M8 刺刀在实际战斗中的性能表现非常出色。
由于其双血槽设计,M8 刺刀在面对敌人时具有更高的杀伤力。
此外,M8 刺刀还具有优秀的耐久性和耐用性,这使得它在各种恶劣环境下都能保持稳定的性能。
5.结论
总的来说,M8 刺刀的双血槽设计为其赢得了显著的战斗优势。
这种设计不仅提高了刺刀的切割力和穿刺能力,还使刺刀更容易掌控。
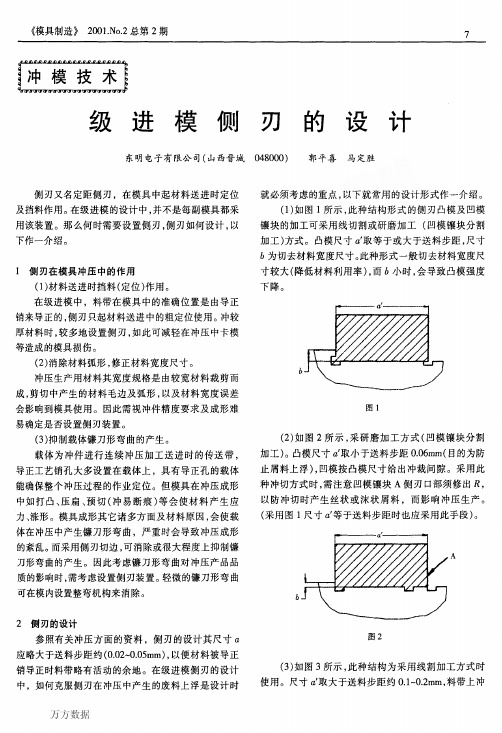
成形侧刃的设计1、切边定距系统限制送料与定距原理侧刃定位,是利用侧刃切除入模材料的料边形成定位缺口,限制送料进距并定位。
切边定距系统限制送料与定距原理如下图所示:图1切边定距系统由步距控制台阶和侧刃组成。
在送料过程中,只有切边后的料可以通过步距控制台阶,而未经切边的条料因宽度大于导料板在步距控制台阶处的宽度,送进到顶到步距控制台阶处就不能再前进。
在冲裁过程中,侧刃将料边切去一个进距长度的边料。
在下一个送送过程中,就可以限制送料的进距。
切边定距系统对送进材料的进距S 的定位精度, 可达≤0.15mm, 比固定挡料销的定位偏差±0.3mm 要高一个档次。
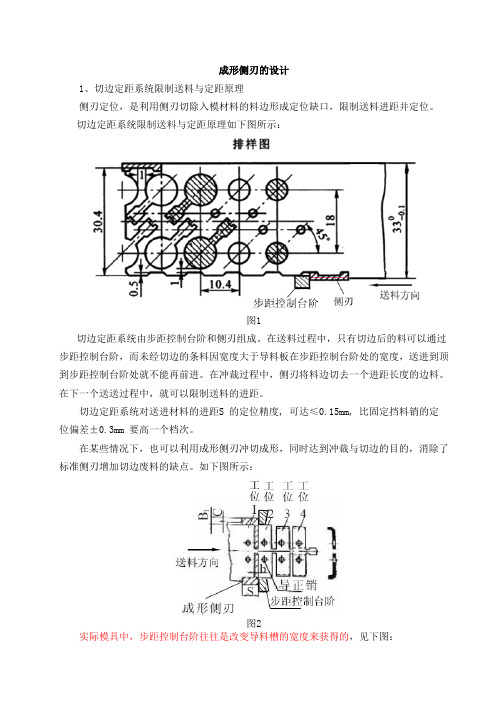
在某些情况下,也可以利用成形侧刃冲切成形,同时达到冲裁与切边的目的,消除了标准侧刃增加切边废料的缺点。
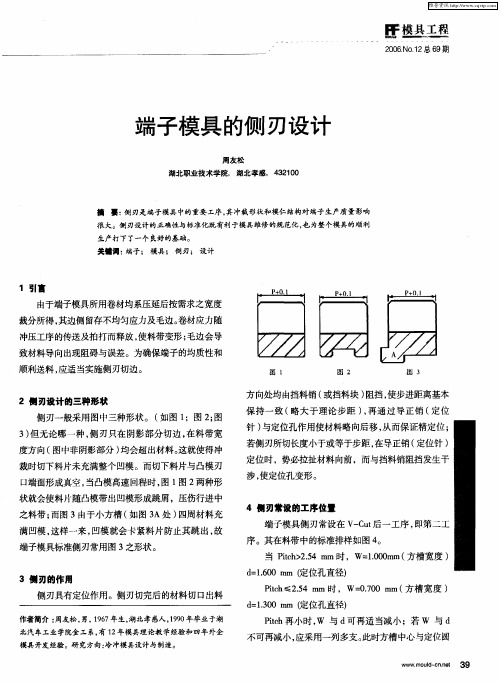
如下图所示:图2实际模具中,步距控制台阶往往是改变导料槽的宽度来获得的,见下图:图3 皮带头接盖五工位连续复合模2、成形侧刃的设计要求图1所示为已纳入国标GB2865.4-1981 《冷冲模侧刃和导料装置》和机械行业标JB/T7648.1-1994《冷冲模侧刃和导料装置·侧刃》中的标准侧刃,总计两大类三种结构形式,各有38个规格。
标准侧刃一般在以下场合选用:(1)大量生产的料厚δ≤1mm,尤其是δ≤0.5mm的各种金属板料冲压件,并要求冲模能不停机连续冲压以具有更高生产率的情况。
(2)送料进距S≤40.2mm,mδ≤0.5mm。
(3)送料进距S值很小,使用其他进距限位装置有困难或达不到要求的定位精度。
(4)采用带料或卷材自动送料以进行高速冲压。
图3 标准侧刃推荐按以下公式, 根据不同排样方式及冲模结构类型, 确定成形侧刃的断面尺寸:长×宽=L成×B成①对于一般无导正销的连续冲裁模与连续式复合模L成=S+0.05mmB 成=2C沿+( 2~4)mm式中,S———送料进距, mmC沿———有沿边排样应给定的最大沿边宽度,mmL成———成形侧刃断面长度, 即沿送料方向冲切的有效长度, mmB成———成形侧刃断面宽度, 即沿着垂直于送料方向最小有效宽度, mm②对于使用导正销与成形侧刃组合构成送料定位系统的多工位级进模L成=S+0.10mmB 成=2C沿+( 2~4)mm③对于有沿边无搭边排样的级进模L成=S+0.10mmB 成=2C沿+(2~4)mm④对于成形侧刃要冲切沿边及搭边的级进模L 成=S=L件+b搭mmB 成=2 C沿+2mm式中,b搭———排样图上的给定搭边宽度最大值, mm其余符合意义同以上各式。
