装配钳工中级工实操题库燕尾镶配评分表
- 格式:doc
- 大小:55.00 KB
- 文档页数:1
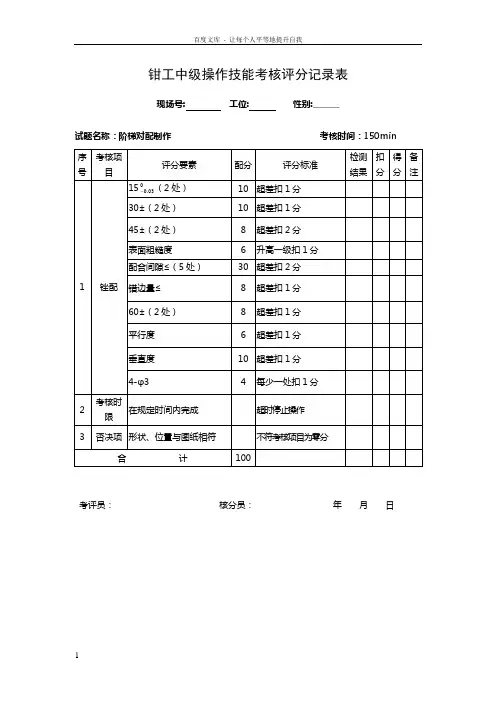
百度文库- 让每个人平等地提升自我钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:阶梯对配制作考核时间:150min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配15003.0(2处)10 超差扣1分30±(2处)10 超差扣1分45±(2处)8 超差扣2分表面粗糙度 6 升高一级扣1分配合间隙≤(5处)30 超差扣2分错边量≤8 超差扣1分60±(2处)8 超差扣1分平行度 6 超差扣1分垂直度10 超差扣1分4-φ3 4 每少一处扣1分2 考核时限在规定时间内完成超时停止操作3 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工中级操作技能试题试题名称:阶梯对配制作23钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:135°角度拼块制作考核时间:240min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配150027.0-6 超差扣1分300033.0-6 超差扣1分450039.0-6 超差扣2分135°±4′(2处)8 超差2′扣2分表面粗糙度(10处)10 升高一级扣1分配合间隙≤(4处)25 超差扣2分60±(2处) 6 超差扣1分45±(2处) 6 超差扣1分孔距一致性尺寸为 5 超差扣1分22± 4 超差扣1分2 铰孔2-φ10H7 6 超差扣1分垂直度 5 超差扣2分11± 5 超差扣1表面粗糙度 2 升高一级扣1分3 考核时限在规定时间内完成超时停止操作4 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工高级操作技能试题试题名称:135°角度拼块制作5钳工技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性不能互换直接扣30分件1、件2配合错边≤0.07mm(2处)4每超差扣1分,一处2分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(3处) 6 每超差扣1分,一处2分配合间隙≤0.04mm(4处)8 每处超差扣1分,一处2分2锉销件1 135°±4′(2处) 4每处超差1′扣1分,一处2分件1 2406.002.0+-(2处) 6 每处超差扣1分,一处3分件 1 