制程检验标准IS-06(OK)
- 格式:doc
- 大小:87.50 KB
- 文档页数:4
【产品检验】制程异常处理规定-按制度管没错1.目的为确保在生产过程中出现不符合产品要求的产品得到识别和控制,以防止其非预期使用或交付,特制定本规范,提供客户良好的质量保证,提高客户满意度。
2.范围适用本公司生产的所有产品,制程生产、制程检验、出货前检验等岗位发现的不满足标准要求之产品。
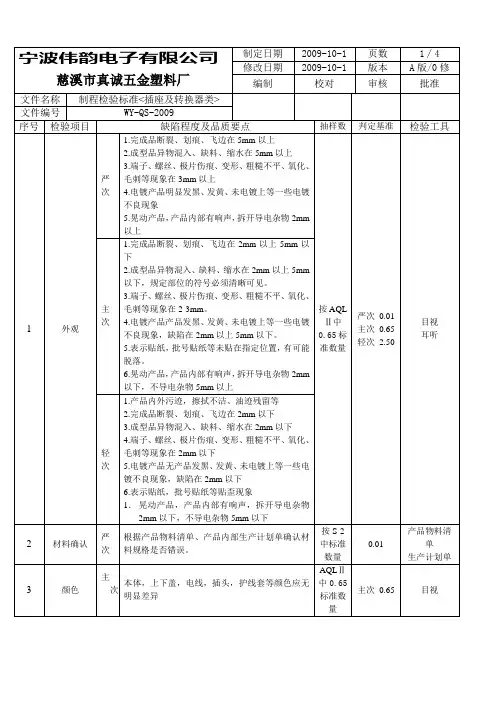
3.定义3.1严重缺点(CRI):严重影响产品功能以致无法使用,或违反法律法规,或造成使用之人身安全之缺点3.2主要缺点(MAJ):其结果或许会导致故障,或实质上减低产品之使用性能,以致不能达成期望之目标3.3次要缺点(MIN):产品之使用性能也许实质上不致减低其期望目的或虽然与设定之目标有差异,但在产品使用与操作上,并无多大影响。
3.4重要原材料定义为:液晶屏、触摸屏+控制卡、AD 板、恒流板、适配器、主板、高压板、OPS、扬声器、内存、硬盘、WIFI+4G+天线类、摄像头+MIC 类、风扇、液晶+TP 全贴合类。
其余为一般材料。
3.5制程异常划分如下两类:A.同一生产订单材料上线率超过规定;①同一订单同材料料号相同问题点:≥50 套产品,一般材料不良率≥10%,重要原材料≥5%;< 50 套产品,一般材料不良数≥5,重要原材料不良数≥3;②同订单同材料料号累计问题点:≥50 套产品,一般材料不良率≥20%,重要原材料≥10%;< 50 套产品,一般材料不良数≥10,重要原材料不良数≥6;B.同一生产订单在对半成品、成品检验过程中所发现的不良率超过规定;①同一订单相同问题点:≥50 套产品,性能不良率≥ 5%,外观不良≥ 10%;<50 套产品,性能不良数≥ 3,外观不良数≥5 ;4.职责4.1品质部:4.1.1负责执行生产首件、制程巡检、成品的检验作业,以确保产品质量能满足品质检验标准的要求;4.1.2对制造部所发现的不良进行判定,符合以上 3.5 项 A、B 类的异常应开立《制程品质异常报告单》;4.1.3对异常批次不良品做标识、隔离;4.1.4制造部、品质部所确认的不良情况应完整记录在表单上并通过正式邮件和临时微信等形式通报相关部门;4.1.5对返工、返修后的产品品质复检确认,并填写相应的检验记录;4.1.6在收到技术或工程部返工方案验证 OK 通知信息后组织相关人员发起返工会议;4.1.7对改善对策实施的有效性进行追踪确认,并将结案《异常处理报告单》归档编号管理,以便追溯,统一归档为电子档;4.2制造部:4.2.1负责材料上线前检验、半成品、成品的初检作业,以确保产品质量能满足品质检验标准的要求;4.2.2负责材料上线不良、半成品、成品初检等所发现的不良反馈当班线长/品质 IPQC/FQC 