中英对照一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件: Do not use (core/cavity) insert用铍铜做镶件: use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper elei模具专业英语词汇dowel pin 定位梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad 顶出垫ejector pin 顶出梢ejector plate 顶出板ejector rod 顶出杆ejector sleeve 顶出衬套ejector valve 顶出阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜形浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘销flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧楔goose neck 鹅颈管guide bushing 引导衬套guide pin 导梢guide post 引导柱guide plate 导板guide rail 导轨head punch 顶头冲孔headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert pin 嵌件梢king pin 转向梢king pin bush 主梢俗称大全广东模具术语深圳方言模具术语: 模胚类: 唧嘴---浇口衬套法兰---定模浇口衬套定位环,扶针---回针, 垃圾钉---顶针板止停销杯头螺丝---内六角沉孔螺丝模具类: 前模---又叫A模或定模, 后模---又叫B模或动模行位---滑块, 钶---镶在后模上的芯子(或叫模仁),机械类工具类: 锣床---铣床, 锣床批土---铣床虎口钳,磨床批土---磨床打直角虎门钳, 匙把揦---活钳或开口扳手的一种称呼刀具工具类: 牙嗒---丝攻, 坑手-攻牙用的扳手, 机转---铁圆规, 奔子---磨成尖头用于敲击划线相交定位点的工具产品类: 止口---夹口美术线,又称遮丑线, 啤把---拨模斜度, 火箭脚---位于司柱的加强筋机米螺丝:无头螺丝中山方言模具术语模具类: 斜导柱=斜边锁紧块=铲鸡东莞模具术语:机械工具类:虎钳------批士; C形夹-----虾公码;钻孔------钻窿;加工中心-电脑锣;偷胶-------减胶火山口-------司筒底部的减胶位;公模肉=后模;母模肉=前模環保標志=回收章細水口=針點澆口潛水=針點澆口;鑲件=入子;排氣槽=逃氣道披鋒=毛邊;加膠=加料;密封圈=膠圈中托司=頂出導柱(套)=哥林柱水口扣針=拉料頂針插穿(碰穿)=靠破曬紋=咬花波子螺絲=定位珠开模器=拉胶模胚类:水口边细水口或简化型模胚的从水口板上贯下来的那支导柱中托司顶针板导柱 ;零度块方型辅助器模具类斜顶------斜方水塔,水桶------模仁上钻个深孔,中间用铜片或亚加力板隔开,运水一边进一边出来冷却的水喉,水嘴-----冷却水接口 ;呵----模仁铜公-----放电用的电极 ; 弹弓---弹簧 ; 入水---进胶点模具加工类的飞模------合模好象用白话说的外(音是如此,估计是WIRE)---线切割放电-----打火花 ;省模,打光----抛光光刀---我们这是用来指CNC精加工加工模仁,多用于公模开粗---粗加工,留少许余量开框---模胚上加工放模仁的位置穿线孔---线割时用来穿钼丝的产品类加强筋---加强用的骨位 ; 美工线---上下盖装配的中间的间隙(可有效防上错位)行位 >滑块 ;司筒 >套筒入子 >镶件(INSERT)入子为台灣叫法 ;斜顶 >斜顶块或斜顶杆 