尺寸25未注公差尺寸按GB/T1804m级要求2 每超差扣1分件1 47± 3 每超差扣1分件1 70± 2 每超差扣1分件1平面度达(8处)8 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分件1垂直度达(3处) 3 一处1分,超差不得分件2 135°±4′(2处) 4每处超差1′扣1分,一处2分件2 24±(2处) 6 每处超差扣1分,一处2分件2 25± 3 每超差扣1分件2 47±3每超差扣1分件2 70± 2 每超差扣1分件2平面度达(8处)8 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达(3处) 3 一处1分,超差不得分3其他项目件1、2的表面粗糙度(12处)12 一处1分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(6处)2 每处超差扣分,扣完为止除去毛刺倒C2(4处) 2 每处达不到要求扣1分其他,如有无缺陷 1 其他不合格酌情扣分合计100钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工技师操作技能试题试题名称:燕尾方槽配件制作名称:件2零件图材质:Q235-A钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工高级技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性如不能互换直接从总分扣20分件1、件2配合错边≤0.07mm(4处)4每超差扣1分,一处1分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(6处) 6 一处1分,超差不得分配合间隙≤0.04mm(8处)8 每处超差扣1分,一处1分50± 2 每超差扣1分2锉销件1 120°±4′(2处) 4 每处超差1′扣1分,一处2分件1 25±(2处) 4 每处超差扣1分,一处2分件1 50± 3 每超差扣1分件1 70± 2 每超差扣1分件1 40± 2 每超差扣1分件1 R6±(2处) 4 每处超差扣1分,一处2分件1 Ф820.010.0++2 每超差扣1分件1平面度达(6处) 6 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分` 件1垂直度达 1 超差不得分件2 120°±4′(2处) 4 每处超差1′扣1分,一处2分件2 2506.002.0+-(2处) 4 每超差扣1分,一处2分件2 35± 2 每超差扣1分件2 45±3每超差扣1分件1 70± 2 每超差扣1分件2 R6±(2处) 6 