确认;4.2.3配合相关部门给出的临时处理决策(如停线、换料、返工、返修、验证等作业);4.2.4经品质确认标识的来料不良品安排退料、换料等作业;4.3工程部(主导负责量产、小批量阶段):4.3.1主导小批量、量产(除样机)等阶段不良原因分析,判定责任部门,并与相关责任单位进行异常确认与讨论,制定纠正预防措施;4.3.2主导该批次不良品的临时处理方案,包括但不限于批量返工前返工方案验证、指导返工作业等;如 30 分钟内讨论无果的工程应及时向生产部发出停线、换料、切线等通知。
1.概述本标准规定了公司生产制程中质量控制的检验标准,它适用于本公司生产过程中的质量控制。
2.制程检验方式2.1.首件检验,指新产品投产或停产8小时后,再重新生产时每个工位工人生产的前3-5个件的检验。
首检不合格,无相关人员同意,不能投入量产。
2.2.过程巡检,指在生产过程中,巡检人员每隔60分钟一次的生产巡视检验,一般抽查2-8个件。
过程巡检不合格的,责成操作工人立即改正,并且不合格品返回上一道工序。
3.制程检验标准3.1.P CB贴板的检查根据工艺人员提供的贴板图或样片,阻焊纸正确贴到指定的区域内。
不符合要求的须返工。
3.2.插件的检查根据工艺人员提供的PCB装配图或样板,检查插件员工是否把元器件插入PCB板正确的元件位置,是否有插错、漏插元件,元件是否插放整齐,且所有元件必须插到底部。
IC、电容、二极管、三极管插件的检验时,要检查元件的方向正确与否。
不符合要求的须返工3.3.浸焊的检查浸焊时,所有元件必须压到底部方可上助焊剂,浸焊时间不得超过5秒钟,PCB离炉2秒后方可放到洗板水中冷却。
3.4.切脚的检查PCB板元件脚贴着PCB板切割整齐,不符合要求的须返工。
3.5.补焊的检查根据工艺人员提供的PCB装配图或样板,检查元件是否焊到PCB正确元件位置,是否有虚焊、连焊、漏焊、错焊。
洗板后第二次补焊,PCB上不能残留松香污迹,不符合要求的须返工。
3.6.洗板的检查超声波洗涤,根据清洗机的容量,洗板水的液面刚好能浸没PCB板,每次清洗时间为3-5分钟。
3.7.烘干的检查烘箱温度约为60℃(不超过70℃),烘干时间为15-30分钟。
3.8.装配的检查根据工艺人员提供的《作业指导书》,检查操作人员是否按《作业指导书》进行标准操作。
3.9.功能的检验(初调/复调)所有功能检查工位调试后流出的坏机,经相应修理工位修理后,须从功能检查的第一个工位开始重测,相应修理工位须做好坏机修理记录。
3.9.1.电阻(Ω)的检验接入规定的标准电阻,根据相应被测表型号的调试检验卡,输入规定的电阻值,被测表相应电阻值的读数,在误差范围内。
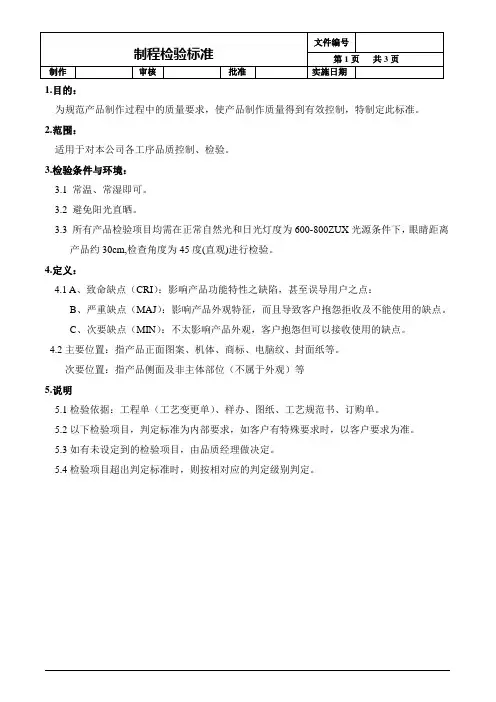
1.目的:
为规范产品制作过程中的质量要求,使产品制作质量得到有效控制,特制定此标准。
