双燕尾锉配
- 格式:doc
- 大小:26.00 KB
- 文档页数:3
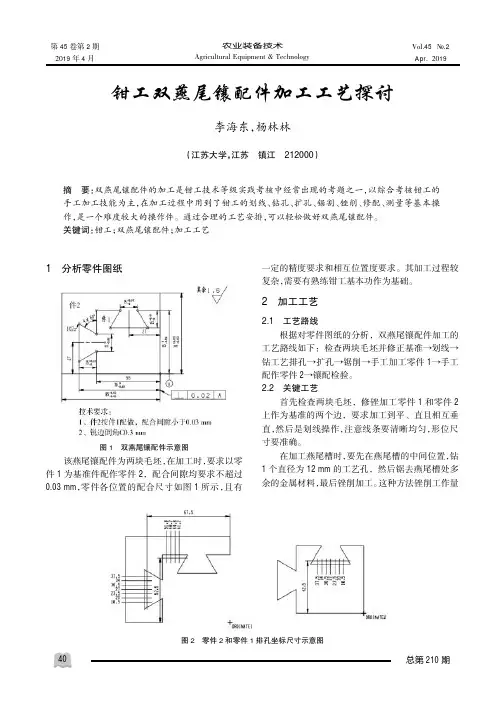
1分析零件图纸图1双燕尾镶配件示意图该燕尾镶配件为两块毛坯,在加工时,要求以零件1为基准件配作零件2,配合间隙均要求不超过0.03mm ,零件各位置的配合尺寸如图1所示,且有一定的精度要求和相互位置度要求。
其加工过程较复杂,需要有熟练钳工基本功作为基础。
2加工工艺2.1工艺路线根据对零件图纸的分析,双燕尾镶配件加工的工艺路线如下:检查两块毛坯并修正基准→划线→钻工艺排孔→扩孔→锯削→手工加工零件1→手工配作零件2→镶配检验。
2.2关键工艺首先检查两块毛坯,修锉加工零件1和零件2上作为基准的两个边,要求加工到平、直且相互垂直,然后是划线操作,注意线条要清晰均匀,形位尺寸要准确。
在加工燕尾槽时,要先在燕尾槽的中间位置,钻1个直径为12mm 的工艺孔,然后锯去燕尾槽处多余的金属材料,最后锉削加工。
这种方法锉削工作量钳工双燕尾镶配件加工工艺探讨李海东,杨林林(江苏大学,江苏镇江212000)摘要:双燕尾镶配件的加工是钳工技术等级实践考核中经常出现的考题之一,以综合考核钳工的手工加工技能为主,在加工过程中用到了钳工的划线、钻孔、扩孔、锯割、锉削、修配、测量等基本操作,是一个难度较大的操作件。
通过合理的工艺安排,可以轻松做好双燕尾镶配件。
关键词:钳工;双燕尾镶配件;加工工艺图2零件2和零件1排孔坐标尺寸示意图Agricultural Equipment &TechnologyVol.45№.2Apr .2019第45卷第2期2019年4月农业装备技术T 21拆销子,T 22拆锁止螺母,T 23拆叶轮,如图9(b)所示。
2.3轴流泵拆卸Petri 网模型根据以上分析,建立Perti 网模型如图10所示。
其中T 01、T 02为空操作,T 6~T 14、T 16~T 20为顺序执行操作,为使图形简洁,用省略符号代替了中间环节。
图中状态库所P 30为从泵站拆除主轴之后的状态,而主轴的德轴承、下端盖、密封圈、下导轴承、导轮等依然连接在主轴上,有可能需要对这些零件进行维修更换,则可另建分支,作为一个分解任务。
知识链接布置课题一、课题布置:燕尾配合加工图(1)技术要求1.配合间隙≤0.06mm2.翻面配合间隙≤0.06mm3.不得使用砂皮光整平面多媒体演示举例讲解现场示范知识链接课题讲解二、课题讲解1、零件图分析图形分析:该图形为两件配合组成,其中件I为凸件,件II为凹件,由燕尾部分配合组成一个整体,两板件的厚度为8mm,外形尺寸90x60mm。
技术要求:配合面表面粗糙度要求Ra3.2um,燕尾部分要求有0.06mm的对称度,并且配合后整体配合件有0.02mm垂直度要求,配合面平面度要求0.02mm。
基准分析:其设计基准为燕尾部分的中心轴线,加工和测量基准为A、B基准面。
2、确定加工工艺方案该图形为两个单独的燕尾零件配合,其加工方法一般采用以下两种:方法①:单件分开加工法。
即根据零件图给定的尺寸,分别加工单个零件,具体如下:首先加工件I时,识读燕尾配合图及件I零件图,确定加工基准、测量基准,件I加工工序如下:1)备料后,外形尺寸及形位公差由铣床、磨床加工到位。
采用启发式教学,注重分析说明,让学生能举一反三3.2外形整理:(如图1.1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求90m m×60mm×8mm ;图1.12)形状精度是配合精度的基础。
3.3划线:按图样划线要找出外形基准的中心(对称面)线,以外形边作基准找出燕尾线两边画线。
(如图1.2)通过讲授让学生如何合理安排加工工艺。