每处超差扣1分,一处3分件2 Ф820.010.0++2 每超差扣1分件2平面度达(6处) 6 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达 1 超差不得分3其他项目件1、2的表面粗糙度(18处)9 一处分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(4处)2 一处分,超差不得分除去毛刺倒C2(4处) 2 一处分,超差不得分其他,如有无缺陷 1 其他不合格酌情扣分合计100考评员:核分员:年月日试题名称:三角、R弧面镶配件试题名称:三角、R弧面镶配件钳工高级技师操作技能试题试题名称:三角、R弧面镶配件。
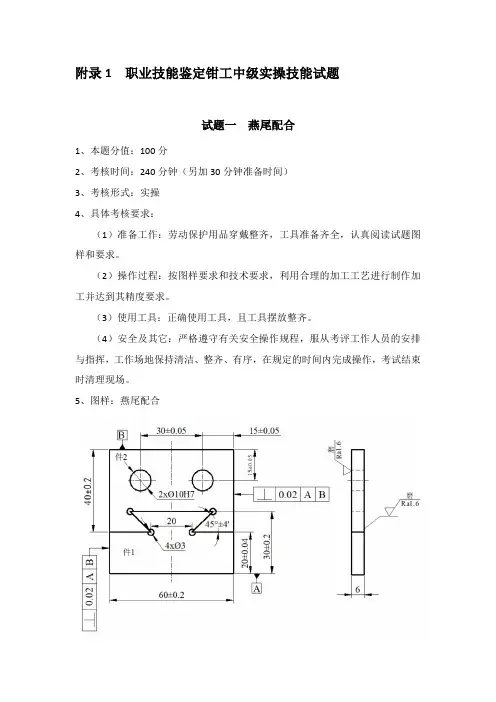
附录1 职业技能鉴定钳工中级实操技能试题试题一燕尾配合1、本题分值:100分2、考核时间:240分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具,且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程,服从考评工作人员的安排与指挥,工作场地保持清洁、整齐、有序,在规定的时间内完成操作,考试结束时清理现场。
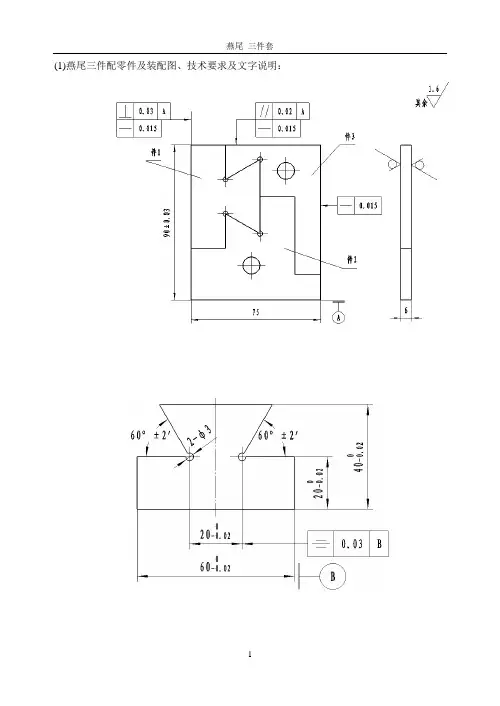
5、图样:燕尾配合技术要求:1、各锉削面未注平面度0.02mm。
2、件1为基准件,件2配作。
3、件1、件2正反配合间隙≤0.06mm。
4、各锉削面未注表面粗糙度Ra1.6μm。
5、孔口倒角C0.5。
6、锐角倒钝R0.3。
6、评分标准试题二拼块六方1、本题分值:100分2、考核时间:300分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具,且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程,服从考评工作人员的安排与指挥,工作场地保持清洁、整齐、有序,在规定的时间内完成操作,考试结束时清理现场。
5、图样:拼块六方技术要求:1、各锉削面未注平面度0.02mm。
2、件1为基准件,件2配作。
3、件1、件2正反配合间隙≤0.06mm。
4、孔口倒角C0.5。
5、锐角倒钝R0.3。
6、评分标准试题三凹凸锉配1、本题分值:100分2、考核时间:240分钟(另加30分钟准备时间)3、考核形式:实操4、具体考核要求:(1)准备工作:劳动保护用品穿戴整齐,工具准备齐全,认真阅读试题图样和要求。
(2)操作过程:按图样要求和技术要求,利用合理的加工工艺进行制作加工并达到其精度要求。
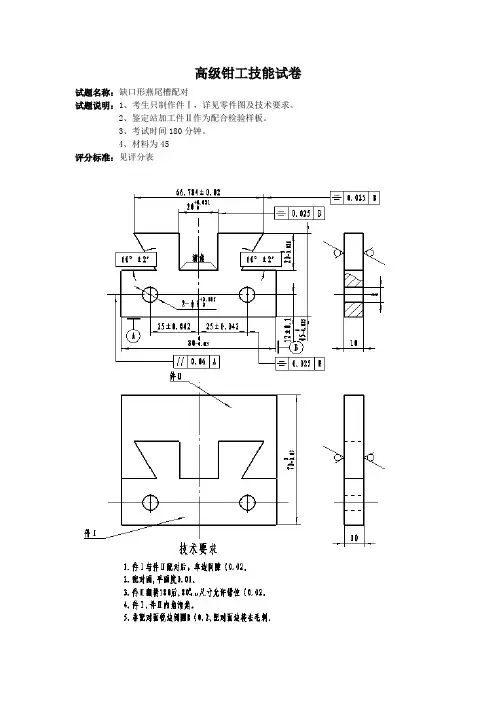
