制程检验规程
- 格式:doc
- 大小:85.00 KB
- 文档页数:2
机械加工制程检验规程一、目的:根据公司在机械加工中批量生产的特点特制定此检验规程。
二、范围:适用于本公司自制零件各工序的检验。
三、具体检验项目如下:1、落料(数控冲,数控剪,冲床,俗称展开图):⑴确认其材质、板厚是否与图相符,我公司所使用的板材主要有冷轧钢板、镀锌钢板、不锈钢板、热轧钢板、镀锌花纹板、铜板、以及铝板应注意其表面要求是雾面,镜面还是拉丝面,不可搞错。
⑵外观1)有无毛边毛刺,锐角,划碰伤,接刀痕,锈蚀;2)面板类,板材在去除毛边时,要特别注意不可被打磨成斜面(四角);3)如果此产品下道工序须作拉丝处理那么板材表面的划碰伤及毛刺只要不是很明显的手感即可接收,如为镀锌、镀铬等不需喷塑的需保护;4)在下料时还应注意其板材是否平直,不可有明显的波浪状及滚辊印痕。
⑶尺寸检验必须将其四周及孔的毛边毛刺,接刀痕去除于净,并且要产品校平后才能进行测量,否则会影响对产品尺寸的测量及判断。
⑷摆放及保护是否合理此方面主要依据作业指导书上的要求执行检验,要求贴膜保护,用隔板隔离的一定要遵照执行,如果工件摆放过高,四角要用透明打包胶带包好,以免在运输过程中发生倒塌及碰撞,损坏工件表面。
⑸现场有无作自检记录,记录是否真实,写的是否规范等。
⑹上述检验项目不可漏掉任何一项,当全部合格时方可下转。
2、数控折弯,冲床成型。
⑴确认其材质,板厚是否与图相符;⑵外观:表面有无明显之折痕,变形,折斜,划碰伤,接模痕等不良;⑶角度:每一刀的角度依图面清楚进行检测,对于折弯角度较复杂要求较高的工件,可做检具加以控制;⑷方向:在看折弯方向时先弄清楚图面要求的是什么视图方法(第一角,第三角还是机械视图)当发生折弯成型后毛边在正面一定要对折弯方向重新进行确认是否折反。
⑸尺寸:1)依图量测所有折弯尺寸;2)重点尺寸(图纸提示,有特殊标注或标有公差的尺寸)应予以重点控制,特别是那些不易测量,客户有投诉过的重点尺寸一定要设计检具进行控制;3)对不重要的尺寸如加强筋,工艺加强尺寸只要与图纸无太大的差别即可。

1.核对BOM:1-1检验生产线上的产品料号和其各部件的料号是否和BOM上一致。
1-2.检测设备均已校正合格及确保有效期内使用。
2.首检:2-1.生产线刚生产加工或生产过程中换人、换料的第一批(至少取10PCS)产品作首件检验并记录。
2-2.如首检不合格,应立即通知有关(工程、制造)主管。
2-3.只有首检合格后,才允许继续生产。
3.检查作业指导书:3-1.检查作业指导书是否与生产线上所生产产品和工序是否一致。
3-2.检查作业员的作业动作是否符合作业指导书。
3-3.检查以下各表格的使用情况,并作出相应的反应。
预测试不良品记录表作业指导书 X-R图端子机外模测试不良品记录表机器操作说明书 P-CHART图预测试设备效率表(端子机、成型机)设备每日保养卡外模测试外观检验不良记录表成型机操作规范员工技能卡成型机记录表4.巡回检验:4-1.检验员每两小时巡回检验一次,抽取各工序半成品50PCS进行检验,看其是否符合技术要求,并记录于IPQC记录表上,对各领班确认并执行矫正措施进行追踪记录。
4-2.检验员每隔半天或每次调试端子机模后,测量一次端子高度及铆合拉力,每次测量5PCS,并记录于端子铆合高度/拉力记录表上。
4-3.检验员每二小时记录成型机压力及温度于成型机检验表上,检验成型机温度和压力是否出现漂移现象。
5.异常反映及追踪:5-1.制程品质出现异常时,反映生产单位填写生产线问题反映单。
5-2.制程品质异常改正处理措施落实后立即追踪。
5-3.把追踪情况填入IPQC记录表。
5-4.每天填制P-Chart和X-R图。
5-5.每月根据产品品质情况,绘制柏拉图,并分析不良原因。
6.5S查核表记录。
7.每天上交前天各站DPM。
核准:审核:制订:。


