UHMWPE/HDPE的选择性激光烧结及结构性能研究
- 格式:pdf
- 大小:2.12 MB
- 文档页数:6

HDPE激光透射焊接工艺的研究
刘会霞;张惠中;丁国民;王霄
【期刊名称】《材料工程》
【年(卷),期】2008(000)011
【摘要】利用正交试验方法,研究HDPE的激光透射焊接工艺参数对于焊接质量的影响.对焊接样品进行拉伸测试和切片实验,分析各焊接因素对剪切强度和焊缝宽度的影响.结果表明:各焊接因素对焊接强度的影响顺序为:焊接速度→激光器功率→冷却时间→光斑直径→激光器的频率→夹具的夹紧力,并发现激光能量密度过高会导致样品表面焦化形成黑色焊缝,焊缝不均匀则产生伪断裂现象.用极差法确定HDPE 最佳焊接工艺参数.
【总页数】6页(P13-18)
【作者】刘会霞;张惠中;丁国民;王霄
【作者单位】江苏大学,机械工程学院,江苏,镇江,212013;江苏大学,机械工程学院,江苏,镇江,212013;江苏大学,机械工程学院,江苏,镇江,212013;江苏大学,机械工程学院,江苏,镇江,212013
【正文语种】中文
【中图分类】TG156.99
【相关文献】
1.HDPE管道热熔焊接工艺研究 [J], 李琦;李志鹏
2.基于FEA计算机模拟的激光透射轮廓焊接工艺 [J], 鲁家皓;张捷
3.UHMWPE/HDPE的选择性激光烧结及结构性能研究 [J], 朱小康;赵英仑;杨其
4.激光粒度仪法测定HDPE粉末粒度及粒度分布的研究 [J], 陈营
5.有关HDPE激光投射焊接工艺分析 [J], 黄新字
因版权原因,仅展示原文概要,查看原文内容请购买。
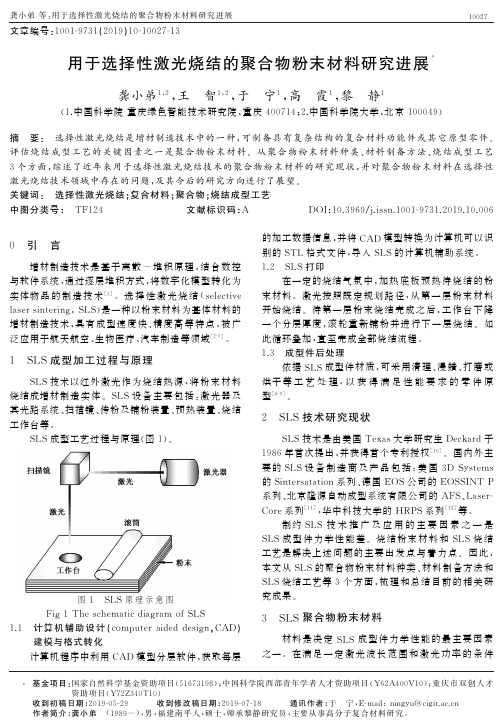
文章编号:1001G9731(2019)10G10027G13用于选择性激光烧结的聚合物粉末材料研究进展∗龚小弟1,2,王㊀智1,2,于㊀宁1,高㊀霞1,黎㊀静1(1.中国科学院重庆绿色智能技术研究院,重庆400714;2.中国科学院大学,北京100049)摘㊀要:㊀选择性激光烧结是增材制造技术中的一种,可制备具有复杂结构的复合材料功能件或其它原型零件.评估烧结成型工艺的关键因素之一是聚合物粉末材料.从聚合物粉末材料种类㊁材料制备方法㊁烧结成型工艺3个方面,综述了近年来用于选择性激光烧结技术的聚合物粉末材料的研究现状,并对聚合物粉末材料在选择性激光烧结技术领域中存在的问题,及其今后的研究方向进行了展望.关键词:㊀选择性激光烧结;复合材料;聚合物;烧结成型工艺中图分类号:㊀T F124文献标识码:A D O I:10.3969/j.i s s n.1001G9731.2019.10.0060㊀引㊀言增材制造技术是基于离散-堆积原理,结合数控与软件系统,通过逐层堆积方式,将数字化模型转化为实体物品的制造技术[1].选择性激光烧结(s e l e c t i v e l a s e r s i n t e r i n g,S L S)是一种以粉末材料为基体材料的增材制造技术,具有成型速度快㊁精度高等特点,被广泛应用于航天航空㊁生物医疗㊁汽车制造等领域[2G5].1㊀S L S成型加工过程与原理S L S技术以红外激光作为烧结热源,将粉末材料烧结成增材制造实体.S L S设备主要包括:激光器及其光路系统㊁扫描镜㊁传粉及铺粉装置㊁预热装置㊁烧结工作台等.S L S成型工艺过程与原理(图1).图1㊀S L S原理示意图F i g1T h e s c h e m a t i c d i a g r a mo f S L S 1.1㊀计算机辅助设计(c o m p u t e r a i d e dd e s i g n,C A D)建模与格式转化计算机程序中利用C A D模型分层软件,获取每层的加工数据信息,并将C A D模型转换为计算机可以识别的S T L格式文件,导入S L S的计算机辅助系统.1.2㊀S L S打印在一定的烧结气氛中,加热底板预热待烧结的粉末材料.激光按照既定规划路径,从第一层粉末材料开始烧结.待第一层粉末烧结完成之后,工作台下降一个分层厚度,滚轮重新铺粉并进行下一层烧结.如此循环叠加,直至完成全部烧结流程.1.3㊀成型件后处理依据S L S成型件材质,可采用清理㊁浸蜡㊁打磨或烘干等工艺处理,以获得满足性能要求的零件原型[6G9].2㊀S L S技术研究现状S L S技术是由美国T e x a s大学研究生D e c k a r d于1986年首次提出,并获得首个专利授权[10].国内外主要的S L S设备制造商及产品包括:美国3D S y s t e m s 的S i n t e r s a t a t i o n系列㊁德国E O S公司的E O S S I N TP 系列㊁北京隆源自动成型系统有限公司的A F S㊁L a s e rGC o r e系列[11],华中科技大学的H R P S系列[12]等.