如图1.2注:1)线条要清晰、细、不重复。
2)不能划错(看清尺寸要求)2)复查(可用直尺复查)4)用V型块作为辅助工件找线。
3.4打样冲及钻工艺、排孔:按画好的线进行打工艺孔及线段的样冲孔和排孔(如下图),1、对孔加工的圆心、工艺孔打样冲,而排孔的只有对称线中间的打工艺孔,其余找一条2mm线来代替。
2、用¢3钻头钻工艺孔和排孔,钻速1000转/分。
注:钻排孔时要从中间的孔往两边钻,一个接一个,如果出现转偏就留出余量,把其余的孔钻好再将工件反过来加工。

教学简案模板
模块三项目十二凹凸、燕尾锉配
【组织教学】
课前准备好操作中要使用的各种工具。
检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【课题导入】
锉配和配作一样是工厂中常用的加工方法,主要用于于制作单件产品或修理中,是钳工加工的基本功之一。
【新课】
项目十二凹凸、燕尾锉配
讲解与示范
一、加工工艺。
凸件加工工艺;
凹件加工工艺。
二、工具和量具的维护与保养
【学生技能训练与教师巡回指导】
一、学生训练任务与目标
1.锯削、锉削、划线动作达到自然规范
2.按表12-1、12-2加工出合格的组件。
二、教师巡回指导
观察和及时发现学生在操作过程中的错误或不当行为,并及时纠正,总结学生操作过程中产生的共性错误,和个性错误,以确定后续教学的方法或方案的调整。
三、教学后记
本课程主要考察学生动手操作实训的能力,通过技能实训的观察,学生对实训课兴趣较浓厚,学习能力较强。

钳工双燕尾镶配件毕业设计篇一:钳工,凸台、燕尾镶配件,毕业设计苏州职业大学毕业论文课题名称凸台、燕尾镶配件学生姓名:张伟年级:机电10大6 专业:模具设计与制造指导教师:俞弘伯院系:苏州技师学院机电工程系提交日期:20XX年5月目录第一部分凸台、燕尾镶配件工艺分析 (1)1、镶配件的结构特征介绍................................................ 1 1、镶配件的加工方法 (3)2、镶配件的测量方法...................................................... 5 第二部分凸台、燕尾镶配件加工工艺过程 (5)1、镶配件件1的加工步骤………………………………………… 72、镶配件件2的加工步骤………………………………………… 93、镶配件相配合的加工步骤………………………………………11第三部分参考文献 (13)第一部分凸台、燕尾镶配件实例介绍1、镶配件的结构特征介绍根据图1-1所示可以看出该零件属于有有凸台、有斜角燕尾,而且还要打孔的配合件,由于燕尾斜角为60°对于内角的加工会比较困难,在加工之前需要将三角锉的一边用砂轮机磨成85°斜角,而且必须将圆弧过渡面磨掉才能加工出这个角。
同时根据考核要求其公差等级为IT8级,铰孔精度为IT7,表面粗糙度:锉配Ra1.6 μm、铰孔Ra1.6μm,可以看出其加工精度属于中等级别。
图1-1考核要求:(1)公差等级:锉配IT8、铰孔IT7 (2)形位公差:0.02-0.03(3)表面粗糙度:锉配Ra1.6μm、铰孔Ra1.6μm (4)时间定额:300分钟(5)其他方面:配合间隙≤0.04mm、错位量≤0.04mm 第二部分凸台、燕尾镶配件工艺分析1、镶配件的加工方法根据其外形特征得出其加工方法为先加工凸件,再加工凹件,然后凹件根据凸件进行配做,应为凸件为外部形状加工,各种尺寸大小,位置精度比较好控制。
生产实习教学教案一、组织教学1.清点人数,作好记录。
2.检查防护用具穿戴情况。
3.强调安全文明生产。
4.强调实习纪律,环境卫生。