2.范围:
适用于对本公司各工序品质控制、检验。
3.检验条件与环境:
3.1 常温、常湿即可。
3.2 避免阳光直晒。
3.3 所有产品检验项目均需在正常自然光和日光灯度为600-800ZUX光源条件下,眼睛距离
产品约30cm,检查角度为45度(直观)进行检验。
4.定义:
4.1 A、致命缺点(CRI):影响产品功能特性之缺陷,甚至误导用户之点:
B、严重缺点(MAJ):影响产品外观特征,而且导致客户抱怨拒收及不能使用的缺点。
C、次要缺点(MIN):不太影响产品外观,客户抱怨但可以接收使用的缺点。
4.2主要位置:指产品正面图案、机体、商标、电脑纹、封面纸等。
次要位置:指产品侧面及非主体部位(不属于外观)等
5.说明
5.1检验依据:工程单(工艺变更单)、样办、图纸、工艺规范书、订购单。
5.2以下检验项目,判定标准为内部要求,如客户有特殊要求时,以客户要求为准。
5.3如有未设定到的检验项目,由品质经理做决定。
5.4检验项目超出判定标准时,则按相对应的判定级别判定。
6.质量标准
6.1机加工检验标准
6.2包装盒各工序检验标准。
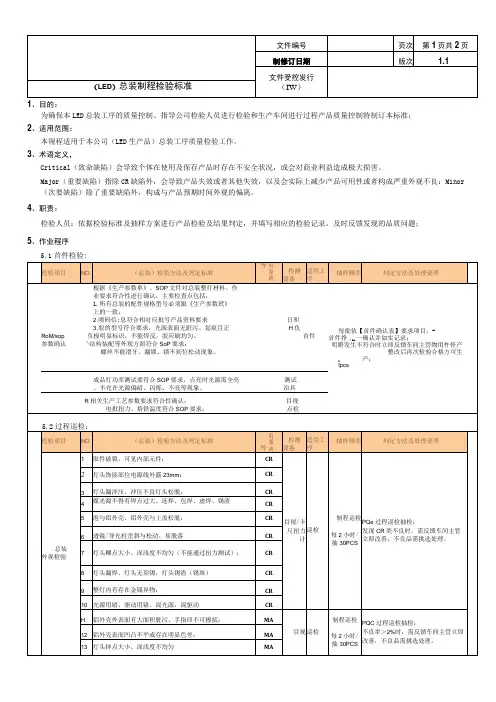
1、目的:
为确保本LED总装工序的质量控制、指导公司检验人员进行检验和生产车间进行过程产品质量控制特制订本标准;
2、适用范围:
本规程适用于本公司(LED生产品)总装工序质量检验工作。
3、术语定义,
Critical(致命缺陷)会导致个体在使用及保存产品时存在不安全状况,或会对商业利益造成极大损害。
Major(重要缺陷)指除CR缺陷外,会导致产品失效或者其他失效,以及会实际上减少产品可用性或者构成严重外观不良:Minor (次要缺陷)除了重要缺陷外,构成与产品预期时间外观的偏离。
4、职责:
检验人员:依据检验标准及抽样方案进行产品检验及结果判定,并填写相应的检验记录。
及时反馈发现的品质问题;
5、作业程序
5.1首件检验:。
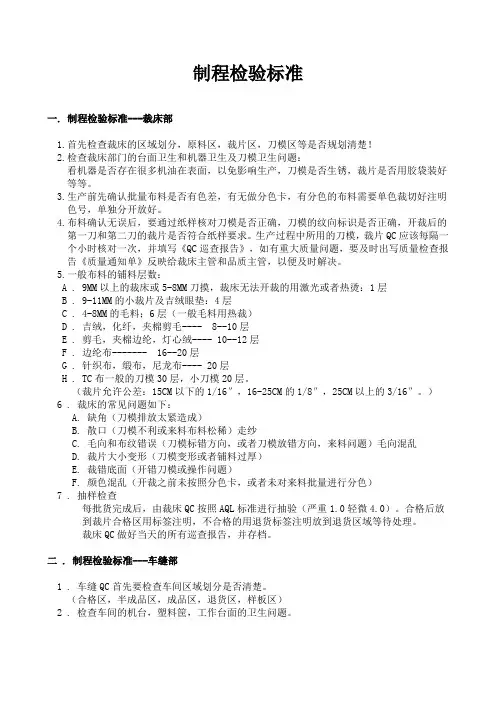
制程检验标准一. 制程检验标准---裁床部1.首先检查裁床的区域划分,原料区,裁片区,刀模区等是否规划清楚!2.检查裁床部门的台面卫生和机器卫生及刀模卫生问题:看机器是否存在很多机油在表面,以免影响生产,刀模是否生锈,裁片是否用胶袋装好等等。
3.生产前先确认批量布料是否有色差,有无做分色卡,有分色的布料需要单色裁切好注明色号,单独分开放好。
4.布料确认无误后,要通过纸样核对刀模是否正确,刀模的纹向标识是否正确,开裁后的第一刀和第二刀的裁片是否符合纸样要求。
生产过程中所用的刀模,裁片QC应该每隔一个小时核对一次,并填写《QC巡查报告》,如有重大质量问题,要及时出写质量检查报告《质量通知单》反映给裁床主管和品质主管,以便及时解决。