KO孔 > 顶棍孔 ;司筒针 > 套筒针撑头 > 支撑柱(防止B板变形的) ;铲鸡 >行位锁紧块治具 > 工具(夹具) ;喉咀 > 水管头;行位波仔 >滑块斜器;中托司 >浇口衬套水口板 >流道板;细水口板 >分流道板勾针 >拉料杆;B板 >动模板;A板 >定模板产品的夹线 >分型线;运水 >冷却水道;回针 >复位顶针;隔热板 >热流道模上用的撬模位 >用来公开AB板的;码模坑 >注射时固定上下模的通框 >把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈 =防水胶圈=O型圈波子螺絲=定位珠 =弹弓波子扣机就是控制多板分型的机械装置模具类: K.O孔——顶棍孔——用来顶顶针板的。
1、冲压概念在室温下,利用安装在压力机上的模具对材料施加压力,对其产生分离或塑性变形,从而获得一定形状、尺寸精度的零件加工方法。
(冲压三要素:合理冲压工艺、先进的模具、高效的冲压设备)2、冷冲模在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备,称为冲压模具(俗称冲模)。
3、冲压工艺的特点低耗、高效、低成本“一模一样”、质量稳定、高一致性可加工薄壁、复杂零件板材有良好的冲压成形性能模具成本高所以,冲压成形适宜批量生产。
4、冲压工序分类根据材料变形特点分为分离工序和塑形成形工序。
分离工序:指板料在冲压力的作用下,变形部分的应力达到强度极限以后,使坯料发生断裂而产生分离。
(有:落料、冲口、剪切、切断、切槽、切口、切边等)塑形成形工序:指坯料在冲压力作用下,变形部分的应力达到屈服极限,但未超出抗拉强度极限,使板料产生塑性变形,成为具有一定形状、尺寸精度制件的加工工序(拉深、胀形、翻边等)5、冲压成型性能主要包括:成型极限(材料达到最大变形程度)和成型质量。
6、冲压件的质量指标尺寸精度、厚度变化、表面质量以及成形后材料的物理机械性能。
7、冲压成形对材料的要求主要体现在:材料成形性能、材料厚度公差、材料表面质量等。
8、冲裁件的工艺性是指冲裁件对冲压工艺的适应程度。
9、冲裁工序按工序的组合程度的分类单工序,复合和级进冲裁。
冲裁组合方式的选择根据冲裁件的生产批量、尺寸精度、形状复杂程度、模具成本等多方面考虑(1)生产批量(2)冲裁件的尺寸精度(3)对工件尺寸、形状的适应性(4)模具制造、安装调整和成本(5)操作方便与安全10、冲模的分类(1)按工序性质分:落料模、冲口模、切断模、整修模、弯曲模、拉深模,成形模等。
(2)按工序组合程度分为:单工序模、级进模、复合模。
级进模:一次行程中,在一副模具的不同位置上完成不同的工序。
因此对工件来说,要经过几个工位也即几个行程才能完成。
而对模具来说,则每个行程都能冲压出一个制件。
挺进者优秀之刀型设计
本文摘自:主题名品网挺进者
此款EB求生刀为挺进者公司优秀之刀型设计,刀身使用钢材为昂贵优质的超级粉末不锈钢CPM S30V,这是一种高度耐磨损、抗腐蚀的马氏体刃钢,内部均匀的分布有碳化钒晶粒,能进一步的提高钢材的锋利度和韧性,美国巴克刀具公司将这种钢材称之为“绝对可用的最佳刀钢”。
挺进者以此种优质钢材作为刃材,并采取石洗方式对刀面进行处理,有效消除可能产生的炫光效果并让刀身更加抗锈防划。
并以凹磨手法进行开刃,这种研磨方式获得的刀刃非常薄,因而十分锋利。
矛型刀尖又赋予了它强劲的穿刺功效。
靠近手柄的刀脊处被处理成波浪凹凸状,增强了使用者对刀具的可控性。
刀面上印有挺进者品牌标示、原产地以及所用钢材。