二、课程讲解1)自制60°角样板2)检查来料尺寸,按图样要求画出燕尾凹凸件加工线。
钻4-¢3mm工艺孔,燕尾凹槽用¢11mm钻头钻孔,在锯削分割凹凸件。
3)加工燕尾凸件按划线锯削材料,留有加工余量—锉削燕尾槽的一角,完成60°及40±尺寸达到表面粗糙度的要求按划线锯削另一侧60°角,留有加工余量锉削另一侧60°角完成60°±4′及尺寸60±尺寸。
锉削加工顶面达到55±、80±外形尺寸加圆棒量取尺寸50±的对称度尺寸。
4)加工燕尾凹件锯去燕尾凹槽余料,各面留有加工余量按划线依次锉削地面及两侧面并留有修配余量,用凸件与凹件配作达到配合要求和换位要求。
锉削凹件外部尺寸达到40± 80±的尺寸授课内容5)复检各尺寸,去毛刺,倒棱。
三、注意事项1)凸件加工中只能先去掉一端60°角料,待加工至要求后才能去掉另一角2)采用间接测量达到尺寸要求,必须正确换算和测量3)由于加工面铰窄,一定要锉平与大端面垂直,才能达到配合精度4)凹凸件配作时,一般不再加工凸件,否则失去精度基准难于进行修配5)圆棒尺寸换算公式及例题四、巡回指导1)纠正学生实习中出现的错误动作;2)纠正、指导对称度控制和检验方法方法;3)指导尺寸的计算方法。
五、讲评1)讲评工件加工情况。
2)讲评当天实习情况:纪律方面、进度方面、存在问题六、实习图样。
编号:
实习课教案
燕尾锉配加工
胡志森
兰溪市技工学校
二O一O年10月
燕尾配合加工
时间分配(1课时)
讲解示范操作
学生练习及巡
回指导
归纳总结5分钟5分钟30分钟5分钟
教学环节教学内容教学说明
教学组织1、检查班级人数。
2、填写班级日志。
提示学生
集中注意
力
安全注意事项1、常用工具摆放整齐
2、实训服穿戴整齐
3、上钻床时不要戴手套
强调该内
容的重要
性。
新课讲解1、明确任务
2、凹槽画线尺寸(排空去料)
3、孔划线尺寸
4、绞孔注意事项
5、任务单的填写
6、评价
提出问
题,引发
学生思
考,从而
引出本次
课程的内
容
讲授新课
一、课题布置:燕尾锉配加工
教学环节教学内容教学说明
讲授新课二、任务一(组员)
任务二(小组长)
采用启发
式教学,
注重分析
说明,让
学生能举
一反三
通过演示
操作,让
学生掌握
本课题的
重难点内
容。

导学案
项目四:双燕尾锉配:
一、工件名称:双燕尾锉配
二、实习工件图:
三、实训目标及要求:
➢掌握角度锉配和误差的检查方法。
四、课前准备:
(1)设备:台虎钳、钳台、砂轮机、钻床、划线平板、方箱
(2)工量具:高度尺、钢板尺、卡尺、千分尺(0-25)(25-50)(50-75)刀口尺、刀口角尺、划针、样冲、划规、錾子、锤子、M10丝锥、铰杠、钻头、手锯、板锉(粗、中、细)、方锉、什锦锉。
(3)材料:45钢尺寸88 ±0.1 mm ×71±0.1 mm ×10mm
五、新课指导:
1、分析工图,讲解相关工艺:
◆公差等级:锉配IT8、钻孔IT11
◆形位公差:锉配平面度、垂直度0.03mm 对称度0.05 钻孔位置度为0.1 ◆时间定额:300分钟
-0.033面粗糙度R a3.2μm的要求。
240-0.033mm尺寸,方法同上。
L的计算方法如下:
②
③
(1)凸件加工中只能先去掉一端60°角料,待加工至要求后才能去掉另一端60°角料,便于加工时测量控制。
(2)采用间接测量来达到尺寸要求,必须正确换算和测量。
(3)由于加工面较狭窄,一定要锉平并与大端面垂直,才能达到配合精度。
(4)凹凸件锉配时,一般不再加工凸形面,否则失去精度基准难于进行修配。
4、评分表
六、课后小记:。
工件名称:《锉配双燕尾》一、工件图:
技术要求:1、平面度、垂直度≤0.02mm。
2、配合间隙≤0.04mm。
3、可换方向
二、评分表:
学号:姓名:总分:
教学过程
据上公式M=B+2ctg 2+2
=45+210 ctg 260+2
10
=50+8.66
=58.66(㎜)
样板
(图—8)
④ 在加工58.66尺寸的同时要保证60°角的合格,即及时用样板测量如图8所示。
(2)锯除工件右侧材料,锉削两加工24面,如图9所示。
L=47.32±0.2
240-0.033
420-0.039
b=20
H =18
60°
(图—9)
① 以B 面为基准锉削加工图9中的240
033.0 尺寸。
② 以右侧验棒为基准锉削加工图9中的47.32±0.2尺寸,并及时用样板测量,确保60°的合格。
③ L 尺寸的计算方法。
5.游标卡尺和千分尺结合测量,避免尺寸差一圈。
6.孔加工时,遵守操作规程。
7.做到安全操作,文明实习。
四、巡回指导
1.学生的实习操作是否正确规范,并指导。
2.学生的实习操作是否符合安全文明生产的要求,并指导。
3.采用个别指导和集体指导两种形式。
五、总结指导
1.总结实习课的情况(动作质量、工件质量、加工进度),并作重点总结指导。
2.总结实习课的纪律情况和安全文明生产情况。
做好考核讲评环节(分数分布情况、项目分的得失情况、指出成功和应注意的地方)。
7。
灵宝市高级技工学校钳工实习教案
▲授课题目:双燕尾锉配
▲授课目的:
1.掌握双燕尾锉配的有关知识;
2.进一步掌握对称度的控制方法;
3.进一步掌握配合误差的修整方法。
▲重点和难点:
1.双燕尾对称度的保证方法;
2.双燕尾配合误差的修整方法。
▲课前准备:
Φ10圆柱测量棒每人两个、0-25mm、25-50mm、50-75mm千分尺,0-125mm 游标卡尺、刀口直角尺、万能角度尺,每组一套、游标高度尺每班两把。
材料:单燕尾锉配(已加工好)用料。
▲组织教学与教法:
1.点名
2.检查工作服
▲复习提问:
1. 凸凹锉配中,凸件对称度的保证方法?
2. 单燕尾角的测量方法?
▲教学内容、方法、和过程:
一.“燕尾”名称的由来及燕尾在生产中的应用:
由来:60度尖角形似“燕尾”;
应用:由于燕尾配合导向性较好,单双燕尾配合经常出现在机械中导轨面上,如机床的尾座与床身结合面经常出现双燕尾配合,再如牛头刨床床身与动力
臂的单边就是单燕尾配合。
二.课题图:
三.加工步骤:
1.加工甲件具体步骤:
①在已有外形尺寸上精修两个加工基准,保证自身精度;
②按照尺寸划出加工界线(斜线需用钢板尺连接);
③去除燕尾一侧余料至尺寸要求;
④再去另一侧余料至尺寸要求;
⑤复检.
2.加工乙件
①精修两个加工基准,保证自身精度;
②按照尺寸划出加工界线(斜线需用钢板尺连接);
③掏料;
④粗锉至加工界限;(先加工底平面,再加工斜面)
⑤在合理测量的基础上,加工各面达到精度要求;(加入圆柱测量棒,通过控制边角尺寸间接保证对称度直至满足加工要求)
3.试配及试配过程中有关问题
①甲乙件复检后以甲件为基准进行试配;
②试配过程中常见问题的解决方案:
⑴两件角度不等;
⑵两件肩不等高;
⑶集中点问题;
四.注意事项:
1.清角槽的处理;(要点:均匀、对称、深浅适当.)
2. 加工60°斜面时要修磨锉刀,以便加工。
3.甲乙两件锉削面需与大面垂直,否则易产生扭曲变形和换位误差;
4.应根据工件实际尺寸计算相关测量尺寸;
5.安全文明生产;(常规纪律及钻孔时安全问题)
▲总结巩固新课:
小结:新的测量方法的巩固,及对称度的保证。
▲布置作业:本着节约用料的原则,在上一课题“单燕尾锉配”的工件材料上进行本课题“双燕尾锉配”的加工,不需重新下料。
▲巡回指导:及时纠正存在的各种问题
▲参考资料:《钳工生产实习课题图册》《钳工生产实习》(第四版)
▲教学后记:
编写时间:
教师签名:冯津。