间接测量在双燕尾配合中的应用探讨_鲁柱
- 格式:pdf
- 大小:285.68 KB
- 文档页数:2
双燕尾镶配件一授课指导1复习提问A 平面划线的基准有几种形式?(复习)B 对称形体加工时,对称度误差对转位互换有什么影响?(思考)2新课讲解1 )相关工艺知识A 对称形体工件的划线对于平面对称工件的划线,应形成对称中心平面的两个基准面精加工后进行,划线基准与该两基准面重合,划线尺寸,则按两个对称基准平面间的实际尺寸及对称形体的要求尺寸计算得出。
B 对称度误差对换位互换精度的影响如图说明:当凹凸件都有对称度误差为0.05mm,且在同一方向位置配合达到间隙要求后,得到两侧面平齐,而转位180°作配合,就产生两基准偏位误差,其差值为0.10mm(也就是二倍的误差)正确,易于达到较高精度,故一般应先加工凸件然后锉配凹件。
(以凸件为基准件)2内表面加工时,为便于控制,一般均选择有关外表面作测量基准,因此对外形基准加工必须达到较高的精度要求,才能保证得到规定的锉配精度。
3在作配合修锉时,可通过透光法和涂色显示法来确定其修锉部位和余量,逐步达到正确的配合要求。
4加工任何一个面时,应做到尺寸精度,形位公差,表面粗糙度,去毛刺,倒角一次性到位,全面兼顾。
例如:1.在加工时漏了检测大面对小面的垂直度,锉面的平面度虽然正确但是配合时从一个方向进去而换向则不能,这时如果在修改垂直度,尺寸精度又要超差了。
2.精加工,粗加工分清楚,有时会出现尺寸精度到了而表面粗糙度没有达到,再想改又要超差。
3.同学们最容易忽视的去毛刺,倒角,往往因为一处毛刺没有去,或没有去锐角造成用这个表面来测量时,量具不能紧贴工件,造成测量误差,因此不能忽视每一个细节。
D 角度样板的尺寸测量。
(间按测量法) 燕尾尺寸的测量一般采用的方法有;用万能角度尺保证角度的同时,用芯棒测量保证开口尺寸的大小(也就是间接测量法)现以角度样板为例,计算.式中;M—测量读数值a—斜面的角度值A—斜面与槽口平面交点(边角)至侧面距离C—角度的深度尺寸;B=A—C²ctgaM=B+d/2²Ctag a/2+d/2E 划线钻孔的方法钻孔时工件划线,按钻孔的位置尺寸要求,划出孔位的十字中心,并打上中心冲眼。
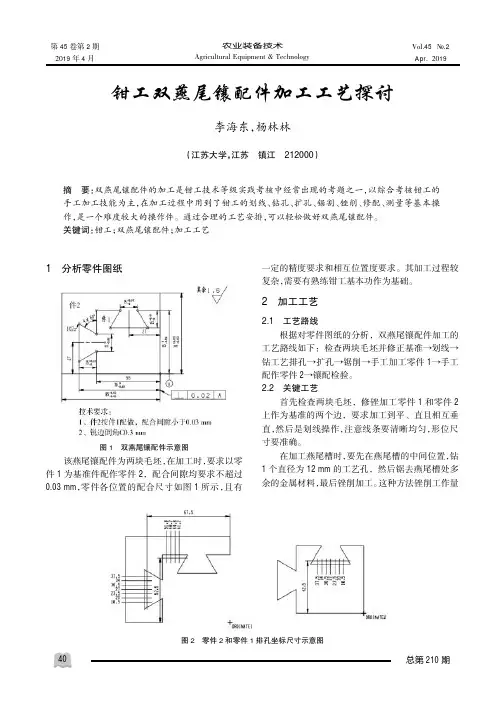
1分析零件图纸图1双燕尾镶配件示意图该燕尾镶配件为两块毛坯,在加工时,要求以零件1为基准件配作零件2,配合间隙均要求不超过0.03mm ,零件各位置的配合尺寸如图1所示,且有一定的精度要求和相互位置度要求。
其加工过程较复杂,需要有熟练钳工基本功作为基础。
2加工工艺2.1工艺路线根据对零件图纸的分析,双燕尾镶配件加工的工艺路线如下:检查两块毛坯并修正基准→划线→钻工艺排孔→扩孔→锯削→手工加工零件1→手工配作零件2→镶配检验。
2.2关键工艺首先检查两块毛坯,修锉加工零件1和零件2上作为基准的两个边,要求加工到平、直且相互垂直,然后是划线操作,注意线条要清晰均匀,形位尺寸要准确。
在加工燕尾槽时,要先在燕尾槽的中间位置,钻1个直径为12mm 的工艺孔,然后锯去燕尾槽处多余的金属材料,最后锉削加工。
这种方法锉削工作量钳工双燕尾镶配件加工工艺探讨李海东,杨林林(江苏大学,江苏镇江212000)摘要:双燕尾镶配件的加工是钳工技术等级实践考核中经常出现的考题之一,以综合考核钳工的手工加工技能为主,在加工过程中用到了钳工的划线、钻孔、扩孔、锯割、锉削、修配、测量等基本操作,是一个难度较大的操作件。