5.一般布料的铺料层数:A . 9MM以上的裁床或5-8MM刀摸,裁床无法开裁的用激光或者热烫:1层B . 9-11MM的小裁片及吉绒眼垫:4层C . 4-8MM的毛料;6层(一般毛料用热裁)D . 吉绒,化纤,夹棉剪毛---- 8--10层E . 剪毛,夹棉边纶,灯心绒---- 10--12层F . 边纶布------- 16--20层G . 针织布,缎布,尼龙布---- 20层H . TC布一般的刀模30层,小刀模20层。
(裁片允许公差:15CM以下的1/16″,16-25CM的1/8″,25CM以上的3/16″。
)6 . 裁床的常见问题如下:A. 缺角(刀模排放太紧造成)B. 散口(刀模不利或来料布料松稀)走纱C. 毛向和布纹错误(刀模标错方向,或者刀模放错方向,来料问题)毛向混乱D. 裁片大小变形(刀模变形或者铺料过厚)E. 裁错底面(开错刀模或操作问题)F. 颜色混乱(开裁之前未按照分色卡,或者未对来料批量进行分色)7 . 抽样检查每批货完成后,由裁床QC按照AQL标准进行抽验(严重1.0轻微4.0)。
合格后放到裁片合格区用标签注明,不合格的用退货标签注明放到退货区域等待处理。
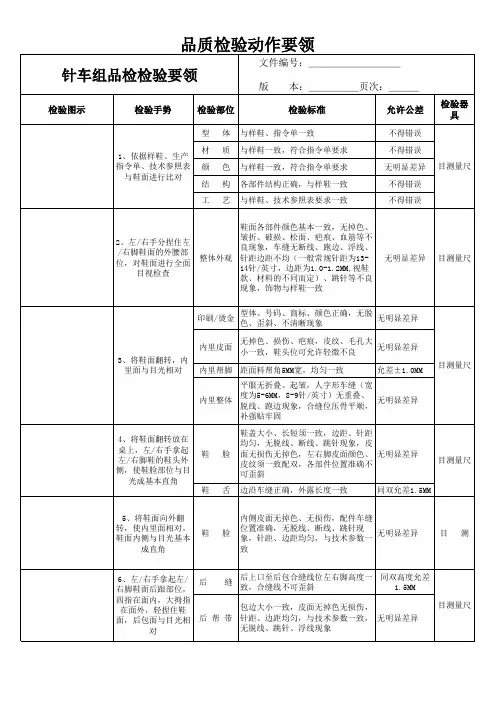
针车现场品质检验标准一.针车制程检验1鞋面贴布里:后跟对齐,保持折边边位边距一致,不可有宽突窄不一现象,外露位置,布里内缩0.5--1mm,布里不可长于鞋面,贴平顺,不可有胶粒。
2牵加强绳:抵折边或布里边牵平顺,不可皱卷跑位,不可拉的太紧(鞋面变短)帮脚处一般外露10mm±2mm。
3鞋面折边:①一般折边距4.5mm±0.5mm,折平顺,鞋口不可变形,不可有印痕,不可爆开,发角②对折不可宽窄不一,折平顺,不可重叠或有缝隙.4鞋头贴TC补强:擦胶沾实不可包风(否则影响踩热熔胶厚薄不均),一般接合处TC补强必须擦胶粘紧,增强拉力.5所有削皮内缩2MM,不可超记号点或划线,(过宽造成结合盖不住)削皮宽度不够(造成结合后印痕).6合后跟:一般40#车线,11#车针,线必须调紧,边距1.5-1.8mm一致,不可接线,跳针,浮线,线松,针距12-13针,且上下必须倒针,车时后跟对齐.7后片合缝:后跟对齐,车切口上三针或(按划线)高度必须一致,(否则成型无法配双)(其它要求同6).8内里与后套里接合:先分清左右脚,号码,一般印刷接内腰,(根据客人要求)盖记号点一致,边距1.2-1.5mm,针距12针±1针且上下倒针,不可脱线.9吊里:印刷一般在内腰(根据客人要求)号码不可吊错,吊里中心对正,帮脚7mm±1mm,泡棉内里抵住折边(防止印痕)不可夹有胶粒,杂物,鞋口里外露宽度一致,(防止鞋口里宽窄)后套里不可打皱,空隙保持2-3mm.10贴鞋口里:盖记号点1.5mm(记号点不可外露)且擦胶粘紧,(防止包风).11车鞋口里:车线不可太紧,(防止鞋口里包风,打皱)12折鞋盖:比对外框板折,大小形状与外框板吻合。