制约S L S技术推广及应用的主要因素之一是S L S成型件力学性能差.烧结粉末材料和S L S烧结工艺是解决上述问题的主要出发点与着力点.因此,本文从S L S的聚合物粉末材料种类㊁材料制备方法和S L S烧结工艺等3个方面,梳理和总结目前的相关研究成果.3㊀S L S聚合物粉末材料材料是决定S L S成型件力学性能的最主要因素之一.在满足一定激光波长范围和激光功率的条件72001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展∗基金项目:国家自然科学基金资助项目(51673198);中国科学院西部青年学者人才资助项目(Y62A400V10);重庆市双创人才资助项目(Y72Z340T10)收到初稿日期:2019G05G29收到修改稿日期:2019G07G18通讯作者:于㊀宁,EGm a i l:n i n g y u@c i g i t.a c.c n作者简介:龚小弟㊀(1989-),男,福建南平人,硕士,师承黎静研究员,主要从事高分子复合材料研究.下,聚合物粉末材料将吸收激光并转化为热量,从而实现粉末材料的烧结成型.但目前满足激光烧结的聚合物粉末材料较少,其主要原因是聚合物粉末烧结窗口窄㊁S L S 烧结工艺精度高[13]以及成型件孔隙率高[14]等.理论上,聚合物材料均可用于S L S 领域.但适用于S L S 技术的聚合物粉末材料需要满足一定的物理标准(球形度㊁粒径分布㊁粉末流动性等)和加工工艺要求(结晶㊁非晶㊁烧结温度区间等).由于高分子材料具有不同的物理性质,导致其材料粉末化制备技术的差异.目前可满足S L S 成型件物理机械性能及成型精度要求的聚合物粉末材料较少.对于结构精度和强度有特殊要求的成型件,现有聚合物本体粉末材料性能无法满足其需求,需要通过聚合物本体粉末材料的改性及复合材料的研究来解决(表1).因此,本文从S L S 领域常用的高分子材料及其复合材料出发,着重总结聚苯乙烯㊁聚酰胺㊁聚丙烯㊁高性能聚合物粉末等方面的研究工作与进展.表1㊀聚合物粉末特性及烧结件力学性能T a b l e 1P o l y m e r p o w d e rm a t e r i a l s a n dm e c h a n i c a l p r o pe r t i e s of s i n t e r e d p a r t s 材料名称制备方法质量分数/%拉伸强度/M P a弯曲强度/M P a粉末粒径/μm 参考文献P S 机械共混乳液聚合机械共混C F :10A l 2O 3:5P E :10-10.4-2.6-8.41505075[21][22][24]P A 机械共混溶剂沉淀碳纤维:40C u 粉:648065.3114-3538[29][32]P P 水分散---2116.627-8960[37][39]P E E K 机械共混机械共混G P :5C F :1060.0109--6055[43][44]P E S机械共混机械共混C N T :10P A :204.213.7--6059[45][46]3.1㊀聚苯乙烯聚苯乙烯(p o l y s t y r e n e ,P S )是S L S 使用广泛的聚合物粉末材料之一,其成型件具有吸湿率低㊁收缩率小㊁成型尺寸精度高[15]的特点.但P S 熔融指数低,粘度大,导致在成型过程中烧结速率慢㊁烧结件致密度差和力学强度低.因此,近年来国内外对于P S 粉末的研究主要集中于提高其烧结速率㊁烧结件致密度与力学强度等方面[16G17].针对P S 粉末材料的选择性激光烧结工艺,S t r o b b e 等[18]调控工艺参数,获得相对密度为94%的S L S 制件.王传洋等[19]研究工艺参数对P S 成型件拉伸强度的影响,通过试验数据对比,P S 成型件拉伸强度值仅为3.6M P a,远低于实际应用要求.杨来侠等[20]在70ħ下预热条件下预热P S 粉末并进行烧结工艺调整,提高了制品尺寸相对误差(1.8%),但P S 烧结制件强度较差,仅为3.2M P a,严重制约其应用范围.为解决P S 选择性激光烧结件的力学强度问题,许多研究者添加无机填料,例如碳纤维(c a r b o nf i b e r,C F )㊁三氧化二铝(A l 2O 3)等作为P S 基体增强相,以提高其力学强度.杨来侠等[21]采用机械搅拌混合的方法制备出碳纤维C F /P S 复合粉末,在最佳烧结工艺参数下,复合粉末试样弯曲强度最高可达7.5M P a ,比纯P S 粉末增加2.8倍.