钳工锉配图纸
- 格式:docx
- 大小:138.55 KB
- 文档页数:4

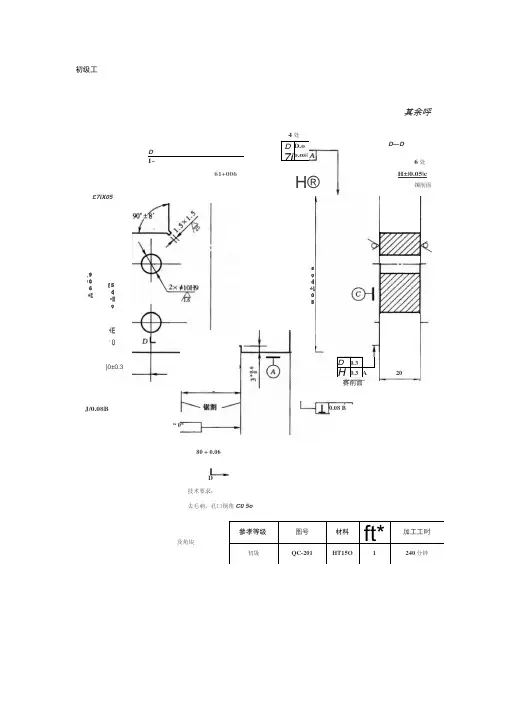
初级工 其余呼£7iX05906+I 19S d -H ofEO-H PJ/0.08B DI~61+006]0±0.3D D.o d 7io.os|4处 H®80 + 0.060.08 B“ 0*D技术要求:去毛剌,孔口倒角C0 5o及角块D —D6处 H±|0.05|c镯削面20s o d +108iD0.3H 0.3 A赛削面參孝等级图号材料ft*加工工时初圾QC-201HT15O1240分钟其余貯30*2—0.15 AJO◎~E_^<ZZA20*F—野-40±0.2560±0.037i■3口0.310.35 C 0.35D锯割面技术要求:2X01OH9—0.121. 锯割面一次完成,不得接锯、修锯.2. 去毛剧,孔口倒角C0.5。
3. 養削面不考核茨面粗糙度。
II 0.08C0.08 B0.05 D5处HD凹形块參考等级图号材料ft*加工工时初级QC-2O3HT1501330分钟其余厅24 ±0.042山0・05]clg o -H oba©Bra处5a 0.051 0X)6B | 〃|()・05|A 丄 |0・05|A|Q爭0芈40 ±0.2550±0・03】技术要求:1. 未注公羞按士 呼IM 作。
2. 螺纹孔不考核粗糙度。
支架级图号材料加工工时初级QC-204451270分钟技术要求:1・118・中分线应与端面垂直。
2.未注公差按土号要求。
參考等级图号加工工时样板初级QC-205 Q235 1 180分钟其余&技术誉求’工件去毛刺、倒棱,以纹孔口倒角C1 •J・o・ozS-H2 S名參考等级/号材料ttft 1■工工耐\称t \初级QC-207 Q235 1 j1.以左侧为基准•右侧配作。
2.检测时将工件断开配合•配合间隙<0.05mm,上下两侧错位■ <0.08mmo 3锯割面不考核粗粗度:D卩.05丄0.06 B 62X08H9技术要求:斜凸滑块參考等级tt*D-D我余&55±0・37.18 .got 29ESI.O-HI3a.o-Ha处56HO-TC31.6S技术要求:1.锯割面一次完成,不得接锯、修锯。