整体式燕尾镶配件装配工艺分析与制订
- 格式:pdf
- 大小:132.22 KB
- 文档页数:3
凸台燕尾镶配件工艺分析根据零件的结构特征,该零件重点突出钳工锉削技能,锉削加工尺寸更差要求达I T6以上,角度允许差±4’,表面粗糙度R a≤1.6u m,锉削加工平面度、平行度、垂直度、对称度技术要求均要求在≤0.04m m,由于加工精度较高,所以在加工该工件前,应正确选好基准(包括画线基、准测量基准),采用合理的加工步骤和合理的检测方法。
二工业分析1·工件变形分析及控制方法该工件由于厚度薄,加工难度较大,工件在加工时容易变形因为材料厚度仅为5m m,在加工过程中稍有不注意或是没有按正常加工步骤加工,便会使工件变形(变形部分主要是在加工槽时,操着不当使外形及槽尺寸增大,变形量在0.10m m左右),将无法保证原有的加工精度。
所以针对工件的结构特征,应该制定合理的加工工艺方法。
1)加工时应先加工碟形时。
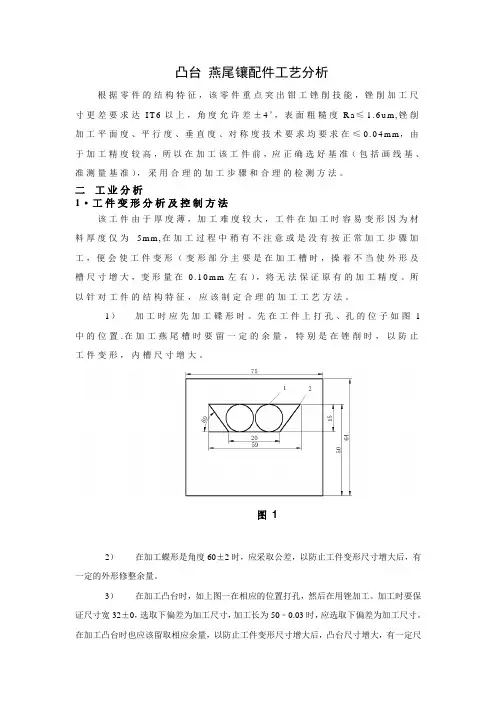
先在工件上打孔、孔的位子如图1中的位置.在加工燕尾槽时要留一定的余量,特别是在锉削时,以防止工件变形,内槽尺寸增大。
图12)在加工蝶形是角度60±2时,应采取公差,以防止工件变形尺寸增大后,有一定的外形修整余量。
3)在加工凸台时,如上图一在相应的位置打孔,然后在用锉加工。
加工时要保证尺寸宽32±0,选取下偏差为加工尺寸,加工长为50﹣0.03时,应选取下偏差为加工尺寸。
在加工凸台时也应该留取相应余量,以防止工件变形尺寸增大后,凸台尺寸增大,有一定尺寸修整余量。
4)在加工凸台、燕尾时,锉削加工时不可用力过猛,锉削起锉时应缓缓用力,避免过重冲击,对工件造成损伤5)工件加工装夹时,应该选择正确的位置,工件被加工部位应放置在台虎钳中间位置。
图26) 在工件加工时,为了防止变形、在锯削时按下图的方法步骤锯削,因为其中任一部分的连续加工,切削的温度上升过高,当材料锯削分离时,材料就会发生变形。
因此、工件在加工时,工件两边应该同时加工,工件在锯削时速度应该放慢一些(理论证明,工件在加工时速度较慢的加工方法对防止工件变形是有效的方法,它使工件的变形量不大与0.03mm)。

钳工双燕尾镶配件毕业设计篇一:钳工,凸台、燕尾镶配件,毕业设计苏州职业大学毕业论文课题名称凸台、燕尾镶配件学生姓名:张伟年级:机电10大6 专业:模具设计与制造指导教师:俞弘伯院系:苏州技师学院机电工程系提交日期:20XX年5月目录第一部分凸台、燕尾镶配件工艺分析 (1)1、镶配件的结构特征介绍................................................ 1 1、镶配件的加工方法 (3)2、镶配件的测量方法...................................................... 5 第二部分凸台、燕尾镶配件加工工艺过程 (5)1、镶配件件1的加工步骤………………………………………… 72、镶配件件2的加工步骤………………………………………… 93、镶配件相配合的加工步骤………………………………………11第三部分参考文献 (13)第一部分凸台、燕尾镶配件实例介绍1、镶配件的结构特征介绍根据图1-1所示可以看出该零件属于有有凸台、有斜角燕尾,而且还要打孔的配合件,由于燕尾斜角为60°对于内角的加工会比较困难,在加工之前需要将三角锉的一边用砂轮机磨成85°斜角,而且必须将圆弧过渡面磨掉才能加工出这个角。