手柄为黑色G-10材质,表面细密的网格状凸纹可以起到很好的防滑作用,G-10是一种加入了环氧树脂的玻璃纤维层压板材料,它是将玻璃纤维浸泡在环氧树脂中,经过加热、层压等工序制作而成。
耐磨损,并且可以隔离水汽,是最佳的户外求生刀柄材。
全龙骨式构造,最大程度保证了刀身强度和坚固性。
以三枚重型枢轴对刀柄进行固定,增强了柄部的稳健性。
手柄底部的滚花凹槽以及柄端的拱桥型处理,更充分考量了人体工程学设计,给予最舒适的把握手感。
此外,刀具配有黑色Kydex刀鞘,以及PUP通用型配件和使用说明书,功能类似于Tek-Lok,可与背部、刀鞘、皮带等兼容方便刀具携带。
成形侧刃的设计
1、切边定距系统限制送料与定距原理
侧刃定位,是利用侧刃切除入模材料的料边形成定位缺口,限制送料进距并定位。
切边定距系统限制送料与定距原理如下图所示:
图1
切边定距系统由步距控制台阶和侧刃组成。
在送料过程中,只有切边后的料可以通过步距控制台阶,而未经切边的条料因宽度大于导料板在步距控制台阶处的宽度,送进到顶到步距控制台阶处就不能再前进。
在冲裁过程中,侧刃将料边切去一个进距长度的边料。
在下一个送送过程中,就可以限制送料的进距。
切边定距系统对送进材料的进距S 的定位精度, 可达≤0.15mm, 比固定挡料销的定位偏差±0.3mm 要高一个档次。
在某些情况下,也可以利用成形侧刃冲切成形,同时达到冲裁与切边的目的,消除了标准侧刃增加切边废料的缺点。
如下图所示:
图2
实际模具中,步距控制台阶往往是改变导料槽的宽度来获得的,见下图:
图3 皮带头接盖五工位连续复合模
2、成形侧刃的设计要求
图1所示为已纳入国标GB2865.4-1981 《冷冲模侧刃和导料装置》和机械行业标JB/T7648.1-1994《冷冲模侧刃和导料装置·侧刃》中的标准侧刃,总计两大类三种结构形式,各有38个规格。
标准侧刃一般在以下场合选用:
(1)大量生产的料厚δ≤1mm,尤其是δ≤0.5mm的各种金属板料冲压件,并要求冲模能不
停机连续冲压以具有更高生产率的情况。
(2)送料进距S≤40.2mm,mδ≤0.5mm。
(3)送料进距S值很小,使用其他进距限位装置有困难或达不到要求的定位精度。
(4)采用带料或卷材自动送料以进行高速冲压。
图3 标准侧刃
推荐按以下公式, 根据不同排样方式及冲模结构类型, 确定成形侧刃的断面尺寸:
长×宽=L
成×B
成
①对于一般无导正销的连续冲裁模与连续式复合模L
成
=S+0.05mm
B 成=2C
沿
+( 2~4)mm
式中,S———送料进距, mm
C
沿
———有沿边排样应给定的最大沿边宽度,mm
L
成
———成形侧刃断面长度, 即沿送料方向冲切的有效长度, mm
B
成
———成形侧刃断面宽度, 即沿着垂直于送料方向最小有效宽度, mm
②对于使用导正销与成形侧刃组合构成送料定位系统的多工位级进模
L
成
=S+0.10mm
B 成=2C
沿
+( 2~4)mm
③对于有沿边无搭边排样的级进模L
成
=S+0.10mm
B 成=2C
沿
+(2~4)mm
④对于成形侧刃要冲切沿边及搭边的级进模
L 成=S=L
件
+b搭mm
B 成=2 C
沿
+2mm
式中,b搭———排样图上的给定搭边宽度最大值, mm
其余符合意义同以上各式。
冲切铜料时,侧刃切去材料之宽度 取1.0~1.5t(t为材料厚度)即可。
在侧刃和导正销联合定位时,一般将侧刃的长度尺寸加大0.08~0.15mm,这样就可以实现用侧刃对条料粗定位,而用导正销精定位。