SMD红胶制程检验标准
- 格式:doc
- 大小:373.50 KB
- 文档页数:13
贴片红胶技术参数一、产品简介及用途贴片红胶是一种单组份、高温快速固化的环氧粘剂,用于印刷线路板上SMD元件粘接,拥有优异的触变性,适用于高速SMT贴片机点胶及钢网印刷,固化后粘接强度高。
二、固化前资料持性外观红色凝胶体信服值(250C,pa)600比重(250C,g/cm31.2粘度(5rpm250C)330000触变指数8.0闪点(TCC)>900C颗粒尺寸15um铜镜腐化无腐化三、储藏条件2-80C温度下,阴凉干燥处,可存放6个月;常温下(250C)可存放1个月。
四、使用方法及注意事项冷藏储藏的须回温此后方可使用,30ml针筒须1小时,300ml装须24小时。
储胶罐或点胶嘴温度处于300C-350C有助于改进高速点胶收效。
注意事项:(1)为防备污染未用胶液,不能够将任何胶液倒回原包装内。
(2)胶液裸置于空气中,会吸取微量水份影响性能,故应尽量防备。
在钢网印刷时,请勿将印好红胶的线路板置于空气中太长时间,应赶忙贴片固化,如有条件,应控制空气湿度。
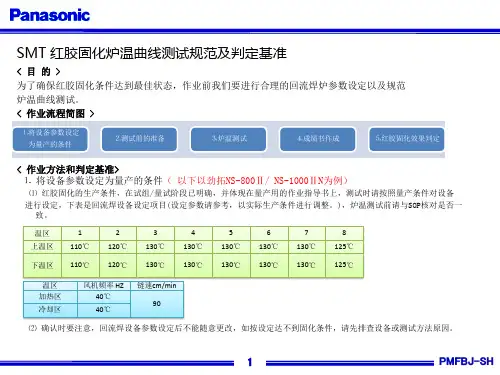
五、固化条件合适的固化条件一般是1500C加热90-120秒,固化速度及最后粘接强度与固化温度及时间实质生产过程中,整个加热时间要比图中标的长一些,因为有一段预热时间。
六、固化后资料性能及特点密度(250C,g/cm3)1.3热膨胀系数um/m/0CASTME831-86250C-700C51900C-1500C160导热系数ASTMC177,W.M-1.K-10.26比热KJ.Kg-1.K-10.3玻璃化转变温度(0C)105介电常数3.8(100KHz)介电正切0.014(100KHz)体积电阻率ASTMD2572*1015Ω.CM表面电阻率ASTMD2572*1015Ω电化学腐化DIN53489AN-1.2剪切强度(喷吵低碳钢片)n/mmASTMD100224拉脱强度n(C-1206,FR4裸露线路板)61扭矩强度n.mm(C-1206,FR4裸露线路板)52七、耐环境性能试验方法:ISO4587/ASTMD1002剪切强度试验资料:GBMS搭剪试片固化方法:在1500C固化30分钟热强度0-50050100150Temperature0C强度保有率的%温度,0C八、耐化学/溶剂性能在注明温度下老化,在220C试验下初始强度剩有率%条件温度100hr500hr1000hr空气220C100100100空气1500C95959098%RH:400C908075九、耐热焊料浸渍性依照IPCSM817(2.4.421)标准,产品3609经过热焊料浸渍试验合格。