但烧结件中,C F 粉与P S 粉之间有粘结;P S 粉末颗粒表面仅发生微熔,颗粒之间存在大量空隙.Z h e n g 等[22]发现在P S 基体中加入纳米A l 2O 3粒子,可提高材料对激光的能量吸收率,进而增加烧结制件致密度和力学强度,其拉伸强度可提高至300%,达到31.2M P a ,冲击强度增加50%,达到12.1k J /m 2.N a z e m o s a d a t 等[16]使用诱导成球法制备出P S /A l 2O 3复合粉末,其制件烧结密度提高至81.3%.郑海忠等[23]采用乳液聚合法制备A l 2O 3/P S 复合粉末,探索复合材料烧结性能;该粉末材料具有核G壳式复合结构,提高了纳米粒子与聚合物基体的相容性以及复合材料的烧结性能.提高P S 烧结强度的一条有效途经是P S 与其它高分子材料共混制备P S 高分子合金.Y a n g 等[24]采用机械共混法制备P S /P E (p o l y e t h yl e n e ,P E )复合粉末,并研究其烧结件的尺寸精度和力学性能.在同样的工艺下,P S /P E 复合粉末烧结件Z 向尺寸绝对偏差值比纯P S 烧结件提高62.8%,弯曲强度可达8.9M P a.周泽全等[25]采用机械共混法制备成分比例不同的P S/P A 12复合粉末;当P S 质量分数占复合材料20%时,复合粉末烧结成型件的各项性能均提高.3.2㊀聚酰胺聚酰胺(p o l ya m i d e ,P A )具有熔融粘度低㊁烧结热性能好㊁力学性能优良等特性,是一种常用的S L S 成型高分子材料[26].但P A 中所含的酰胺基团易与水分子形成氢键,吸湿性强;其残留水分在烧结成型过程影响材料粘结性,进而影响成型件力学强度.因此,P A 在烧结成型前,需进行脱水与除湿处理.目前,P A 在S L S 成型领域的研究,主要集中于在基体中添加无机820012019年第10期(50)卷填料㊁金属粉末和聚合物材料,并调控工艺参数,以提高其制件力学强度.增强P A 力学强度的方法主要是添加无机填料.C a n o 等[28]在P A 12中添加玻璃微珠制备复合材料,研究其S L S 成型件在不同温度下的拉伸断裂行为.复合材料成型件-50,23,50ħ的弹性模量分别为63,29和20M P a.烧结件中玻璃的粘附性随着温度的升高而降低,从而导致成型件拉伸强度降低.吴琼等[29]采用机械共混法制备P A 基短切碳纤维和P A 复合材料粉末;碳纤维经过硝酸氧化并高温处理后,当质量分数达到40%时,烧结成型件拉伸强度由45M P a 提升至80M P a ,弯曲强度由51M P a 提升至114M P a.唐城城等[30]采用熔融共混法制备A l 2O 3/P A 12复合颗粒料,辅助低温粉碎法获得复合粉末,并进一步分析A l 2O 3/P A 12复合粉末的S L S 成型性,以及热处理对S L S 成型试样致密度的影响;研究表明加入A l 2O 3粒子有助于提高烧结件相对密度,工艺优化后烧结件相对密度可达84.5%(图2).W a n g 等[31]通过溶剂沉淀法制备直径为20~80μm 的细粒径P A 6/S i O 2复合微球粉末(图3).加入S i O 2可减少S L S 成型过程中复合材料的吸水率;烧结窗口从17.2ħ拓宽至19.9ħ,结晶度从50.3%提高到57.4%,提高了烧结成型件精度;但无机粒子与基体的相界面相容性差,表面空隙导致烧结成型件力学强度低.图2㊀A l 2O 3/P A 12复合粉末S L S 烧结试样[30]F i g 2S L Ss p e c i m e no fA l 2O 3/P A 12c o m p o s i t e p o w Gd e r [30]图3㊀P A 6多孔微球S E M 图,P A 6/S i O 2复合微球SE M 图[31]F i g 3S E M p h o t o g r a p h s o f P A 6p o r o u sm i c r o s p h e r e s ,P A 6/S i O 2c o m p o s i t em i c r o s p h e r e s ㊀㊀目前用于S L S 领域的金属基P A 材料与成型方法研究较少,主要是因为金属材料与高分子材料的相容性差.闫春泽等[32]采用溶剂沉淀法制备P A 12覆膜铜粉复合粉末材料,并研究粉末的热行为以及烧结件的力学性能.复合粉成型件的弯曲强度㊁模量㊁硬度均高于纯P A 粉烧结件;当铜粉含量为50%(质量分数)时,各项性能达到峰值(弯曲强度65.3M P a㊁模量3.2G P a ㊁硬度110H R L ).在P A 基体树脂中添加聚合物材料,是增加P A材料力学强度的主要方法之一.S a l m o r i a 等[33]采用机械搅拌将高密度聚乙烯与P A 粉末进行一定比例混合,并进行激光烧结;高密度聚乙烯与P A 等比例混合粉末烧结成型件的孔隙率最低.S a l m o r i a 等[34]用聚对苯二甲酸丁二醇酯代替聚乙烯,通过机械混合制备P A 12/P B T 复合粉末提高P A 烧结件性能.