高级钳工技能试卷试题名称:缺口形燕尾槽配对试题说明:1、考生只制作件Ⅰ,详见零件图及技术要求。
2、鉴定站加工件Ⅱ作为配合检验样板。
3、考试时间180分钟。
4、材料为45评分标准:见评分表高级钳工知识试卷(冀中能源高级技校)一、选择题1.三视图投影规律包括()等度量关系和六项位置关系两方面。
(A)二(B)三(C)四(D)五2识读装配图时,不能通过()区分是不同零件。
(A)相邻的两条非接触线(B)零件序号(C)剖面线(D)相邻的一条接触线3.看装配图分析零件,主要是了解它的结构形状和()。
(A)力的传递(B)技术要求(C)尺寸大小(D)对明细表4.装配图主要表达机器或部件的装配关系和()。
(A)安装和使用的技术要求(B)制作的技术要求(C)零件的明细表(D)零件的运动路线。
5.国家标准中,()级公差精度最低。
(A)IT01(B)IT0(C)IT1(D)IT186.R a0.8极限值判断规则为()。
(A)10%规则(B)16%规则(C)20%规则(D)最大规则7.¢18H7/p6的配合性质为()。
(A)动配合(B)间隙配合(C)过渡配合(D)过盈配合8. ¢18H7/p6的配合制度为()。
(A)基孔制配合(B)基轴制配合(C)混合制配合(D)基本制配合9.钳工常用刀具材料有碳素钢、合金钢、高速钢和()。
(A)低碳钢(B)中碳钢(C)高碳钢(D)硬质合金钢10.为了提高刀具的使用寿命,使切削温度低,刀具材料应具有良好的()。
(A)导热性(B)耐热性(C)耐磨性(D)系热性11.适用于制造丝锥、板牙等形状复杂工具的材料是()。
(A)碳素工具钢(B)合金工具钢(C)高速钢(D)硬质合金钢12.标准麻花钻修磨分屑槽时,是在()上磨出分屑槽。
(A)前刀面(B)后刀面(C)基面(D)端面13.铰刀的刃磨是沿切削部分的()上进行的。
(A)前刀面(B)后刀面(C)基面(D)端面14.刀具表面的微粒被切屑或工件带走的磨损称()。
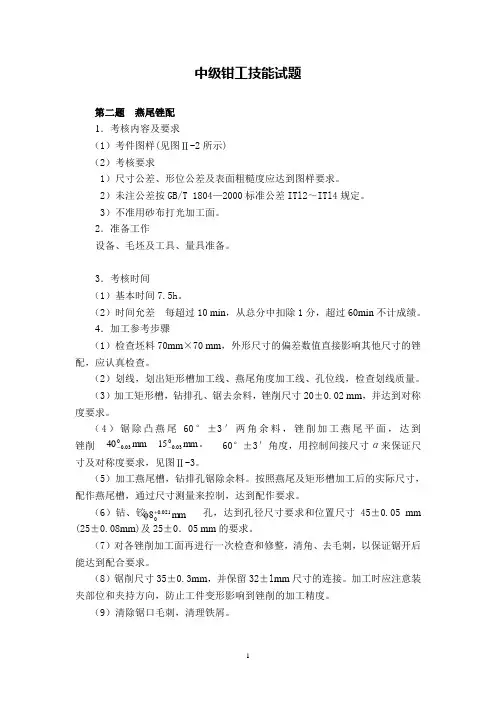
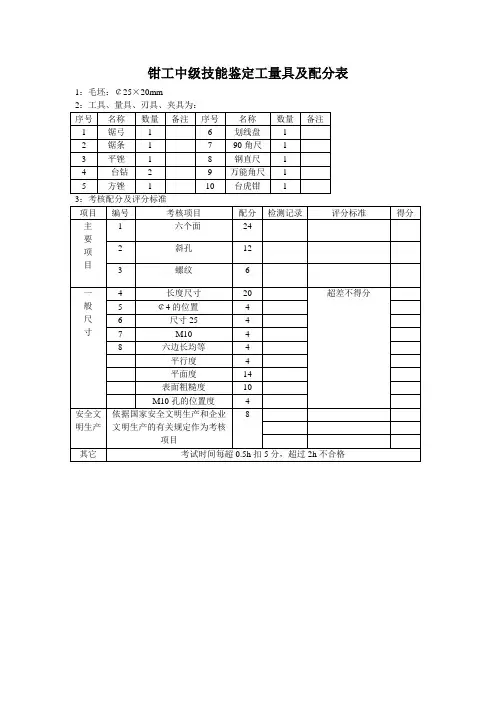
中级钳工技能试题第二题 燕尾锉配 1.考核内容及要求(1)考件图样(见图Ⅱ-2所示) (2)考核要求1)尺寸公差、形位公差及表面粗糙度应达到图样要求。
2)未注公差按GB/T 1804—2000标准公差ITl2~ITl4规定。
3)不准用砂布打光加工面。
2.准备工作设备、毛坯及工具、量具准备。
3.考核时间 (1)基本时间7.5h 。
(2)时间允差 每超过10 min ,从总分中扣除1分,超过60min 不计成绩。
4.加工参考步骤(1)检查坯料70mm ×70 mm ,外形尺寸的偏差数值直接影响其他尺寸的锉配,应认真检查。