13贴鞋盖:左右脚,号码不可贴错,按纸板比对贴,不可歪斜。
14组合后片:盖线深浅一致1-1.5mm,不可太深(鞋面变小)不可贴太浅(鞋面变大) ,内外腰不可错.15接合擦胶位置:一般擦均匀,不可溢胶,不可超记号点或划线(否则造成鞋面洗破损,须擦到位,(否则不粘,造成移位).16针车边距,针距(核对确认鞋)压轮须调松(防止印痕).17凉鞋组合:特别注意角度,长度.18一般鞋面镁锭接外腰,魔术带接外腰,脚背带接内腰.19鞋面车格子(核对确认鞋)不可无底线,不可拉脱,不可漏车(每只必须用力拉一下).20压布条:后跟不可压歪斜,后里不可打皱,压开压平顺.21剪布条:留帮脚8-10mm,鞋口留具体宽度(根据鞋型决定).22车针型号,车线(颜色,粗细)(根据型体决定)23鞋面帮脚6mm,外不可破损,布纹,各配件,左右脚,不可色差.24鞋头热熔胶厚度(根据型体决定)边距8-10mm四周渐薄,不可软脚.25机器修边与鞋面平齐,不可毛边,修断线,修破皮现象,修平顺.26手工修内里,保留边距1.5-2mm,不可修断线或修破皮.27脚背带冲孔处一般贴双面尼龙补强,不可漏贴且须贴正中,不可贴歪斜外露,(增强拉力).28凉鞋一般内外腰脚柱须贴港宝,不可漏贴(增强硬度,支撑作用).贴后饰条:饰条中心线对准万能中不可贴歪斜.29合万能:车线必须调松,车万能不可重叠,(否则印痕),不可有缝隙。
制程检验规范制程检验规范是一份文件,用于指导制程检验的实施和管理。
本文以1000字的篇幅介绍了制程检验规范的基本内容。
制程检验规范是指在生产制程中进行的检验活动的规范化要求,旨在确保产品质量的稳定性和一致性。
制程检验规范的制定是为了提高制程监控的效果,通过对制程进行持续性的检验和监控,及时发现制程中的问题,并采取相应的措施加以解决。
制程检验规范的基本内容包括以下几个方面:1. 检验对象的定义:明确需要进行制程检验的对象及其规格要求。
包括具体的产品、物料或设备等。
2. 检验方法和工具的选择:根据不同的检验对象,确定适合的检验方法和工具。
包括物理性能测试、化学成分分析、外观检查等。
3. 检验频次和样本量的确定:根据生产工艺和质量管理要求,确定制程检验的频次和样本量。
包括每班检验、每批检验、每日检验等。
4. 检验记录和报告的要求:对检验结果和相关信息进行记录和报告。
包括记录制程参数、检验结果、异常情况和处理措施等。
5. 异常处理和纠正措施:对于检验过程中发现的异常情况,及时采取相应的措施进行处理和纠正。
包括停线检查、追溯调查、不良品处理等。
6. 检验结果的统计和分析:对制程检验结果进行统计和分析,以评估制程的稳定性和一致性。