同时根据考核要求其公差等级为IT8级,铰孔精度为IT7,表面粗糙度:锉配Ra1.6 μm、铰孔Ra1.6μm,可以看出其加工精度属于中等级别。
图1-1考核要求:(1)公差等级:锉配IT8、铰孔IT7 (2)形位公差:0.02-0.03(3)表面粗糙度:锉配Ra1.6μm、铰孔Ra1.6μm (4)时间定额:300分钟(5)其他方面:配合间隙≤0.04mm、错位量≤0.04mm 第二部分凸台、燕尾镶配件工艺分析1、镶配件的加工方法根据其外形特征得出其加工方法为先加工凸件,再加工凹件,然后凹件根据凸件进行配做,应为凸件为外部形状加工,各种尺寸大小,位置精度比较好控制。
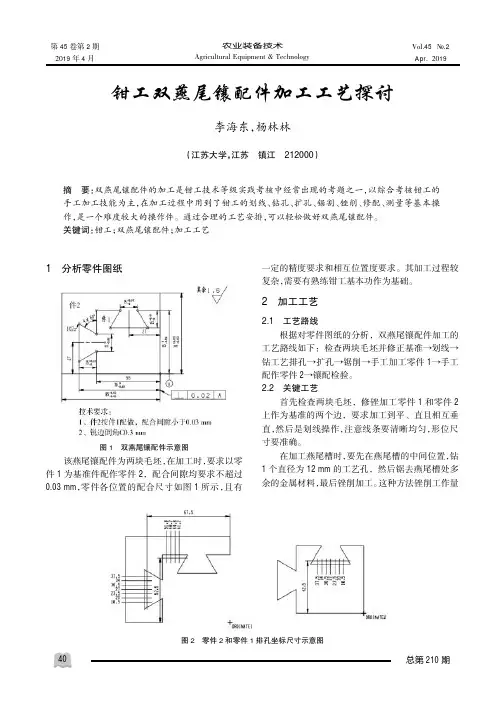
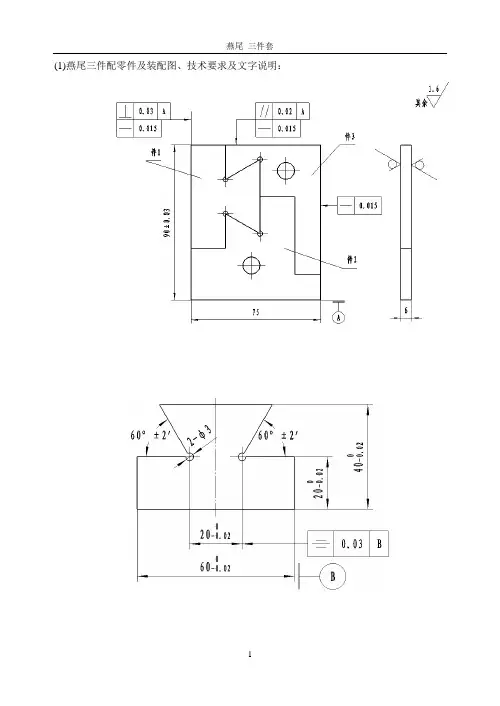
1分析零件图纸图1双燕尾镶配件示意图该燕尾镶配件为两块毛坯,在加工时,要求以零件1为基准件配作零件2,配合间隙均要求不超过0.03mm ,零件各位置的配合尺寸如图1所示,且有一定的精度要求和相互位置度要求。
其加工过程较复杂,需要有熟练钳工基本功作为基础。
2加工工艺2.1工艺路线根据对零件图纸的分析,双燕尾镶配件加工的工艺路线如下:检查两块毛坯并修正基准→划线→钻工艺排孔→扩孔→锯削→手工加工零件1→手工配作零件2→镶配检验。
2.2关键工艺首先检查两块毛坯,修锉加工零件1和零件2上作为基准的两个边,要求加工到平、直且相互垂直,然后是划线操作,注意线条要清晰均匀,形位尺寸要准确。
在加工燕尾槽时,要先在燕尾槽的中间位置,钻1个直径为12mm 的工艺孔,然后锯去燕尾槽处多余的金属材料,最后锉削加工。
这种方法锉削工作量钳工双燕尾镶配件加工工艺探讨李海东,杨林林(江苏大学,江苏镇江212000)摘要:双燕尾镶配件的加工是钳工技术等级实践考核中经常出现的考题之一,以综合考核钳工的手工加工技能为主,在加工过程中用到了钳工的划线、钻孔、扩孔、锯割、锉削、修配、测量等基本操作,是一个难度较大的操作件。
通过合理的工艺安排,可以轻松做好双燕尾镶配件。
关键词:钳工;双燕尾镶配件;加工工艺图2零件2和零件1排孔坐标尺寸示意图Agricultural Equipment &TechnologyVol.45№.2Apr .2019第45卷第2期2019年4月农业装备技术T 21拆销子,T 22拆锁止螺母,T 23拆叶轮,如图9(b)所示。
2.3轴流泵拆卸Petri 网模型根据以上分析,建立Perti 网模型如图10所示。
其中T 01、T 02为空操作,T 6~T 14、T 16~T 20为顺序执行操作,为使图形简洁,用省略符号代替了中间环节。
图中状态库所P 30为从泵站拆除主轴之后的状态,而主轴的德轴承、下端盖、密封圈、下导轴承、导轮等依然连接在主轴上,有可能需要对这些零件进行维修更换,则可另建分支,作为一个分解任务。