(2)划线,划出矩形槽加工线、燕尾角度加工线、孔位线,检查划线质量。
(3)加工矩形槽,钻排孔、锯去余料,锉削尺寸20±0.02 mm ,并达到对称度要求。
(4)锯除凸燕尾60°±3′两角余料,锉削加工燕尾平面,达到锉削 60°±3′角度,用控制间接尺寸α来保证尺寸及对称度要求,见图Ⅱ-3。
(5)加工燕尾槽,钻排孔锯除余料。
按照燕尾及矩形槽加工后的实际尺寸,配作燕尾槽,通过尺寸测量来控制,达到配作要求。
(6)钻、铰 孔,达到孔径尺寸要求和位置尺寸45±0.05 mm (25±0.08mm )及25±0.05 mm 的要求。
(7)对各锉削加工面再进行一次检查和修整,清角、去毛刺,以保证锯开后能达到配合要求。
(8)锯削尺寸35±0.3mm ,并保留32±l mm 尺寸的连接。
加工时应注意装夹部位和夹持方向,防止工件变形影响到锉削的加工精度。
(9)清除锯口毛刺,清理铁屑。
mm 15003.0-mm 40003.0-mm8021.00+φ技术要求1.工件不得自行锯断,否则按废件处理。
2.工件正反向配合间隙不大于0.05mm。
名称燕尾锉3.锐角倒钝。
材料 45图Ⅱ-2 燕尾锉配5.评分标准(见表Ⅱ-2)。
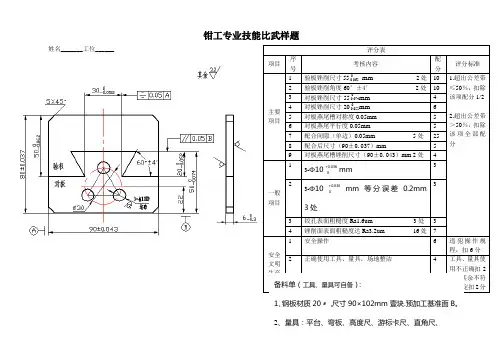
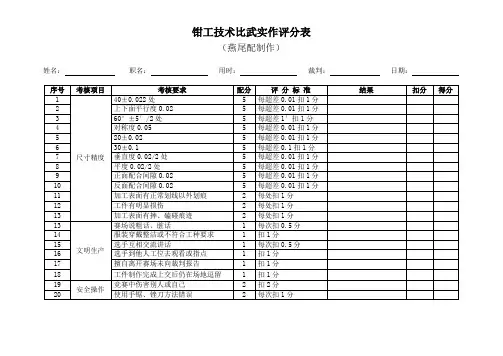
钳工专业技能比武样题
姓名_______工位______ 评分表
项目序
号
考核内容
配
分
评分标准
主要项目1 验板锉削尺寸550 -0.062mm 2处10 1.超出公差带
≤50%,扣除
该项配分1/2
2.超出公差带
>50%,扣除
该项全部配
分
2 验板锉削角度60°±4′2处10
3 对板锉削尺寸550 -0.074mm 4
4 对板锉削尺寸200 -0.052mm 6
5 对板燕尾槽对称度0.05mm 5
6 对板燕尾平行度0.05mm 5
7 配合间隙(单边)0.05mm 5处25
8 配合后尺寸(90±0.037)mm 5
9 对板燕尾槽锉削尺寸(90±0.043)mm 2处 4
一般项目1
3-Ф10+0.036
mm 3
2
3-Ф10+0.036
mm等分误差0.2mm 3处
3
3 铰孔表面粗糙度Ra1.6um 3处 3
4 锉削面表面粗糙度达Ra3.2um 16处7
安全文明生产1 安全操作 6 违犯操作规
程,扣6分2 正确使用工具、量具,场地整洁 4 工具、量具使
用不正确扣2
分,其余不符
合规定扣2分
备料单(工具、量具可自备):
1、钢板材质20﹟,尺寸90×102mm壹块.预加工基准面B。
2、量具:平台、弯板、高度尺、游标卡尺、直角尺、。
试题1、JVTC-001燕尾对配
本题分值:100分