通过合理的工艺安排,可以轻松做好双燕尾镶配件。
关键词:钳工;双燕尾镶配件;加工工艺图2零件2和零件1排孔坐标尺寸示意图Agricultural Equipment &TechnologyVol.45№.2Apr .2019第45卷第2期2019年4月农业装备技术T 21拆销子,T 22拆锁止螺母,T 23拆叶轮,如图9(b)所示。
2.3轴流泵拆卸Petri 网模型根据以上分析,建立Perti 网模型如图10所示。
其中T 01、T 02为空操作,T 6~T 14、T 16~T 20为顺序执行操作,为使图形简洁,用省略符号代替了中间环节。
图中状态库所P 30为从泵站拆除主轴之后的状态,而主轴的德轴承、下端盖、密封圈、下导轴承、导轮等依然连接在主轴上,有可能需要对这些零件进行维修更换,则可另建分支,作为一个分解任务。
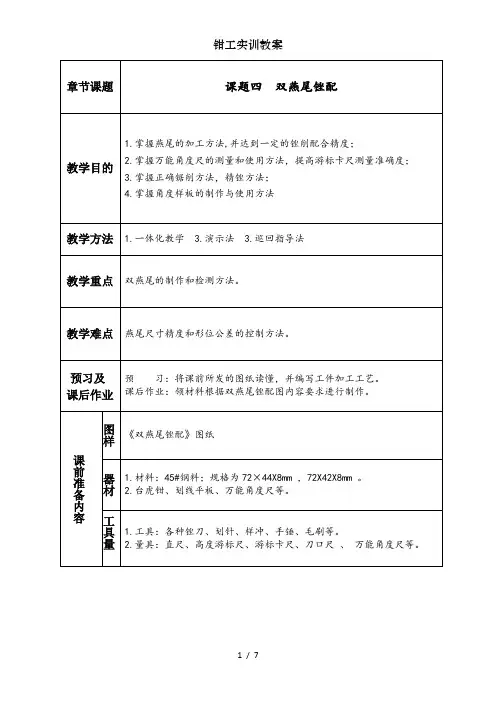
灵宝市高级技工学校钳工实习教案▲授课题目:双燕尾锉配▲授课目的:1.掌握双燕尾锉配的有关知识;2.进一步掌握对称度的控制方法;3.进一步掌握配合误差的修整方法。
▲重点和难点:1.双燕尾对称度的保证方法;2.双燕尾配合误差的修整方法。
▲课前准备:Φ10圆柱测量棒每人两个、0-25mm、25-50mm、50-75mm千分尺,0-125mm 游标卡尺、刀口直角尺、万能角度尺,每组一套、游标高度尺每班两把。
材料:单燕尾锉配(已加工好)用料。
▲组织教学与教法:1.点名2.检查工作服▲复习提问:1. 凸凹锉配中,凸件对称度的保证方法?2. 单燕尾角的测量方法?▲教学内容、方法、和过程:一.“燕尾”名称的由来及燕尾在生产中的应用:由来:60度尖角形似“燕尾”;应用:由于燕尾配合导向性较好,单双燕尾配合经常出现在机械中导轨面上,如机床的尾座与床身结合面经常出现双燕尾配合,再如牛头刨床床身与动力臂的单边就是单燕尾配合。
二.课题图:三.加工步骤:1.加工甲件具体步骤:①在已有外形尺寸上精修两个加工基准,保证自身精度;②按照尺寸划出加工界线(斜线需用钢板尺连接);③去除燕尾一侧余料至尺寸要求;④再去另一侧余料至尺寸要求;⑤复检.2.加工乙件①精修两个加工基准,保证自身精度;②按照尺寸划出加工界线(斜线需用钢板尺连接);③掏料;④粗锉至加工界限;(先加工底平面,再加工斜面)⑤在合理测量的基础上,加工各面达到精度要求;(加入圆柱测量棒,通过控制边角尺寸间接保证对称度直至满足加工要求)3.试配及试配过程中有关问题①甲乙件复检后以甲件为基准进行试配;②试配过程中常见问题的解决方案:⑴两件角度不等;⑵两件肩不等高;⑶集中点问题;四.注意事项:1.清角槽的处理;(要点:均匀、对称、深浅适当.)2. 加工60°斜面时要修磨锉刀,以便加工。
3.甲乙两件锉削面需与大面垂直,否则易产生扭曲变形和换位误差;4.应根据工件实际尺寸计算相关测量尺寸;5.安全文明生产;(常规纪律及钻孔时安全问题)▲总结巩固新课:小结:新的测量方法的巩固,及对称度的保证。
双燕尾配合【训练任务】1、掌握角度锉配和误差的检查方法。
2、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
3、了解燕尾的制作方法。
4、有关间接测量及计算的方法。
5、掌握角度锉配和误差的检查方法。
6、掌握具有对称度要求工件的划线加工及测量方法;进一步提高锉削和锯削的技能操作。