燕尾挫配加工总结燕尾挫配是一种常见的连接方式,它常用于连接两个工件,使它们能够相对旋转或滑动。
燕尾挫配件通常由两个部分组成,一部分为凹槽状的燕尾槽,另一部分为凸起的挫齿。
在加工过程中,需要按照一定的参数和工艺要求进行加工,以确保燕尾挫配件的质量和性能。
首先,需要准备好相应的工件材料。
燕尾挫配件通常由金属材料制成,如钢、铝等。
根据工件的材料和尺寸要求,选择合适的原材料,并进行切削和锯割等预处理工艺。
其次,进行铣削加工。
燕尾挫配件的加工主要依靠铣床进行。
在加工前,需要根据图纸和工艺要求,确定加工的尺寸、形状和位置等参数。
然后,将工件夹紧在铣床上,并使用铣刀将燕尾槽和挫齿加工出来。
加工过程中,需要注意加工刀具的选择、切削速度和进给量等因素,以确保加工质量。
加工完成后,还需要进行检查和调整。
首先,使用量具检查燕尾挫配件的尺寸和形状是否符合要求,如燕尾槽的深度、挫齿的高度等。
其次,进行组装试验,将燕尾挫配件与其他配件进行组合检验,确保其连接的牢固性和运动的灵活性。
最后,进行表面处理。
燕尾挫配件通常需要进行表面处理,以提高其耐腐蚀性和外观质量。
常见的表面处理方式有镀镍、镀铬、喷涂等。
选择合适的表面处理方式,可以根据使用环境、工艺要求和成本等因素进行决策。
总的来说,燕尾挫配加工是一项复杂而精密的工艺,需要经验丰富的操作人员和精密的加工设备。
通过合理的工艺规划和加工操作,可以保证燕尾挫配件的质量和性能。
同时,加工过程中还需要注意安全操作,避免发生意外事故。
随着科技的进步,燕尾挫配加工技术将会不断发展,为工件制造和装配提供更加可靠和高效的解决方案。
题目凸台、燕尾镶配件工艺分析与加工姓名崔善功学号 201001210201 系(院)机电工程学院班级 D10机电二班指导教师刘莉职称讲师2013年5月25日目录摘要 (2)第一章、概述 (4)1.1钳工的操作分类 (4)1.2钳工的工作范围 (4)1.3钳工在机械制造和维修中的作用 (4)1.4钳工工作台和虎钳 (4)第二章、凸台、燕尾镶配件实例介绍 (5)2.1镶配件的结构特征介绍 (5)第三章、凸台、燕尾镶配件工艺分析 (6)3.1镶配件的加工方法 (6)3.2镶配件的测量方法 (9)3.3有关工艺尺寸的计算 (9)第四章、凸台、燕尾镶配件加工工艺过程 (12)4.1镶配件凸件的加工步骤 (12)4.2镶配件凹件加工工步 (13)4.3镶配件相配合的加工步骤 (17)注意事项 (17)结论 (18)致谢 (19)参考文献 (20)摘要本文主要介绍了钳工的概念及在机械中的重要性。
凸台燕尾镶配件的加工方法,测量方法以及尺寸的计算。
配件的凸,凹加工步骤,镶配件配合的加工步骤。
关键词:钳工;凸台、燕尾镶配件Abstractthis paper mainly introduces the concept of locksmith and the importance in the machinery. Dovetail convex set accessories processing method, method of measurement and calculation of the size. Parts of the convex, concave processing steps, accessories with processing steps. Keywords: fitter; Convex sets, dovetail with accessories第一章、概述钳工是主要手持工具对加紧在钳工工作台虎钳上的工件进行切削加工的方法,它是机械制造中的重要工种之一。