考核时间: 240分钟
考核形式:实际操作
具体考核要求:请选手仔细核对!1.试卷内容
(1)JVTC-001 燕尾对配零件图
(2)考核评分记录表
(3)毛坯1件
2.考生完成考试后上交材料
(1)考核完成的工件
(2)JVTC-001燕尾对配零件图
(3)考核评分记录表
(4)样板
否定项说明:
试题3、图号为JVTC-001的燕尾对配零件加工一、设备准备:
二、场地准备:
封闭考场(为每个考生配一个钳台)
样板一块
三、工、量具准备
见附图JVTC-001-1
试题1、图号为JVTC-001的燕尾对配零件加工
1.可携带计算器、笔、纸,用于计算。
2.其它由考场准备。
3.除以上规定外,其它物件均不得带入。
试题1、燕尾对配
评分人:年月日核分人:年月日。
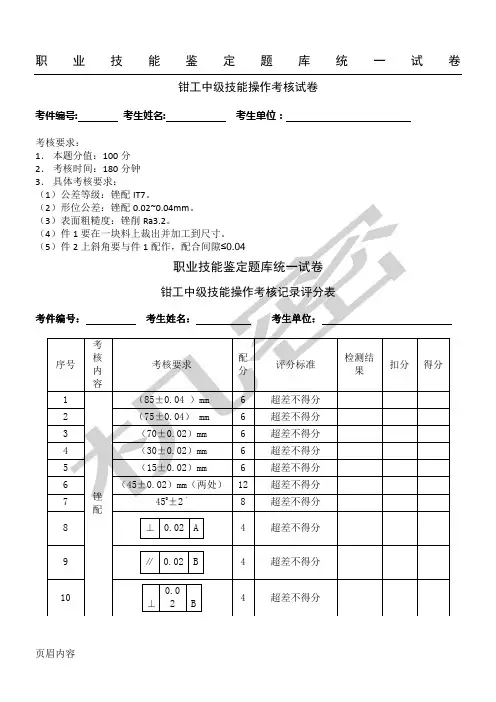
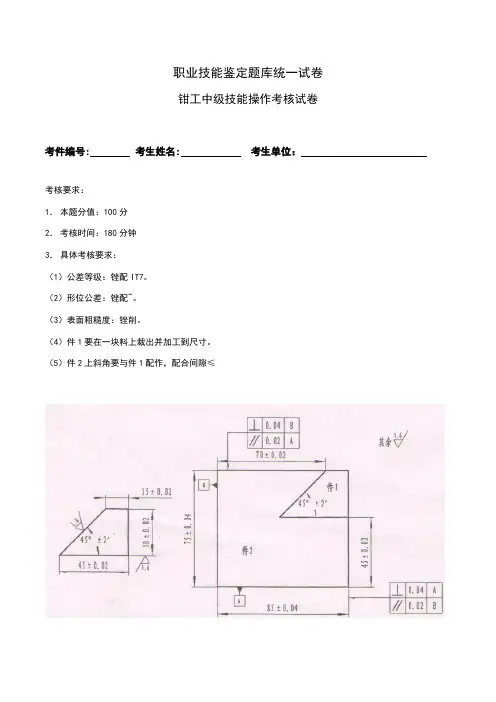
职业技能鉴定题库统一试卷钳工中级技能操作考核试卷考件编号: 考生姓名: 考生单位:考核要求:1.本题分值:100分2.考核时间:180分钟3.具体考核要求:(1)公差等级:锉配IT7。
(2)形位公差:锉配0.02~0.04mm。
(3)表面粗糙度:锉削Ra3.2。
(4)件1要在一块料上裁出并加工到尺寸。
(5)件2上斜角要与件1配作,配合间隙≤0.04职业技能鉴定题库统一试卷钳工中级技能操作考核记录评分表考件编号:考生姓名:考生单位:序号考核内容考核要求配分评分标准检测结果扣分得分1锉配(85±0.04 )mm 6 超差不得分2 (75±0.04) mm 6 超差不得分3 (70±0.02)mm 6 超差不得分4 (30±0.02)mm 6 超差不得分5 (15±0.02)mm6 超差不得分6 (45±0.02)mm(两处)12 超差不得分7 450±2‘8 超差不得分8 ⊥0.02 A 4 超差不得分9 ∥0.02 B 4 超差不得分10⊥0.02 B4 超差不得分评分人: 年 月 日 核分人: 年 月 日工量具清单 序号 名 称 规 格/mm 数 量 备 注1 高度游卡尺 0~200 1把2 游标卡尺 0~150 1把3 万能角度尺 0°~320° 1把4 千分尺 50~75、75~100各1把 5 塞尺 0.02~0.5 1把 6 锤子 0.25~0.5kg1把 7 划规、样冲、划针自选 各1件 8 钢板尺 0~150 1把 9 刀口角尺 100*63 1把 10 软钳口 2~41把 11 锉刀 扁锉、三角锉、整形锉各1套 12 锉刀刷中号1把11∥0.02A 4 超差不得分 12 表面粗糙度Ra1.6(2处) 4 升高一级不得分 13 表面粗糙度Ra3.2(4处) 8 升高一级不得分14配合间隙≤0.04mm 12 超差不得分 安全文明生产 10 违者不得分合 计10现场记录:13 扁錾1把14 手锯、锯条300 各1套。