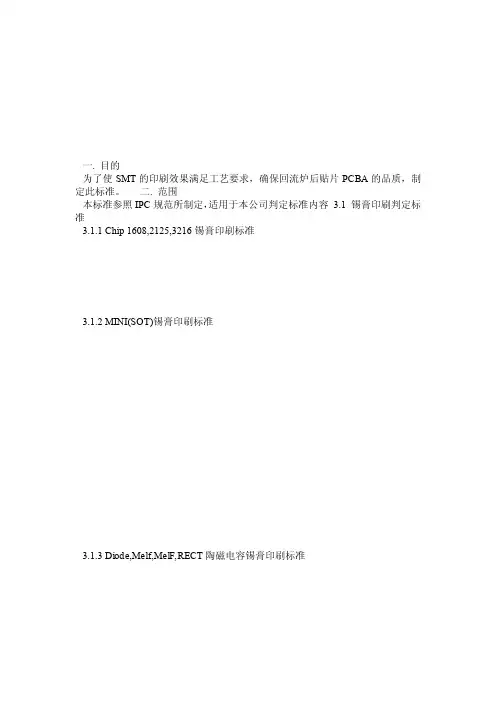
一. 目的
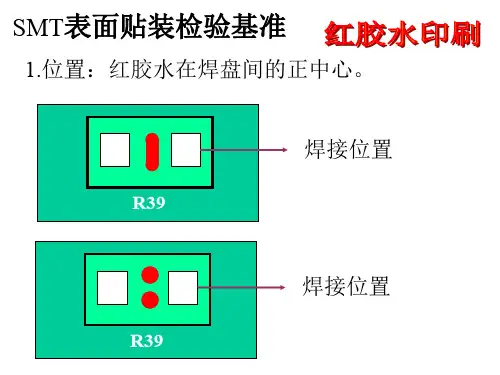
为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围
本标准参照IPC规范所制定,适用于本公司判定标准内容 3.1 锡膏印刷判定标准
3.1.1 Chip 1608,2125,3216锡膏印刷标准
3.1.2 MINI(SOT)锡膏印刷标准
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准
3.1.5 LEAD PITCH=0.8~1.0MM锡膏印刷标准3.1.6 LEAD PITCH=0.7MM锡膏印刷标准
3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准
3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准3.1.9 Termination Chip & SOT锡膏厚度的标准
3.1.10 IC-零件的锡膏厚度标准
3.2 点胶标准
3.2.1 Chip 1608,2125,3216点胶标准
3.2.2 CHIP 1608,2125,3216点胶零件标准
3.2.3 SOT零件点胶标准
3.2.4 MELM圆柱形零件点胶标准3.2.5 方形零件点胶标准
.3.2.6 MELF,RECT.柱状零件点胶标准3.2.7 MELM柱状零件点胶标准
3.2.8 SOIC点胶标准
3.2.9 SOIC点胶零件标准
3.2.10 Chip 1608,2125,3216,MELF胶点尺寸外观3.2.11 SOIC胶点尺寸外观
4.附录
无。
5.参考文献
制定本标准参考的一些文献,但没有直接引用里面的条文:。
修订状态页次/页数一、目的:明确红胶贴片外观检验标准,为品质判定提供接收和拒收依据二、范围:适用于本公司所有产品的SMT红胶贴片外观检验三、权责:1.工艺设备负责本标准的制定和修改2.检验人员负责参照本标准对产品SMT红胶贴片的外观进行检验3.生产和调试人员参照本标准对产品进行自检或互检四.标准定义:(本标准依据IPC-610D,PCBA检验标准)1.合格:外观完全满足理想状况,判定为合格。