7、了解燕尾的制作方法【知识要点】1、画线工具、游标卡尺、钻床的使用方法2、工艺过程的编制【训练要点】一、图纸的熟悉及分析(如图2-2所示)燕尾镶配件是具有对称性,基轴制的明配件,其配合面之间具有关联性,应该一次性完成配合精度。
它与上一次完成的工件角度样板只有单独一个角度配合,而这次燕尾镶配件的难度在原先的基础上提高了,就是工件变了双角度配合且有对称性。
图3-13二、工艺分析1、对称度的控制,应以外形基准面作测量基准,先加工一边,再加工另一边(特别注意强调),一步一步达到图纸要求的精度。
2、角度斜面尺寸控制,应借用辅助工具测量棒间接测量,得相关的计算方法。
用测量棒间接测量,用相关的计算方法:图3-14注:先做好底边达到精度要求,再采用间接测量来达到尺寸要求,必须正确换算和测量。
有关直角三角形的计算:sin30°=1/2sin45°=2/2sin60°=3/2cos30°=3/2cos45°=2/2cos60°=1/2tan30°=3/3tan45°=1tan60°=3= 1.732cot30°=32-cot45°=1cot60°=3/3图3-15 工具量具清单:三、加工步骤1、毛坯测量1)用钢直尺检查外形尺寸是否有足够的加工余量;2)检查外形精度误差是否过大。
2、外形整理:(如图3-1)1)整边(平行度、垂直度、平面度)都附合图纸尺寸要求2)形状精度是配合精度的基础。
3、划线:按图样划线要找出外形基准的中心(对称面)线,以外形边作基准进行上下调整找出燕尾线两边画线。
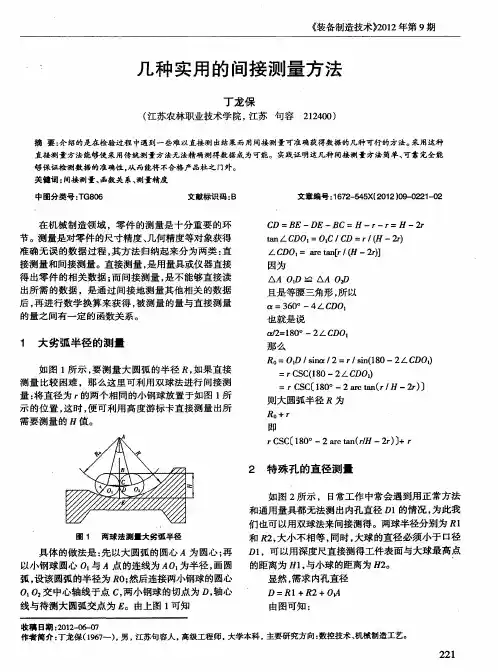
正弦规在燕尾配合件中的应用及有关尺寸计算李玉兰【摘要】本文简单介绍了正弦规的结构和原理,对正弦规尺寸计算中的关键尺寸进行了公式推导.结合具体实例,介绍使用正弦规测量燕尾配合角度的方法及有关尺寸的计算,并与传统测量方法进行了比较,从而进一步阐述了其测量精度高、测量方法简单.【期刊名称】《黑龙江科技信息》【年(卷),期】2017(000)020【总页数】2页(P59-60)【关键词】正弦规;燕尾配合件角度;方法;尺寸计算【作者】李玉兰【作者单位】福建龙岩技师学院,福建龙岩 364000【正文语种】中文正弦规是根据正弦函数原理,利用间接法测量角度的精密量具,用它可测量内外椎体的锥度、样板的角度、孔中心线与平面之间的夹角、检验水平仪的水泡精度等。
正弦规能装置成0o~80o范围内的任意角度,在测量小于30o的角度时,精度可达3"~5"。
正弦规有多钟结构形式,其中使用最普遍的有宽型和窄型两种,比较常用的中心距有100mm和200mm两种。
使用正弦规测量锥度或角度工件时,当正弦规被垫起一定角度后,正弦规的上表面和前挡板的交线到平板有一定的距离h,这个距离是计算的关键,也是使用正弦规时必须提前测量出来的尺寸,那么h是怎么求出的呢?如图1所示,用测量柱间接测量并求出h。
公式如下:h=H-R(1+sinα+cosα)其中:h——正弦规垫起一定角度时的初始高度h;H——百分表所测得测量柱上母线的尺寸(利用量块组采用相对测量的方法可以直接测得);R——测量柱的半径;α——正弦规与平板的夹角。
燕尾锉配在钳工生产实习中是一个非常典型的课题,它涉及到了小平面锉削、角度测量、对称度的测量、斜面位置的控制,在实习过程中,使用的量具较多,测量繁琐,学生往往顾此失彼。
在燕尾配合件中600角度的测量,通常采用角度样板或万能量角器来测量,由于万能量角器的测量精度是2',满足不了高精度测量的需要,角度测量误差给其他尺寸的测量也会带来一定的影响。
