冲压成形工艺与模具设计_图文
- 格式:ppt
- 大小:1.55 MB
- 文档页数:10


冲压工艺及模具设计与制造doc文档可能在WAP端扫瞄体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
冲压工艺及模具设计与制造》拆装与测绘指导冲压工艺及模具设计与制造》1模具折装测绘的目的关心学生了解模具内部结构及感性知识。
( 1 ) 关心学生了解模具内部结构及感性知识。
搞清模具零件的名称结构及常用材料和一样热处理要求。
1) 搞清模具零件的名称结构及常用材料和一样热处理要求。
搞清模具零件的相互联接与配合关系。
2) 搞清模具零件的相互联接与配合关系。
搞清典型模具的结构及组成。
3) 搞清典型模具的结构及组成。
培养学生的实践动手能力。
( 2 ) 培养学生的实践动手能力。
( 3 ) 复习巩固制图知识2冷冲压模拆装与测绘的任务拆开模具测画模具非标准件的零件图。
( 1 ) 拆开模具测画模具非标准件的零件图。
非标准件包括:凸模、凹模,凸凹模、固定板、卸料板、垫板、侧刃及侧刃挡非标准件包括:凸模、凹模,凸凹模、固定板、卸料板、垫板、料(始用挡块、固定挡料) 、导料板、承料板、模柄、推板、打板、上下模座等。
始用挡块、固定挡料) 、导料板、承料板、模柄、推板、打板、上下模座等。
)、导料板画模具装配图。
( 2 ) 画模具装配图。
3注意事项( 1 ) 不准用锒头直截了当敲打模具,防止模具零件变形。
不准用锒头直截了当敲打模具,防止模具零件变形。
( 2 )分开模具前要将各零件接联接关系做好记号。
分开模具前要将各零件接联接关系做好记号。
上下模座的导柱,导套不要拆开,( 3 )上下模座的导柱,导套不要拆开,上模座与导套,下模座与导柱不要拆开,否则不能还原。
否则不能还原。
画模具装配图时,应打开上模画下模的府视图。
( 4 )画模具装配图时,应打开上模画下模的府视图。
装配图的右上角为冲件工序图,工序图的下边为排样图。
( 5 )装配图的右上角为冲件工序图,工序图的下边为排样图。
模具零件可不标公差和表面粗糙度,但要注明零件名称,( 6 )模具零件可不标公差和表面粗糙度,但要注明零件名称,材料及必要的热处理要求。
《冲压工艺及模具设计》课程实验指导书实验一单工序冲裁模具拆装实验一、实验目的1、掌握单工序冲裁模具的结构及其工作原理。
2、掌握单工序冲裁模上各个零件的名称及其在模具中的作用和相互间的装配关系。
二、实验仪器、设备和材料1、单工序冲裁模具2~3套。
2、游标卡尺、角尺、内六角扳手、平行铁、台虎钳、锤子、铜棒等常用钳工工具。
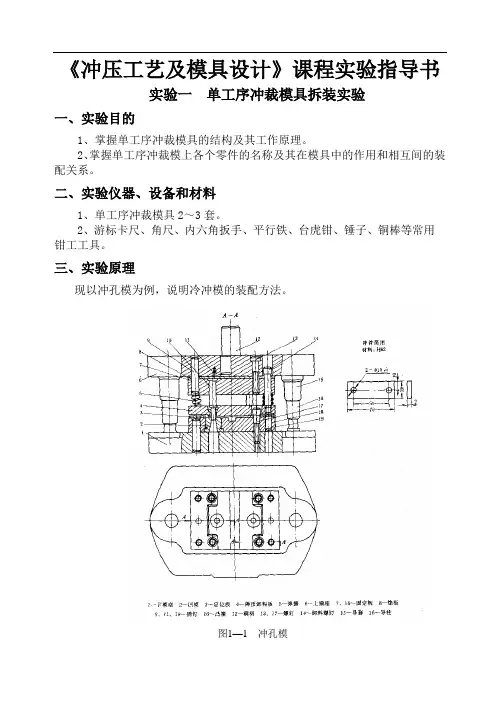
三、实验原理现以冲孔模为例,说明冷冲模的装配方法。
图1—1 冲孔模在装配之前,必须仔细研究图样,根据模具结构的特点和技术要求,确定合理的装配次序和装配方法、此外,还应检查模具零件的加工质量,如凸、凹模刃口尺寸等,然后按照规定的技术要求进行装配。
装配的次序和方法如下;1、主要组件的装配1)模柄的装配因为这副模具的模柄12是从上模座6的下面向上压人的,所以,在安装凸模固定板7和垫板8之前,应先把模柄装好。
模柄及上模座的配合要求是H7/m6。
装配时,先在压力机上将模柄压人。
见图1--2a,再加工定位销钉孔或螺纹孔、然后,把模柄端面突出部分锉平或磨平,见图1-2b。
安装好棋柄后,用角尺检查摸柄及上模座上平面的垂直度。
图1-2 模柄的装配图1-3 凸模的装配(2)凸模的装配凸模及固定板的配合要求为H7/m6、装配时,先在压力机上将凸棋压入固定板内,检查凸模的垂直度,然后将固定板的上平面及凸模尾部一齐磨平,见图1-2a。
为了保持凸模刃口锋利还应将凸模的端面磨平,见图1-2b。
(3)弹压卸料板的装配弹压卸料板起压料和卸料作用、装配时,应保证它及凸模之间具有适当的间隙,其装配方法是,将弹压卸料板套在已装入固定板的凸模内,在固定板及卸料板之间垫上平行垫块,并用平行夹板将它们夹紧,然后,按照卸料板上的螺孔在固定板上投窝,拆开后钻固定板上的螺钉穿过孔。
2、总装配模具的主要组件装配完毕后开始进行总装配。
为了使凸模和四模易于对中,总装时必须考虑上、下模的装配次序,否则,可能出现无法装配的情况、上、下模的装配次序及模具结构有关通常是看上、下模中哪一个位置所受的限制大就先装,用另一个去调整位置。