包括计算制程能力指数、绘制控制图等。
7. 审核和评审:定期对制程检验规范进行审核和评审,确保其符合实际生产需要和质量管理要求。
制程检验规范的实施可以通过以下几个步骤来进行:1. 制定制程检验规范:根据产品的特性和生产工艺,制定适合的制程检验规范。
2. 培训和意识培养:对制程检验人员进行培训,提高其检验技能和意识。
3. 检验计划的编制:根据制程检验规范,编制具体的检验计划,包括检验频次、样本量和检验方法等。
4. 检验的实施和记录:按照检验计划进行制程检验,并记录检验结果和相关信息。
5. 异常处理和纠正措施:对检验中发现的异常情况,及时进行处理和纠正。
6. 检验结果的统计和分析:对检验结果进行统计和分析,评估制程的稳定性和一致性。
东莞市昱显电子科技有限公司模具制程检验规范文件名称:模具制程检验规范文件编号: WI-PZ-005版本: A0生效日期: 2015年05月13日编写:批准:一、目的:确保公司模具制作过程中、打磨、修整、钻孔等制程品质稳定,减少不良及报废。
二、范围:适用于公司所有生产过程。
四、定义:3.1 IPQC(Inprocess Quality Control)。
3.2自检:由作业人员对其生产及加工产品的检查。
3.3巡检:IPQC对制程进行定时或不定时的检规。
3.4首件检查:当模具、机器、材料、人员发生改变时,IPQC对产品的确认过程。
四、作为内容:4.1模具制作首件检查,当开始量产、换模、停机后及换班时,生产组长应对前三模产品进行自检,OK后交当班IPQC进行首件检查。
4.2 IPQC接到产品即开始对产品外观、尺寸及其他需要检查的项目进行全面检测,并将结果记录于《首件检查记录表》上。
4.3首件判定OK,IPQC即通知当班组长可继续生产;NG时,口头通知组长对问题进行改善,无法改善的,需开出《异常处理通单》交相关人员会签,再依据会签结果处理。
4.4 IPQC每小时巡查一次,对外观20PCS、尺寸5PCS进行检查,并将结果记录于《铜攻检测报告》上。
巡查不良率超过10%时需知会当班组长改善,1H内改善不彻底需开出《异常处理通单》要求相关责任人予以改善。
4.5 IPQC每1.5~2小时对半成品进行抽检,合格后予记录、标识及盖章,生产部门及货仓依标识进行处理。
不合格标识后,抽检不良率<10%时,口头知会当班组长或主管进和进行返工处理,≥10%时,需开出《品质异常处理单》进行相关处理,返工后产品由生产通知IPQC将检查结果记录于《首件检验记录表》上。
4.6后加工(打磨、修整)开始生产前进,由当班生产组长或技工对前3PCS已加工完成之产品进行自检,OK后交当班IPQC作首件检查,首件OK后,IPQC将检查结果记录于《首件检验记录表》中,首检不合格时需通知当班组长或技工改善,1H内改善不彻底的需开出《异常处理通单》处理。