一、实训背景燕尾槽零件是机械制造中常用的一种连接零件,广泛应用于机械设备、工具和模具等领域。
为了提高学生对燕尾槽零件的认识,掌握其加工工艺,提高测绘技能,我们开展了燕尾槽零件测绘实训。
本次实训旨在通过实际操作,让学生熟悉燕尾槽零件的结构特点、加工工艺和测绘方法,为今后的生产实践打下基础。
二、实训目的1. 了解燕尾槽零件的结构特点、加工工艺和测绘方法;2. 培养学生的动手能力和测绘技能;3. 提高学生对机械制造工艺的认识,为今后的生产实践做好准备。
三、实训内容1. 燕尾槽零件的结构分析燕尾槽零件主要由以下几部分组成:燕尾槽本体、连接板、定位销等。
燕尾槽本体用于连接两块板材,连接板用于固定燕尾槽本体,定位销用于确保两块板材的相对位置。
2. 燕尾槽零件的加工工艺燕尾槽零件的加工工艺主要包括以下步骤:(1)毛坯准备:根据图纸要求,选取合适的材料,加工成所需尺寸的毛坯。
(2)划线:在毛坯上划出燕尾槽本体、连接板和定位销的轮廓。
(3)加工燕尾槽本体:使用铣床、磨床等设备加工出燕尾槽本体的轮廓。
(4)加工连接板:使用铣床、磨床等设备加工出连接板的轮廓。
(5)加工定位销:使用钻床、镗床等设备加工出定位销的轮廓。
(6)组装:将加工好的燕尾槽本体、连接板和定位销组装在一起。
3. 燕尾槽零件的测绘方法燕尾槽零件的测绘方法主要包括以下步骤:(1)观察实物:仔细观察燕尾槽零件的实物,了解其结构特点。
(2)测量尺寸:使用卡尺、游标卡尺等测量工具,准确测量燕尾槽零件的尺寸。
(3)绘制草图:根据观察和测量结果,绘制燕尾槽零件的草图。
(4)绘制零件图:根据草图,绘制燕尾槽零件的零件图。
四、实训过程1. 实训准备实训前,我们了解了燕尾槽零件的结构特点、加工工艺和测绘方法,熟悉了相关设备和工具的使用方法。
2. 实训操作(1)观察实物:仔细观察燕尾槽零件的实物,了解其结构特点。
(2)测量尺寸:使用卡尺、游标卡尺等测量工具,准确测量燕尾槽零件的尺寸。
机械零部件中函数曲线等组合元素几何参数的三种精确测量方法刘兴富【摘要】本文以一特形零件为例,论述了准确确定面与面交线坐标(位置)的三种测量(求解)方法:设计阶段和试生产期间的仪器测量;检验人员在大批量生产中能迅速反馈测量结果的比较测量;用于加工者加工中不受限制的间接测量.【期刊名称】《摩托车技术》【年(卷),期】2018(000)012【总页数】7页(P32-38)【关键词】面与面交线;位置确定;测量方法【作者】刘兴富【作者单位】【正文语种】中文各种机械零部件的形状各异,零件的结构(轮廓形状)一般由点、线、圆弧以及各种函数曲线等几何元素组成[1],对这类零件的设计,测量和计量都较为复杂,常常在加工过程中难以保证精度要求,如何准确实时地测量出加工零件的精度,特别是在批量生产中的检测方法和检测技术是长期未能解决好的难题。
为使检测方法和检测技术(巧)与目前高精度的加工方法相适应,测量精度能及时反馈零部件加工质量和使用精度的信息。
必须采用与加工方法相应的高精度测量方法,来评定零部件的加工质量和保证零部件的使用精度。
在机机械零件的结构中,角度和斜度应用广泛。
经常会遇到斜度和角度,如斜键、燕尾槽、导轨等,它们具有配合间隙可调整、连接可靠等优点。
可是,角度和斜度在实际加工中的一些位置、尺寸参数,普通量具测量困难,其关联尺寸一致性得不到保障,互换性低。
如图1所示特形零件,加工中遇到的技术难点是面与面交线位置的确定和尺寸的测量。