制作"燕尾、凸形镶配组合" 序号 考核 项目
考核内容
配分 评分标准 实测结果
扣
分 得
分 01 锉 削
(2处) 3 每处超差扣1.5分,
扣完为止 02 2处) 3 每处超差扣1.5分,
扣完为止 03 (2处) 3 每处超差扣1.5分,
扣完为止 04 (4处)
6 每处超差扣1.5分,
扣完为止 05 (2处) 3 每处超差扣1.5分,
扣完为止 06 (2处)
3 每处超差扣1.5分,
扣完为止 07
602 (2处)
3
每处超差扣1.5分,
扣完为止
08
0.02
(28处)
7
每处超差扣0.25分,
扣完为止
09
0.02
(28处)
7
每处超差扣0.25分,
扣完为止
10
1.6Ra m μ (28
处)
7 每处超差扣0.25分,
扣完为止
11 钻 孔 、 攻 螺 纹
107H φ
2 超差无分 12 0.8Ra m μ
1 超差无分 13 300.042±
2 超差无分 14 200.042±
2 超差无分 15 6M (2处) 2 每处超差扣1分,扣
完为止 16 60.037±(2处)
4 每处超差扣2分,扣
完为止
17 /20.037δ±
2 超差无分 18
6.5φ
1
超差无分
评分人:年月日核分人:年月日。
工具钳工技师操作技能考核准备通知单(考场)其余其余2、按实际鉴定人数准备二、设备准备2、划线平台、钻床、砂轮机、钳台及附件配套齐全,布局合理三、考场准备1、工房面积不小于180M2。
2、设工位24个。
3、同时容纳20人鉴定。
4、照明良好,光线充足。
5、工位、工件统一编号考生抽号就岗。
6、水、电、采暖降温及安全设施齐全。
7、清洁、规范无干扰。
工具钳工技师操作技能考核准备通知单(考生)12、考件材料有鉴定所准备工具钳工技师操作技能考核试卷一、说明1、本试卷遵循实用性、典型性、可行性、重在提高的指导思想。
2、编制依据为《中华人民共和国钳工工人技术等级标准》(1994年12月)和《中华人民共和国钳工职业技能鉴定规范》(1995年4月)。
3、全国通用、无地域和行业限制,无特殊要求二、项目1、试题名称:燕尾半园镶配2、试题文字或图表的技术要求说明:零件及装配图其余件1件2 技术要求:1.配合尺寸为件1尺寸,件2按1配作。
2.配合(翻转180º配合)间隙0.03mm。
3.锐边倒角R0.3。
三、考核总时限1、准备时间: 15分钟2、正式操作时间: 300 分钟3、计时从领取工件开始,至完工交件结束。
4、规定时间内全部完成,每超时3分钟,从总分中扣1分,总超时10分钟终止作业。
四、考核评分1、监考员负责考场事务,对工件统一编号。
2、采用百分制,100分为满分,60分为合格。