其成型件中的聚对苯二甲酸丁二醇酯颗粒可增强材料粘弹性,提高抗疲劳性能;复合材料添加10%(质量分数)聚对苯二甲酸丁二醇酯,弯曲模量由245M P a 提高至257M P a .3.3㊀聚丙烯聚丙烯(p o l y p r o p yl e n e ,P P )作为典型结晶性聚合物,加工性能优异,具有成型速率快㊁烧结致密度高的92001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展优点[35].但P P 粉的激光烧结成型件容易出现翘曲㊁收缩变形现象,严重影响精度和强度等性能.P P 粉末的S L S 成型件力学强度由其粒径大小及其分布㊁堆积密度㊁结晶性能等因素决定.L i u 等[36]采用化学反应器制备超细粒径的P P 粉末,平均粉末尺寸为28μm ,符合S L S 成型工艺对粉末尺寸要求,但粉末形貌粗糙,影响烧结件成型致密度.马云鹏等[35]采用诱导成球法制备P P 粉末,其聚丙烯粉末堆积密度最高0.457g /c m 3,适合用于S L S 成型工艺;但诱导成球法制备所得粉末表面光滑性差,存在大量横沟状缝隙,可烧结性降低(图4).杨旭生等[37]采用水分散法制备P P 粉末,并与溶剂沉淀法制备的样品进行比较,发现水分散法所得P P 粉表面更光滑㊁表观平均密度提高了0.2g /c m 3;所得成型件拉伸强度为21M P a㊁弯曲强度为27M P a ㊁弯曲弹性模量为1.3G P a,但整体力学强度仍小于溶剂沉淀法P P 粉末成型件的力学强度(拉伸强度29M P a ㊁弯曲强度37M P a㊁弯曲弹性模量1.6G P a ).S h a h z a d 等[38]采用热致相分离合成均相球形A l 2O 3/P P 复合粉末,并研究其烧结性能;A l 2O 3粒子可增加制件致密度,复合粉末制件烧结密度高达89%,但烧结制件表面粗糙,表面精度差,无机粒子与聚合物基体间相界面排斥问题仍然存在.Z h u 等[39]对比研究P P 粉末的S L S 和注射成型的熔融指数㊁结晶特性及力学性能;其S L S 成型件的拉伸强度和拉伸模量分别为19.9和599.1M P a,注射成型件分别为16.6和349.1M P a ,两者差异是由于P P 在S L S 成型过程中具有更高的结晶度,使其成型件具有更高的拉伸强度和模量.图4㊀P P 粉碎粉末,P P 诱导成球微球粉末[35]F i g 4P Ps m a s h p o w d e r a n d s p h e r i c a l po w d e r [35]3.4㊀高性能聚合物粉末高性能聚合物粉末的主要代表包括聚醚醚酮[40](p o l y e t h e r e t h e r k e t o n e ,P E E K )㊁聚醚砜[41](p o l ye t h e r Gs u lf o n e ,P E S)等.与普通聚合物粉末相比,高性能聚合物粉末具有更高的机械强度,耐高温㊁耐酸碱㊁抗疲劳等性能.然而,适用于S L S 的高性能聚合物粉末材料制备方法㊁烧结成型工艺㊁成型件力学强度等问题,一直制约着高性能材料在S L S 成型领域的扩展和应用.提升P E E K 的S L S 成型件力学性能,主要采用添加无机填料的方式.G h i t a 等[42]研究P E E K 的S L S成型件力学性能及影响因素,其成型件机械强度要远高于P A 成型件,但只及P E E K 注塑成型件机械强度的一半.W a n g 等[43]将P E E K 与石墨简单机械混合制备复合粉末,然后用S L S 加工成型;当添加石墨质量分数提高到5%,烧结件拉伸强度比纯P E E K 制件提高36%;烧结件断裂面的微观结构可观察到石墨与P E E K 明显的分层现象,表明基体与增强体间粘合性差,容易影响烧结件的其它力学性能(图5).Y a n [44]等采用机械混合法制备高强度C F 增强P E E K 复合材料粉末,对C F /P E E K 复合材料进行烧结模拟研究;该复合材料具有比注射成型件更高的拉伸强度和弹性模量,最大拉伸强度达到109M P a,而且弹性模量为7.4G P a ,比纯P E E K 注塑成型高85%.聚醚砜在S L S 成型领域的研究集中于其复合材料粉末的制备㊁烧结工艺等方面.方静等[45]以P E S 为基体,添加增强体松木粉及少量碳纳米管制备复合粉末;采用S L S 成型工艺制备烧结件,并研究其力学性能㊁微观形貌和烧结机理.