江苏盐城技师学院教案首页课题:燕尾R镶配教学目的、要求:1.进一步掌握对称工件的加工方法2.加强尺寸控制能力3.进一步提高圆弧加工能力教学重点、难点:掌握对称工件的加工方法授课方法:讲授法演示法实习材料及工量具:71×71 71×71板书设计或授课提纲:一、组织教学㈠.学生按时进入实习教室,检查出勤情况。
检查学生装束是否符合安全操作规程的要求。
(工作服,安全帽,鞋等)㈡。
复习提问 (分钟)㈢.讲授新课1.图样分析:考核要求:(1)公差等级:IT7(2)形位公差:0.03~0.02mm(3)表面粗糙度:Ra1.6μm(4)时间定额:360分钟(5)其他方面:平面配合间隙≤0.02mm、曲面配合间隙≤0.03mm技术要求:曲面配合以件2为基准,燕尾配合以件1为基准,件2配作,配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
2.工艺步骤:1).检查坯料,精加工两组相互垂直的边作基准。
2).按图划线,检查后打样冲眼。
3).加工凸件,按线锯割,去除余料,先加工燕尾,再加工凹圆弧(留修配余量),保证尺寸要求及形位公差要求特别是对称度要求。
4).加工凹件,按线锯割,去除余料,粗锉到线,5).修配,以件1为基准,件2配作,加工燕尾配合。
以件2为基准,件1配作,加工曲面配合。
保证配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
6).修锉外形尺寸,保证70±0.05mm(2处)尺寸精度。
7).倒角,锐边去毛刺。
自检,上交3.注意事项1).件1件2如果分别加工,则完全控制尺寸角度,2).配合加工法用正弦规百分表测量可在加工件时不分加工顺序。
二、示范指导1.示范操作2.分配工作任务三、巡回指导1.巡回指导掌握工艺情况。
2.巡回指导学生安装情况。
3.巡回指导学生检测情况。
四.结束指导小结钳工技能考核评分记录表考件编号: 姓名: 准考证号:单位:。
双燕尾组合件制作方法
嘿,朋友们!今天咱就来讲讲双燕尾组合件的制作方法。
这可真是
个有趣又有点挑战性的活儿呢!
咱先得准备好材料啊,就像厨师要准备食材一样。
得有合适的板材,要质量好的,不然可做不出漂亮的双燕尾组合件。
然后呢,工具也得
齐全,什么锯子、锉刀、尺子等等,一个都不能少。
接下来就是动手啦!先把板材按照尺寸要求裁切好,这就像是给它
塑形,可不能马虎。
然后用锉刀慢慢地把边缘修整光滑,就好像给它
做个美容。
再说说这双燕尾的部分,那可是关键啊!得小心翼翼地用工具一点
一点地雕琢出来。
这就好比是在雕刻一件艺术品,每一刀都得恰到好处。
你想想看,如果雕得不好,那组合起来不就不顺畅啦?那可不行!