采用三坐标、万工显测量,虽然精度可以满足需求,但是工作强度大、测量效率低、测量费用高,不适应大批量生产中的测量。
本文论述准确确定面与面交线位置三种确定(测量)方法:设计阶段和试生产期间的仪器(万工显)测量;加工者加工中不受现场条件限制且简便的间接(用外径千分尺)测量;检验人员在大批量生产中能迅速反馈测量结果的比较(检具)测量。
1 对特形零件的分析图1中(a)图是特形零件的外形;(b)图是特形零件的工作图;(c)图是特形零件测量简图。
导学案
项目四:双燕尾锉配:
一、工件名称:双燕尾锉配
二、实习工件图:
三、实训目标及要求:
➢掌握角度锉配和误差的检查方法。
四、课前准备:
(1)设备:台虎钳、钳台、砂轮机、钻床、划线平板、方箱
(2)工量具:高度尺、钢板尺、卡尺、千分尺(0-25)(25-50)(50-75)刀口尺、刀口角尺、划针、样冲、划规、錾子、锤子、M10丝锥、铰杠、钻头、手锯、板锉(粗、中、细)、方锉、什锦锉。
(3)材料:45钢尺寸88 ±0.1 mm ×71±0.1 mm ×10mm
五、新课指导:
1、分析工图,讲解相关工艺:
◆公差等级:锉配IT8、钻孔IT11
◆形位公差:锉配平面度、垂直度0.03mm 对称度0.05 钻孔位置度为0.1 ◆时间定额:300分钟
-0.033面粗糙度R a3.2μm的要求。
240-0.033mm尺寸,方法同上。
L的计算方法如下:
②
③
(1)凸件加工中只能先去掉一端60°角料,待加工至要求后才能去掉另一端60°角料,便于加工时测量控制。
(2)采用间接测量来达到尺寸要求,必须正确换算和测量。
(3)由于加工面较狭窄,一定要锉平并与大端面垂直,才能达到配合精度。
(4)凹凸件锉配时,一般不再加工凸形面,否则失去精度基准难于进行修配。
4、评分表
六、课后小记:。
专利名称:燕尾导轨的二针测量刮研方法专利类型:发明专利
发明人:张志富
申请号:CN201611140333.X
申请日:20161212
公开号:CN106624185A
公开日:
20170510
专利内容由知识产权出版社提供
摘要:本发明公开了一种燕尾导轨的二针测量刮研方法,属于设备维修技术领域,解决传统设备大修周期长,修理费用大等问题,实现能在短时间内完成局部大修精度效果。
该方法为步骤:首先,导轨上滑板底面在铸铁平板上研点刮平,完成上滑板底面和燕尾导轨底面配刮;然后,完成不装镶条的燕尾导轨斜面刮研;以不装镶条的燕尾导轨斜面为基准,完成装装镶条的燕尾导轨斜面的刮研:之后,完成镶条与上滑板斜面配合的斜面的刮研;成镶条平面与装镶条的燕尾导轨斜面的配研;最后整体配刮。
提高刮研精度和效率,降低维修成本,延长设备使用寿命。
申请人:西北工业集团有限公司
地址:710043 陕西省西安市幸福南路1号
国籍:CN
代理机构:中国兵器工业集团公司专利中心
代理人:袁孜
更多信息请下载全文后查看。
间接测量在特殊结构运动中的应用
李霄;奚杨风光
【期刊名称】《测控技术》
【年(卷),期】2015(034)010
【摘要】针对某型前起落架试验中弹射杆旋转角速度测量过程中,受角速度传感器安装位置所限而无法准确测试的问题,提出了利用加速度、位移传感器、高速摄像进行弹射杆空间角速度的测量方案,并结合数据处理技术对信号进行修正,减小由于安装方式对测量带来的影响.详细讨论了两种间接测量方案的特点,并对各种测试方案进行对比.结果表明,高速摄像方案精度最高为最优方案,在考虑提高测试效率的情况下,间接测试方案2精度与高速摄像相当,指出加速度传感器间接测量的优越性与普遍性.