随碳纳米管含量的增加,以P E S 为基体的烧结件力学性呈现先增高后降低的趋030012019年第10期(50)卷势;但由于增强体和基体制件的相界面兼容性差,导致烧结件在烧结颈处容易出现断裂.Z h a n g 等[46]将P E S GHm A 和P A GB 249通过混合制备复合粉末;复合粉末S L S 成型件力学性能比纯P E S GHm A 烧结件拉伸强度增加71.7%,弯曲强度增加24.4%,冲击强度增加102.1%.图5㊀P E E K /5%石墨片结构C T 二维和三维图[43]F i g 5P E E K /5%G Ps a m p l e :m i c r o GC T2D i m a g e a n d 3D i m a ge [43]4㊀S L S 聚合物粉末材料制备方法材料的制备方法极大影响高分子粉末材料的球形度㊁表面形貌㊁粒径及分布等物理性质.国内外适用于S L S 高分子物粉末材料的制备方法主要是物理法和化学法.4.1㊀物理法物理法是采用物理方式制备高分子粉末材料,典型备方法包括,机械粉碎法[11]㊁球磨法[47]㊁溶剂沉淀法[16]㊁诱导成球法等.机械粉碎法是聚合物粉末材料最常用㊁最经济的制备方法,通过机械机构与颗粒间的高速度㊁高频率相互作用力细化高分子材料,但该方法制备的粉末形状不规则㊁粒径尺寸分布宽㊁流动性差.李忠容等[48]采用涡轮膨胀制冷法(图6)破碎制备聚乙烯醇粉末,平均粒径<165μm .汤教佳等[26]通过深冷机械粉碎法制备纯P A 及P A /S i O 2复合粉末,平均粒径<100μm .所得纯P A 粉表面存在锯齿状片层,但加入S i O 2后,可改善其表面形貌,更适合于S L S 成型工艺.图6㊀机械粉碎设备示意图F i g 6S c h e m a t i c d i a g r a mo fm e c h a n i c a l c r u s h i n g e q u i pm e n t ㊀㊀相比于机械粉碎法,球磨法(图7)通过球体之间的碰撞对聚合物粒料进行研磨,所得粉末的形状更加规整㊁具有良好的流动性,但球磨法存在操作复杂㊁生产效率低的问题.A t h r e ya 等[50]通过机械球磨混合P A 12和炭黑制备复合粉末,该复合粉末球形度高,粒径均一(平均粒径约为40μm ),炭黑分布在P A 12粉中,无明显相分离;所得S L S 成型件电导率提高约5个数量级.但炭黑阻碍粉末间的融合,导致烧结成性件力学性能降低.G u o 等[51]采用球磨方式制备酚醛树脂和石墨复合粉末,粒径尺寸为75~150μm ;其S L S 成型件导电性和力学强度同时提高.金光辉等[47]采用机械球磨法制备的聚己内脂和纳米羟基磷灰石复合粉,具有良好的力学强度和细胞粘附性(图8),可作为人工骨支架S L S 成型工艺原材料.溶剂沉淀法,即在一定温度或压力下,将聚合物溶解在溶剂中得到聚合物饱和溶液,并通过降温或者加入沉淀剂,降低聚合物在饱和溶液中的溶解度,得到聚合物粉末析出物(图9).B a i 等[52]采用溶剂沉淀法制备0.1%(质量分数)碳纳米管与P A 12的S L S 烧结粉末,粉末平均粒径57.2μm ,粒径分布窄,且碳纳米管均匀分布于粉末表面;其S L S 成型件的导热性和力学性均显著提高.W a n g 等[27]采用溶剂沉淀法制备PA 12微球粉末,配制甲酸㊁P A 12及分散剂的混合溶液,加入沉淀剂乙醇,在过饱和状态下,P A 12相分离从溶液中析13001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展出,从而得到平均直径范围为39.2~128.9μm 的P A 12微球粉末(图10).W a n g 等[31]采用溶剂沉淀法制备P A 6/S i O 2复合微球粉末,粒径为20~80μm ;该复合粉末粒径处于最佳烧结粒径范围,所得复合粉末的烧结器件精度高于纯P A 6材料,且制品表面缺陷得到明显改善.图7㊀球磨法示意图[49]F i g 7S c h e m a t i c d i a gr a mo f b a l lm i l lm e t h o d [49]图8㊀不同人工骨支架表面细胞黏附情况[47]F i g 8C e l l a d h e s i o no f s c a f f o r d s i ne a c h g r o u p u n d e r s c a n n i n g e l e c t r o nm i c r o s c o p y[47]㊀㊀诱导成球法,即将形状不规则粉末置于由分散介质和表面活性剂等组成的分散液体中,体系在升温和保温过程中,熔融状态的粉末在表面张力作用下收缩成球,最终得到球形度较高的聚合物粉末(图11).