在制作的过程中,咱得时刻保持耐心。
就跟钓鱼一样,不能着急,
得等鱼儿上钩。
要是心浮气躁,那肯定做不好。
等双燕尾都做好了,就到了组装的环节啦。
这就像是搭积木,得把
各个部分巧妙地组合在一起。
看看它们是不是严丝合缝,是不是完美
契合。
哎呀,制作双燕尾组合件可不简单呢!但当你看到自己亲手做出的
成品,那自豪感可不一般呐!就好像你培育出了一朵特别美丽的花。
这就是双燕尾组合件的制作方法啦,朋友们不妨去试试,感受一下其中的乐趣和挑战。
相信你们一定能做出让自己满意的双燕尾组合件的!加油哦!。
47 浅谈燕尾工件的制作工艺■郑绍辉 (衢州市工程技术学校(衢州市技师学院) 浙江 324000)【摘 要】燕尾工件锉配,是钳工实习教学中一个非常典型的课题,对深入学习其它课题有很大的影响和帮助。
如何能把燕尾锉配加工好呢?关键是燕尾斜面对称度和尺寸的控制,根据本人教学工作经验,总结了通过圆柱测量法、角度样板及百分表测量相结合能方便、快捷、精确的制作燕尾工件。
【关键词】燕尾对称度;圆柱测量;角度样板;百分表【中图分类号】TG95 【文献标识码】A 【文章编号】2095-3089(2018)25-0047-01 用锉削加工的方法,使两个互相配合的零件达到规定的配合要求,这种加工称为锉配。
锉配是钳工必须掌握的一项基本操作技能,它是对所学过的锯、锉、凿、钻孔、铰孔和测量技能的综合应用。
在众多的锉配课题中,燕尾工件锉配,是一个非常典型的课题,加工这个课题中涉及到小平面的锉削,角度的测量,对称度的测量和斜面位置的控制等。
燕尾锉配加工的学习,对深入学习其它课题有很大的影响和帮助。
如何能把燕尾锉配加工好呢?可以通过圆柱测量法、角度样板及百分表测量相结合的方法,方便、快捷精确的控制燕尾斜面对称度和尺寸精度。
以下图为例。
技术要求1.公差等级:锉配IT8、钻孔IT112.形位公差:锉配直线度、垂直度≤0.03对称度≤0.053.配合间隙≤0.05图纸分析:图中是一个燕尾锉配的课题,燕尾对外形基准面的中心有对称度的要求,在加工过程中必须以外形对称中心平面为基准,通过测量尺寸保证燕尾的对称度要求,以达到控制对称度误差的目的。
图样上要求凹凸件配合后有配合直线度的要求,且凹凸件配合有换向配合间隙要求,即凹凸件配合一次后,要将凸件(或凹件)翻转180°后再配一次,同样要保证配合间隙和配合直线度的要求,要保证配合直线度,就必须保证燕尾的对称度要求,所以保证对称度是燕尾锉配的重点。
燕尾锉配加工工艺:1.自制60°角度样板(图2)2.检查来料尺寸,按图样要求划出燕尾凹凸件加工线。
一、组织教学㈠.学生按时进入实习教室,检查出勤情况。
检查学生装束是否符合安全操作规程的要求。
(工作服,安全帽,鞋等) ㈡。
复习提问 (分钟)㈢.讲授新课1.图样分析:考核要求:(1)公差等级:IT7(2)形位公差:0.03~0.02mm(3)表面粗糙度:Ra1.6μm(4)时间定额:360分钟(5)其他方面:平面配合间隙≤0.02mm、曲面配合间隙≤0.03mm图形及技术要求:技术要求:曲面配合以件2为基准,燕尾配合以件1为基准,件2配作,配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
2.工艺步骤:1).检查坯料,精加工两组相互垂直的边作基准。
2).按图划线,检查后打样冲眼。
3).加工凸件,按线锯割,去除余料,先加工燕尾,再加工凹圆弧(留修配余量),保证尺寸要求及形位公差要求特别是对称度要求。
4).加工凹件,按线锯割,去除余料,粗锉到线,5).修配,以件1为基准,件2配作,加工燕尾配合。
以件2为基准,件1配作,加工曲面配合。
保证配合互换间隙:平面部分≤0.02mm,曲面部分≤0.03mm。
6).修锉外形尺寸,保证70±0.05mm(2处)尺寸精度。
7).倒角,锐边去毛刺。
自检,上交3.注意事项1).件1件2如果分别加工,则完全控制尺寸角度,2).配合加工法用正弦规百分表测量可在加工件时不分加工顺序。
二、示范指导1.示范操作2.分配工作任务三、巡回指导1.巡回指导掌握工艺情况。