-制程检验规程编制/日期:审批/日期:受控状态/受控号:持有人:颁布日期: 2004. 05. 28 生效日期: 2004. 06. 01 分发范围:文件更改记录1.目的为本公司产品生产过程检验制定作业原则,尽可能防止批量报废。
2.范围适用于本公司产品生产过程检验的控制。
3. 职责3.1 品保部负责本文件的全面实施;3.2 生产部负责各生产工序的自检工作。
4. 内容4.1 由品保部主管/研发部主管负责,准备并向检验员提供以下检验标准:A、产品/零件的技术标准,如图纸、样品等;B、相应的《SOP》。
4.2 生产调试、自检、首检开始生产前,必须进行调试,由有资格的操作工进行或由领班进行;调试合格后,由操作者自检3件并作标识;然后及时通知制程检验员进行“首件检验”(即“首检”)。
制程检验员“首检”3件,只有3件产品均合格后,取1件做“首件”,才能开始批量生产,否则应重新执行调试、自检和首检程序,直到3件产品均合格为止。
领班对操作者“自检”合格/不合格的真实性负责;品保部主管对检验员“首检”合格/不合格的真实性负责。
4.3 生产工序“自检”和“巡检”批量生产开始后,由该工序操作者自己进行不定时“自检”,制程检验员按“控制计划”及相关文件的规定进行定期“巡检”。
对曾有批量不合格发生或有不良较高记录的产品、不稳定的机器设备、不理想的(如:特采)材料、第一次生产的新机种、新的操作人员等一些不稳定的因素巡检时必须特别注意。
必须确保操作人员的作业与SOP完全相符,若有任何不符必须做好记录,并且要让当班领班签名确认,以防止类似情形再次发生。
若是因SOP不符现状(必要的质控点没有、作业方式会降低生产效率等)需要修改SOP时,制程检验员要求即刻修改:将该站正确的作业方法写入该站SOP中并经原文件核准人签全名及修改日期后有效。
此批生产完毕,必须按《文件控制程序》中规定的文件修改流程执行。
一旦“自检”和“巡检”发现不合格品,制程检验员应对适当时段内的产品进行复检;必要时,由操作者进行全检。
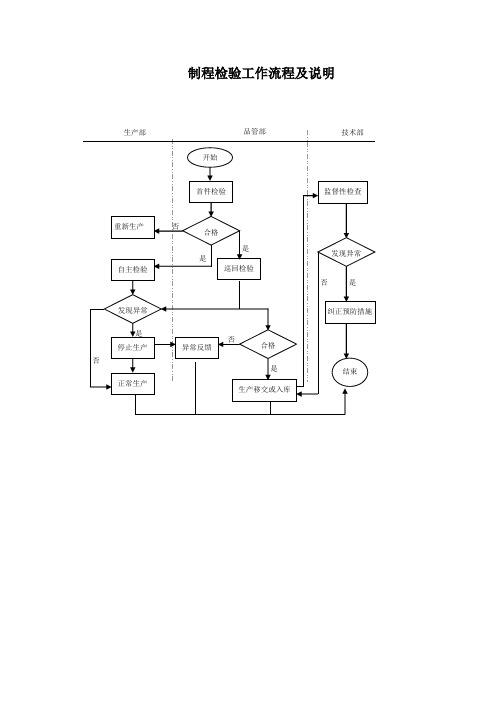
制程检验流程规范编审制核123455.1准目的:为稳定制程及完善管理,达到生产目标。
制程质量控制管理方法核适用范围:本公司所有产品的生产过程均适用,品质部QC人员作业方法指导。
权责:生产部:按生产计划确保产品均在制程要求内生产,并对不良品进行返修。
时机:生产开始时、制程中的检验。
程序内容:品质部:负责制程检验及协助生产异常改善。
流程内容:编审制核5.25.2.15.2.25.2.3制程管制:abc5.2.4生产部将经QC抽检或巡检合格品交于下一工序。
5.35.3.15.3.1.15.3.1.25.3.25.45.4.1 5.4.2QC依据入库抽检方法的相关规定及入库检验规范、样品、图纸进行抽样检验,QC验收完毕,对所验物料合格与否作出判定。
QC巡检作业内容确认首件:当生产开始做首件时,QC收到生产人员送检的首件后,对照样品和《产品检验标准书》中要求对产品进行检验,检验内容为产品外观、性能、尺寸、重量是否符合《产品检验标准书》中的要求,如符合判定为OK,在产品上贴首件标识(填写注意点、检验时间)放置于首件标示处.QC每两个小时对各工位进行抽检或巡检,发现生产异常时及时通知生产组长,并由生产迅速作出处理,并对已生产产品再次检验确认。
1、轻微缺陷产品由生产部人员进行返修处理后交由QC再次确认OK后方可流入下道工序,不良品确认无法返修的可做报废处理。
2、严重缺陷由QC人员确立责任工序后由生产部责任工序人员进行返修处理程序与‘1’相同,同时召集相关人员进行原因分析,填写<品质异常处理单》并跟踪直至结案。
对于不合格物料,QC须立即做好异常标示,通知生产隔离,同时开具异常处理单,组织相关人员进行评审,评审结果又拒收、让步接收、挑选使用。