3、各项次配分比例依精度高低和加工难易程度而定。
4、每个尺寸的检测点不少于两点,以最大误差值计算。
5、镶配后,能够互换。
6、评分员:执检公正,检测数据准确。
五、评分标准1、评分原则(1)在规定时间内完成,不加分,也不扣分。
(2)未达到图纸要求的,按评分标准扣分。
(3)依据《钳工应会技能考核项目评分标准》评分。
3、备注同以项目中,有相同内容的,单独检测评分,若该处不合格,应扣该处分。
工具钳工技师操作技能考核评分记录表姓名:准考证号:单位:---------------------------------------装订线---------------------------------------评分人:总分人:年月日(注:可编辑下载,若有不当之处,请指正,谢谢!)。
钳工中级实操考核工件及评分
表(总2页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号: 考生姓名: 考生单位:
考核要求:
1.本题分值:100分
2.考核时间:180分钟
3.具体考核要求:
(1)公差等级:锉配IT7。
(2)形位公差:锉配0.02~0.04mm。
(3)表面粗糙度:锉削Ra3.2。
(4)件1要在一块料上裁出并加工到尺寸。
(5)件2上斜角要与件1配作,配合间隙≤0.04
职业技能鉴定题库统一试卷
钳工中级技能操作考核记录评分表考件编号:考生姓名:考生单位:
评分人:年月日核分人:年月日工量具清单。
国家职业技能鉴定试卷
装配钳工中级操作技能考核评分表
考件编号: 姓名: 准考证号: 单位: ZPQG15-Z-1
试题一 零件加工评分标准(燕尾镶配)
序号 项目
技术要求 配分 评分标准 实测结果
扣分 得分 1 件 1 20±0.04 10/2 每超差一处扣5分
2 24±0.06 6 超差全扣
3 10±0.15 2 超差全扣
4 α±4′
10/2 每超差一处扣5分
5
5 超差全扣
6 φ10H7、Ra1.6 2 超差全扣
7 Ra3.2 4/4 每超差一处扣1分
8 件 2 20±0.03 6 超差全扣 9 40±0.15 4 超差全扣 10 φ10H7、Ra1.6 4/2 每超差一处扣2分 11 Ra3.2 3/3 每超差一处扣1分 12 配 合 60±0.08 8/2 每超差一处扣4分 13 45±0.15
8/4 每超差一处扣2分 14
8/2 每超差一处扣4分 15 间隙≤0.06 20/10 每超差一处扣2分
16
17 其 它 缺陷
扣分 表面敲击及其它缺陷每处扣总分1~5分
18
安全文明生产
扣分
按有关安全文明要求酌情扣1~5分,严重扣10分
名 称 燕尾镶配 开始时间
总得分
鉴定等级
中 级
结束时间
评分人: 年 月 日 核分人: 年 月 日。