马云鹏等[35]采用诱导成球法,通过添加分散介质㊁表面活性剂等极大提高了P P 粉球形度;所得P P 粉堆积密度高,适用于S L S 成型工艺.N a z e m o s a d a t 等[16]使用诱导成球法制备表面涂覆P S 的球形A l 2O 3粉末,可有效提高P S 涂覆过程的均匀性,从而把烧结件的烧结密度提高至81.3%,但所得烧结制件表面形貌粗糙,表面颗粒感明显.杨旭生等[37]利用水分散法提高粉末烧结性能,通过添加表面活性剂和成核剂炭黑,使处于高温高压下的粘流态P P 均匀分散于水中,然后通过控制降温过程,得到冷却结晶后微米级的P P 粉末,其表面光滑,致密度高,可用于S L S 工艺.4.2㊀化学法化学法主要是利用高分子材料与相容剂与填料之间的化学反应,制备出粒径可控的聚合物粉末,例如,熔融反应挤出法[53]㊁聚合法[23](悬浮聚合㊁乳液聚合)等.230012019年第10期(50)卷图9㊀P A 6/S i O 2复合微球制备流程示意图[31]F i g 9S c h e m a t i c d i a g r a mo f t h e p r e p a r a t i o no f P A 6/S i O 2co m p o s i t em i c r o s p h e r e s [31]图10㊀P A 12微球制备流程示意图[27]F i g 10S c h e m a t i c d i a g r a mo f t h e p r e p a r a t i o no f P A 12m i c r o s ph e r e s [27]图11㊀诱导成球法制备复合粒子示意图[16]F i g 11S c h e m a t i c d i a g r a mo f p r e s e n t a t i o no f c o m p o s i t e p a r t i c l e s v i a i n d u c e d s ph e r o i d i z a t i o n [16]㊀㊀熔融反应挤出法,即将螺杆和料筒组成的塑化挤压系统作为连续反应器,在螺杆转动下,实现高分子材料㊁相容剂和填料等各原料间的混合㊁塑化㊁反应并挤出,得到反应改性聚合物(图12).李海等[54]采用熔融反应一步挤出法成功制备出高密度聚乙烯/聚对苯二甲酸乙二醇酯共混物.过氧化二异丙苯含量对共混体系增容效果大于单体含量体系;当其含量为0.3p h r时,增容效果最佳.肖淼等[55]采用熔融反应挤出法制备聚乳酸/聚己内脂共混材料;在相容剂柠檬酸三丁酯作用下,聚乳酸和聚己内脂间易发生酯交换反应,影响共混材料力学性能;当两者配比质量分数为80/20,相容剂质量分数为8%时,所得材料断裂伸长率可达125%,冲击强度值可达9.8k J /m 2.33001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展图12㊀熔融反应挤出过程图F i g 12P r o c e s s d i a g r a mo fm e l t r e a c t i v e e x t r u d i n g㊀㊀聚合法,即将低分子量的单体通过聚合反应转化成高分子量聚合物.该方法可以通过对聚合反应过程的控制(图13),获得粒径尺寸与分布㊁球形度等可控的粉末材料,是制备适用于S L S 成型工艺聚合物粉末材料的主要方法之一.采用聚合法制得的聚合物粉末材料具有粒径小㊁球形度高的特点,可以提高S L S 成型时的铺粉效率与堆积密度,减少成型时间,提高成型件的力学性能.目前,适用于S L S 工艺的微球聚合法,主要包括乳液聚合和悬浮聚合法.L i u 等[56]通过乳液聚合法制备出符合S L S 成型工艺要求,粒径为30μm ,分布均一㊁分散性和稳定性高的P S 粉末.郑海忠等[23]采用乳液聚合方式制备的纳米A l 2O 3/P S 复合粉末,粒径约为60~100n m ,包覆层厚度约为10~20n m ,不易团聚,纳米粒子分散性好,与基体P S 之间界面相容性高,且所得烧结件致密度高.徐昊垠等[57]通过悬浮聚合法(图14)制备高球形度,平均粒径为40μm 的P S 微球分散性好,但表面有微孔,可能会对烧结性能产生影响.郑瑾等[58]通过悬浮聚合方式,制备以苯乙烯和甲基丙烯酸甲酯为壁材的姜黄色素胶囊微粒,平均粒径约为3μm ,分散稳定性性和均匀度高.图13㊀种子微乳液聚合成核机理[56]F i g 13N u c l e a t i o nm e c h a n i s mo f t h e s e e d e dm i c r o e m u l s i o n p o l ym e r i z a t i o n [56]图14㊀悬浮聚合过程示意图F i g 14S c h e m a t i c d i a g r a mo f s u s p e n s i o n p o l ym e r i z a t i o n p r o c e s s 5㊀S L S 聚合物材料成型件的性能从结晶的角度,聚合物可分为非晶聚合物和结晶聚合物.