2.巡回指导学生安装情况。
3.巡回指导学生检测情况。
四.结束指导小结钳工技能考核评分记录表考件编号: 姓名: 准考证号:单位:。
钳工燕尾镶配件的工艺性分析本文简述了钳工燕尾镶配件的工艺性分析。
标签:钳工燕尾镶配件工艺性0 引言钳工是使用钳工专用工具或设备,对工件进行划线、加工、机械的装配与调试、设备的安装与维修及工具的制造与修理,其它机械加工不能解决的都由钳工来解决的一个工种。
特点是以手工操作为主,灵活性较强,技术要求高。
操作者的技术水平直接影响产品的质量。
在机械制造的生产工件中,大量的工作需钳工去完成,燕尾镶配件是钳工职业鉴定的题目,它的加工方法与加工精度的保证反映了钳工技能操作水平,因此,在加工前应做好以下工作。
分析图样结构及技术要求,制定合理的加工工艺。
①结构:燕尾镶配由凸件与凹件组成板厚4mm,凸件尺寸为70×42+0-0.039,燕尾角度为60°±2′,并钻有2个φ8H7孔,凹件为70×36+0-0.039。
技术要求:以凸件(下)为基准,配作凹件(上)配合互换间隙≤0.04mm;两侧错位量≤0.06mm。
见图一。
■图1 燕尾镶配效果图②为保证配合互换间隙,要保证对称度要求,应选择以凸件为基准,即先加工凸件。
③确定零件加工工序:检查毛坯尺寸(凸件为45号钢,72×44mm;厚度为4mm)→选择划线基准并修整→划凸件尺寸线→钻2-φ2工艺孔→钻铰2-φ8孔→锉削凸件,测量检验修正→划出凹件尺寸线(凹件为45号钢),72×38mm;厚度为4mm)→钻2-φ2工艺孔→钻孔排除余料→锉配→测量检验。
1 燕尾镶配加工工艺过程1.1 先加工凸件①粗精锉削基准面A、B,并保证垂直度、平面度、粗糙度;②以AB为基准按图纸要求划出各尺寸线;③钻2-φ2工艺孔;④钻铰2-φ8孔,并保证其中心距43±0.06 mm;⑤先将1处去除余量,粗精锉削60°±2′,用万能角度尺进行60°角测量;并用φ10检验棒进行检测,φ10检验棒到B面尺寸为58.66mm;⑥再将第2个60度角去除,并进行粗精锉削加工,保证60°±2′,并用两个φ10检测棒进行检测,尺寸为58.66mm;⑦倒2-3×45°。
一、组织教学(5分钟)㈠、学生按时进入实习教室,检查出勤情况。
检查学生装束是否符合安全操作规程的要求。
(工作服,安全帽,鞋等)㈡、复习提问(3分钟)㈢、讲授新课二、教学目的与要求:1、掌握燕尾件的加工步骤2、掌握燕尾件的控制方法及测量方法3、进一步加强尺寸的控制能力.三、图样分析:1、该课题是一个双燕尾凹凸锉配件,件1,件2既凸燕尾,又有凹燕尾。
尺寸寸精度要求高,位置精度要求高。
2、该课题是一个高级工课题配合外形尺寸及配合间隙要求高,难度比较大,所以一定要用尺寸链计算各配合件尺寸。
四、工艺分析:1、检查坯料, 加工两组相互垂直的面作基准。
2、按图样划线 ,检查后再打样冲眼,钻出工艺孔及废料孔。
3、去除件1凹燕尾废料,去除件2左上60°及凹燕尾废料并粗锉至线。
4、粗精加工件1外形尺寸00.0350-mm 和00.0361-mm 及垂直度0.02mm 。
5、去除件1左下60°的废料,粗精加工件1左下60°角燕尾高度0.03012+mm(其燕尾高度要通过尺寸链计算获得)及60°角,其定位尺寸27mm (用芯棒测量控制尺寸来保证)。
然后再去除件1左上60°的废料,粗精加工左上60°角控制燕尾高度尺寸0.03012+mm ,60°2角及尺寸0.03012+mm (用芯棒测量控制尺寸来保证)6、粗精加工件1凹燕尾控制定位尺寸23mm (用芯棒测量控制尺寸),60+2mm ,及凹燕尾高度(其燕尾高度要通过尺寸链计算获得)。
7、钻铰2-8H7mm 并控制中心距及边距。
8、粗精加工件2外形尺寸750.03±mm 和640.03±mm 尽量取中差。
9、粗精加工件2尺寸 00.0315-mm ,凸燕尾高度0.03012+mm 及加工凸燕尾右上角60°,控制定位尺寸28+0.01mm (用芯棒测量控制尺寸),然后再加工凸燕尾左上角60°,控制凸燕尾高度0.03012+mm 及00.0315-mm (用芯棒测量控制尺寸)。