(本标准中,做图片详解)2.允收:外观缺陷不满足理想状况,但满足允收条件,且能维持贴装可靠度,判定为允收3.拒收:外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收1.元件在红胶上无偏移1.胶量适中2.元件与基板紧贴无缝隙 2.元件无偏移3.推力可达标准1.偏移量C≦1/4W或1/4P1.胶量稍多,但未污染焊盘2.元件与基板的间隙不可与元件脚 超过0.15mm3.满足推力要求(P为焊盘宽W为元件宽)1.P为焊盘宽1.红胶溢出至焊盘2.W为元件宽2.元件引脚有胶造成焊性3.C为偏移量下降4.C>1/4W或1/4P 标准允收拒收红胶贴片工艺规范文件名称标准拒收Chip元件红胶贴片示范SOT元件红胶贴片示范A01/2允收修订状态页次/页数一、目的:明确红胶贴片外观检验标准,为品质判定提供接收和拒收依据二、范围:适用于本公司所有产品的SMT红胶贴片外观检验三、权责:1.工艺设备负责本标准的制定和修改2.检验人员负责参照本标准对产品SMT红胶贴片的外观进行检验3.生产和调试人员参照本标准对产品进行自检或互检四.标准定义:(本标准依据IPC-610D,PCBA检验标准)1.合格:外观完全满足理想状况,判定为合格。
(本标准中,做图片详解)2.允收:外观缺陷不满足理想状况,但满足允收条件,且能维持贴装可靠度,判定为允收3.拒收:外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收1.元件装贴无偏移1.元件无偏位2.胶量足满足要求 2.胶量标准3.元件推力可满足要求1.偏移量C≤1/4P1.偏移量C≤1/4P2.胶量足,无溢胶 2.推力满足要求1.元件偏移严重,拒收 1.P为焊盘宽度2.W为引脚宽度3.C为偏移量4.C>1/4P二极管1206尺寸元件红胶贴片示范允收允收拒收拒收SOIC元件红胶贴片示范标准标准文件名称红胶贴片工艺规范2/2A0W P。
文件编号:版 本:文件名称一 目的:
二 适用范围:
三、工作步骤
四、工艺标准
1、标准贴装
2、 不良标准
注意事项
作成部门
③编写/日期
②审核/日期