当生产发生停产超过30分钟以上或设备维修、更换模具、调换工作操作人员时需要责令生产工序组长从新送检产品,此产品确认无误后贴上首件标识后替换之前的首件。
巡检:QC每两小时对生产个工序进行巡查抽检一次,每次至少抽检10PCS进行检验,当发现有不良怀疑时加抽2PCS以上并以AQL0.65进行检验,如确认有不良存在先口头通知生产工序组长然后交至品质主管确认,当确认其不良时有QC开出《品质异常处理单》到工序组长要求其作出改善,且根据品质主管判定不良程度跟踪不良品返修结果并报告品质主管。
制程零件检验规程巡检一、职责:严格按照生产技术图纸对在制品执行首检、巡检、抽检,对不良品、废品进行判定、标识、隔离,并做好相关记录,预防批量不良品、废品的产生及维护在制品的质量稳定。
二、工作流程及规范①、每班次上班前对量、检具进行校对,确保量、检具准确,并不得与操作员共用量具;②严格按照工序图纸对加工首件进行检测,精确无误,方可进行生产,并在工序卡上签名;③巡检过程中对当前加工件进行检测,并对已加工好的零件进行随机抽检,确保产品质量稳定及预防批量废品、不良品的产生。
④对生产过程中尺寸超差现象给予指正、督促、跟踪改善,并在巡检记录中详细注明;⑤当生产过程中发生尺寸超差,该工序操作员不能独立调整、改善时应立即停止加工,及时联系该工序所属车间主任,跟踪改善情况,必要时上报品质主管;⑥技术图纸为生产过程中唯一检测、判定标准,巡检员应公平、公正的完成工作,不受外界干扰,发生批量废品、不良品或重大质量问题时应及时向上报品质主管;⑦对当日生产过程中产生的废品、不良品进行标识、隔离,并做好记录,处罚参照质量管理奖罚条例执行;⑧做好各项检验记录,协助主管完成品质数据统计。
三、检验标准1、机加工车间检验项目检验标准检测量具或方法外观无裂纹、崩缺、气孔、杂质目测尺寸按技术图纸执行卡尺、千分尺、内径量表、塞规形位公差按技术图纸执行千分尺、内径量表、偏摆仪、投影仪等其他技术要求按技术图纸或特定要求执行选用适当量具检测或实际组装测试2、抛光车间检验项目检验标准检测方法外观飞边浇口去除干净,加工表面过渡流畅,不得有明显的砂带痕迹目测字体表面光滑,字体清晰、完整目测外形轮廓保持零件原有形状,接痕顺畅均匀目测3、喷塑车间检验项目检验标准检测量具或方法外观无气孔、气泡,表面无杂质、无流挂、堆积、露白现象目测色泽表面无色差、色泽鲜明,符合样品或客户要求目测附着力不脱漆、掉漆用较尖锐器物敲击、刮划漆面,轻微变形但不能成片脱落变形已加工尺寸或已安装零件烘烤不得发生变化目测、千分尺、内径量表涂层厚度均匀、不得有堆积、凹坑、露白现象目测4、洗油车间检验项目检验标准检测方法外观无磕碰、锈迹、毛刺目测装箱运输按公司要求装框,轻拿轻放,零件摆放不得超过标准高度,精密零件必须隔离,不得直接叠加、堆放目测尺寸已加工尺寸不得发生变化,打磨面光滑平整,处理毛刺、尖角时不得过大或偏小,不得损伤已加工表面目测、专用检具表面处理调好防锈液比例,零件表面洁净,做好入库前防锈目测零件成品检验一、职责:对精密零件执行全检,杜绝不合格品流入到安装车间,对不良品、废品进行分类、标识、隔离,并做好各项检验记录。
1.目的:
为保证公司生产之产品,能达到客户所规定之标准。
2.范围:
适用于本公司整个加工过程。
3.职责:
3.1品管部负责本检验规范的编制及修订。
3.2质检人员及生产部人员负责本检验规范的执行。
4.作业内容:
4.1检验标准及要求
4.2作业员根据品质要求,进行自检,当发现有质量问题必须立即反映给所属单位直接负责人。
4.3质检员按生产部生产的产品进行检验,主要部件全检,一般配件按GB/T2828正常抽样或者按5%进行抽检,检验要求按图纸进行。
并件检验结果记录与《零部件加工检验记录表》中。
4.4质检员检验合格的产品,将合格的产品放置在合格品区,方可流转至下道工序,检验出不合格的产品,按《不合格品控制程序》要求进行处理。