【总页数】4页(P46-49)
【作者】李霄;奚杨风光
【作者单位】中国飞机强度研究所,陕西西安710065;中国飞机强度研究所,陕西西安710065
【正文语种】中文
【中图分类】V216.2+1
【相关文献】
1.采用间接测量法对VAMT1Y型虚拟轴机床运动学标定的仿真研究 [J], 魏世民;黄靖远;廖启征
2.机床直线运动的位置测量方法--应用直线光栅尺直接测量或滚珠丝杠联结编码器间接测量方法的比较 [J], Dr.-Ing Jan Braash
3.采用间接测量法对平面3-RPR机构进行运动学标定的仿真 [J], 魏世民;廖启征;黄靖远
4.间接测量在特殊结构运动中的应用 [J], 李霄;奚杨风光;杨正权;崔荣耀;
5.最大摄氧量间接测量法-踏阶运动心率的变化特征 [J], 陈学伟;张娜;徐传香;安改红;佘晓俊;崔博;马强
因版权原因,仅展示原文概要,查看原文内容请购买。
燕尾滑块的测量
李晓波
【期刊名称】《金属加工:冷加工》
【年(卷),期】2014(0)10
【摘要】燕尾滑块的形状和尺寸如图1所示,要求测量两个60°角,两个角度面对8H7孔中心平面的对称度及宽度尺寸20 mm。
两个角度偏差为±2';两角度面对8H7孔的中心平面对称度为0.02 mm;宽度尺寸20 mm图样上虽然没有给出偏差值,但是该零件与其他零件有配合要求,所以这个尺寸的偏差也需要测量。
由于该零件形状特殊,且精度要求较高,用常规测量方法存在一定困难。
【总页数】3页(P65-67)
【作者】李晓波
【作者单位】山西长治清华机械厂,046012
【正文语种】中文
【相关文献】
1.钳工燕尾零件的加工与测量
2.巧用钢球间接测量特殊燕尾槽尺寸
3.间接测量在双燕尾配合中的应用探讨
4.燕尾槽参数的测量
5.燕尾滑动体中蜗轮与蜗杆相互位置的测量和控制
因版权原因,仅展示原文概要,查看原文内容请购买。
谈物理间接测量问题
王培岭
【期刊名称】《济南职业学院学报》
【年(卷),期】2002(000)002
【摘要】@@ 物理间接测量问题,能训练学生综合运用物理原理和相关数学知识的能力,这对于培养学生的创造性思维能力很有好处.
【总页数】2页(P62,68)
【作者】王培岭
【作者单位】济南济钢二中,250100
【正文语种】中文
【中图分类】G633.7
【相关文献】
1.谈矿山测量中井下巷道贯通测量问题 [J], 叶尔兰别克·热合曼都拉
2.谈矿山测量中井下巷道贯通测量问题 [J], 冉建强
3.大学物理实验中不确定度测量问题探讨 [J], 渊小春
4.谈气缸套的测量问题 [J], 谢锡静;黄孝圭
5.也谈知识的测量问题 [J], 朱金茹;徐航
因版权原因,仅展示原文概要,查看原文内容请购买。