非晶聚合物粉末的高分子链随机分布,从熔融态到固态没有结晶过程,所得制件翘曲现象小,尺寸精度高;但非晶态聚合物熔融指数低,粘度大,导致在烧结成型过程中烧结速率低,成型件力学强度差[18,59G60].结晶聚合物粉末材料模量和强度高,所得430012019年第10期(50)卷成型件的致密度㊁强度和韧性高;但其熔点以下粉末颗粒粘结度低,导致其在烧结成型时容易翘曲与收缩.由于S L S成型件的力学强度差㊁翘曲和收缩问题,不仅与高分子材料的物化特性有关,也与S L S的成型方式及工艺相关.前文已对材料方面进行了论述,着重分析S L S制备工艺参数对S L S成型件的影响.主要工艺参数包括激光功率㊁扫描方式和烧结温度等.5.1㊀激光功率激光功率是S L S高分子材料成型件致密度的主要影响因素之一,功率越高,成型件的致密度也越高,但超过一定数值后,会出现过烧导致制件翘曲和材料碳化失效现象.波长为10.6μm的红外二氧化碳激光器是高分子材料S L S成型的主要能量源.吴海华等[61]研究了石墨/酚醛树脂混合粉末的烧结固化温度区间,利用有限元法模拟分析激光功率对次级烧结区域大小影响,发现合理调控激光功率,可以提高墨/酚醛树脂尺寸精度,减少成型件翘曲与收缩;烧结实验验证了该分析的合理性.G h i t a等[42]研究激光功率对P E E K成型件力学强度的影响;在一定范围内(8.5~15W)提高激光功率不会明显提升P E E K制件的力学强度.鄢然等[62]研究S L S成型中的激光功率对P S成型件的影响;烧结成型件的尺寸精度随着激光功率的增大而减小,通过响应面法所预测的最大尺寸精度数值与实际值误差不超过7%.5.2㊀扫描方式激光扫描方式也是影响S L S成型件尺寸精度的主要因素之一,包括扫描速度㊁扫描间隙等.由于激光扫描方式决定了激光能量密度的大小与分布,从而影响S L S成型件的尺寸精度.扫描速度越低㊁扫描间隙越小,激光能量密度越高,烧结件的致密度就越高,但翘曲程度增大,S L S成型件的尺寸精度降低.徐超[63]等研究扫描速度和扫描间距对P S/P E烧结件X㊁Y㊁Z方向尺寸精度的影响及规律;扫描速度对X㊁Z方向尺寸影响最大,扫描间距对X㊁Z方向尺寸精度的影响大于Y方向,并通过正交试验和极差分析优化尺寸精度最佳的烧结工艺参数组合.杨来侠等[64]研究扫描速度和扫描间距对聚苯乙烯/聚对苯二甲酸乙二醇酯/玻璃纤维复合材料S L S成型件尺寸精度及弯曲强度的影响;在最优参数扫描速度1700mm/s,扫描间距0.2mm条件组合下,所得烧结件的弯曲强度可达9.7M P a,但此强度下的成型件Z 方向尺寸误差为10%,难以满足精铸要求.5.3㊀烧结温度在S L S成型加工过程中,烧结温度是极为重要的一环.烧结温度不均匀,烧结温度调控差,均会导致成型件性能下降,增加成型耗时量,或无法实施成型过程.烧结温度在成型过程中的影响主要是粉末床温度和铺层厚度相互作用的结果.合理设置粉末床温度,粉末在成型过程中对环境温度敏感性降低,制件翘曲几率就越小;铺层厚度主要影响温度在粉末间的均匀性;层厚过小,会导致铺粉失败,层厚过大,粉末间的温度场分布均匀性低,在激光烧结时粉末颗粒粘结度不同,导致成型件力学性能降低.S t r o b b e等[18]利用扫描电子显微镜图和粗糙度测量来分析粉末床温度对S L S成型P S单层制件加工性能的影响,通过优化粉床温度,得到相对密度为94%的超高密度成型件.崔建芳等[65]采用正交方差分析法,对P S粉末进行了烧结成型实验并研究其尺寸性能;铺粉层厚对于X㊁Y平面上的尺寸精度影响最大,平均尺寸误差分别为-0.37和-0.23mm,而在Z方向上,粉末床温度影响最大,平均尺寸误差为0.06mm.王春博等[66]通过有限元分析法研究粉末床温度对烧结成型的影响,结果表明预热粉末床温度场分布不均,导致成型件中心与边缘区域烧结存在显著差异.6㊀结㊀语3D打印中的聚合物S L S成型技术是材料科学㊁机械制造㊁软件工程等多学科交叉融合的新兴领域.新型聚合物材料的研发㊁聚合物粉末材料的制备㊁S L S 工艺的优化一直是聚合物S L S成型领域的研究重点.从上述几个方面,综述了近年来聚合物S L S技术的研究进展和成果:适用于S L S技术的聚合物本体材料增强相(无机填料㊁金属材料㊁聚合物合金等材料),可有效提高聚合物粉末材料的机械性能,并获得广泛应用验证.多种物理与化学的方法扩宽了获得具有理想球形度与粒径尺寸分布的聚合物粉末材料的途径;相比于依靠机械力减少颗粒尺寸的物理制备法,通过聚合物合成㊁添加化学助剂等的化学方法制备出的聚合物粉末材料,具有良好的球形度㊁较小的粒径㊁较好的尺寸均一性.随着聚合物材料S L S技术的推广与应用,扩宽了聚合物材料的成型手段与制备方法,今后可能的重点研究方向如下:(1)㊀聚合物S L S在线监测技术:由于缺乏基于聚合物粉末的S L S的工艺 结构 性能之间耦合关系的深入理解,导致目前对于聚合物材料的S L S技术的研究停留在经验性研究层面.虽然,数值模拟已被证明是理解分析聚合物粉末材料S L S成型过程中热力学行为的有用工具,即利用高分子复合材料的物理化学性质建立的多物理模型可有效揭示和预测材料熔合的动力学行为㊁三维温度分布和残余应力等,但仍需将其与在线监测技术相结合,揭示S L S成型过程中聚合物粉末材料形成机理,以控制粉末的形貌和组成,从而为S L S成型件的几何构型㊁材料和结构设计以及S L S工艺参数的优化提供指导.(2)㊀聚合物S L S技术的高精度㊁高性能成型件53001龚小弟等:用于选择性激光烧结的聚合物粉末材料研究进展。

激光选区烧结成型材料的研究和应用现状激光选区烧结(LaserAssistedSelectiveSintering简称LASS是一种利用激光烧结粉末成形技术,它具有快速成形的优势,可以制造出精度高、表面光洁度好的形状复杂的三维零件。
激光选区烧结材料一般指通过激光烧结形成的金属、塑料和陶瓷等材料。
近年来,激光选区烧结技术在信息、电子、航空航天、机械、制药、化工、汽车、火力发电等领域发挥着重要作用。
它在航空航天、机械、电子制造领域应用最多。
首先,激光选区烧结在航空航天领域发挥着重要作用。
它可以用来制造航空航天发动机零件,如叶片、机壳、排气管等。
它的用途不仅限于制造发动机部件,还可以制造卫星的机壳、维修发动机和火箭发动机,以及电话卫星的控制装置。
另外,它还可以制造涡轮发动机的零件,如外壳、旋转部件和气动部件。
其次,激光选区烧结在机械制造领域也有重要应用。
它可以用来制造机械零件,如齿轮、轴承、螺丝和密封件等,以及汽车零部件,如发动机或变速器等。
此外,它还可以用来制造高精度的微型零件,如手表件、钟表件、汽车零部件等。
第三,激光选区烧结在电子制造领域也有重要应用。
它可以用来制造系统集成电路、半导体器件、多层电路板、复杂的晶体管和光电器件等。
此外,它还可以用来制造复杂的电子组件,如数据芯片和多层电路板等。
此外,激光选区烧结也在制药、化工、汽车、火力发电等领域发挥着重要作用。
它可以用来制造具有高精度的医疗仪器和药品零件,如注射器和药瓶等。
它还可以用来制造化工和汽车行业的零件,如塑料泵和汽车部件等。
从以上讨论可以看出,激光选区烧结技术已经发展成为一种被广泛应用的成形材料的制造技术,其应用面广泛,各行各业用上它,可以提高产品质量、降低成本。
然而,激光选区烧结技术也存在一些问题,比如烧结温度控制不是太精确、烧结过程中会产生烟尘等。
必须继续努力改进激光选区烧结技术,以满足不断发展的现代制造业的需要。
综上所述,激光选区烧结是一种有效且可靠的成形材料制造技术,它在航空航天、机械、电子制造和其他行业发挥着重要作用,在制造过程中能够提高效率,减少成本。
选择性激光烧结技术原材料及技术发展研究杨洁;王庆顺;关鹤【期刊名称】《黑龙江科学》【年(卷),期】2017(8)20【摘要】选择性激光烧结技术是RP&M(Rapid Prototyping&Manufacturing)技术中发展最快和应用最广的技术之一,是一种基于离散—堆积原理的快速成型技术.它选材广泛,操作简单,产品的复杂程度不会对其产生影响,可以直接烧结成件,广泛应用于制造业,选择性激光烧结技术的发展受到越来越广泛的重视.如果突破瓶颈,有望在未来一段时间内得到普及.未来随着SLS技术的快速发展,将会对设备的研发、技术的应用、新工艺和材料的研发产生更为积极的影响,对传统制造业迈向环保、节能、高效发展提供了巨大的推动力.介绍了选择性激光烧结技术的成型原理和特点,概括阐述了SLS技术中应用较多的原材料的研究现状和应用,分析SLS技术产业化存在的问题及可能解决的途径.【总页数】4页(P30-33)【作者】杨洁;王庆顺;关鹤【作者单位】沈阳大学机械工程学院,沈阳110044;沈阳大学机械工程学院,沈阳110044;沈阳大学机械工程学院,沈阳110044【正文语种】中文【中图分类】TB383.3【相关文献】1.选择性激光烧结用原材料的研究进展 [J], 吴琼;陈惠;巫静;夏笑红;许小曙;边宏;刘洪波;2.选择性激光烧结成形设备及原材料的研究现状 [J], 宫玉玺;王庆顺;朱丽娟;杨洁3.选择性激光烧结技术在汽车空调试验领域的应用 [J], 周旭;岳双成4.基于选择性激光烧结技术的牵引式义肢设计研究--以义肢Cyclone为例 [J], 赵阳臣;范颖5.选择性激光烧结用原材料研究进展 [J], 姜凯译;郭艳玲;刘祥因版权原因,仅展示原文概要,查看原文内容请购买。