①批准/日期修订次数修 订日 期审 核日 期2.作业时必须配戴防静电手套和防静电带, 并确保工作台面、工具、设备和环境清洁、整齐
3.如果客戶對某些項目有特殊要求和规定的,則按照客戶的標准執行判定;
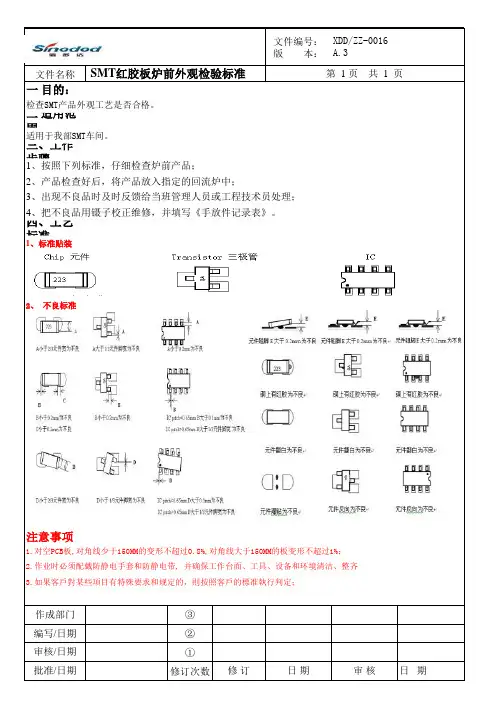
XDD/ZZ-0016
A.3
SMT 红胶板炉前外观检验标准第 1 页 共 1 页
检查SMT产品外观工艺是否合格。
适用于我部SMT车间。
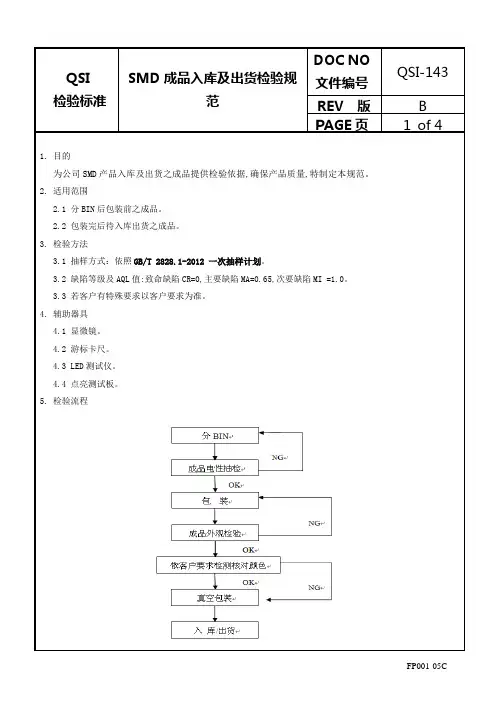
1、按照下列标准,仔细检查炉前产品;
2、产品检查好后,将产品放入指定的回流炉中;
3、出现不良品时及时反馈给当班管理人员或工程技术员处理;
4、把不良品用镊子校正维修,并填写《手放件记录表》。
1.对空PCB板,对角线少于150MM的变形不超过0.8%,对角线大于150MM的板变形不超过1%;。
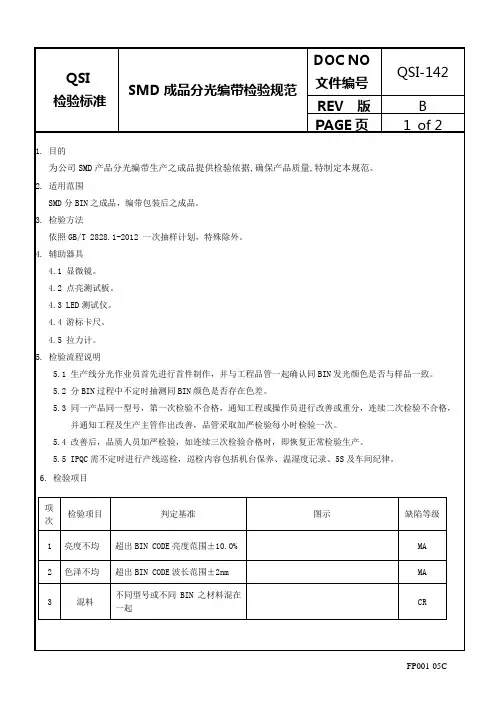
检验标准SMD成品分光编带检验规范文件编号
REV 版B
PAGE页 2 of 2
4 胶体受损有胶体与PPA松动或胶体表面有
胶龟裂脱离
MA
5 铜箔受损铜箔不可以有一点受损MA
6 漏包料带孔内无材料MA
7 胶体或PIN
脚脱落
胶体与PPA脱落或胶体表面脱落,
PPA白盖与支架脱落
CR
8
侧包、反
包、翻包、
极性反
包装孔内有侧放、反放、翻放和
极性反放
MA
9 拉力测试反方向180度测试拉力30-90g MA
10 封带偏移两边偏移量≤1/4封口宽度MA
11 封带破损不可有封带破损MA
12 压痕不均封带两边压痕宽不一致MI
13 封带烫伤上封带中间有烫伤MA
14 色区回BIN
率
跑回BIN 同一BIN(X/Y)回BIN
率≥85%,且不在色区内部分需
整体往下/往上不高于1/3个色区
MA
15 电压不均超出电压档位范围0.05v MA
16 漏电反向7V下不能大于3UA或
反向5V下不能大于1UA
MA
17 色差目视同BIN不可有明显色差MA。
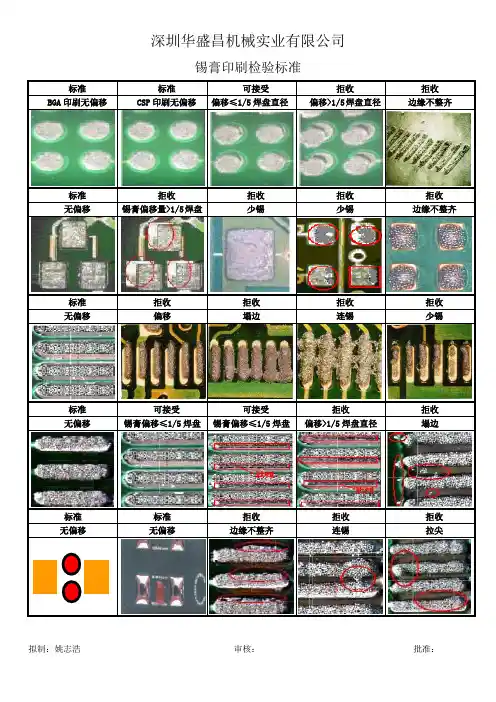
标准
标准
可接受
拒收
拒收
BGA 印刷无偏移 CSP 印刷无偏移
偏移≤1/5焊盘直径
偏移>1/5焊盘直径
边缘不整齐
标准 拒收
拒收 拒收 拒收 无偏移
锡膏偏移量>1/5焊盘
少锡
少锡
边缘不整齐
标准 拒收 拒收 拒收 拒收 无偏移
偏移
塌边
连锡
少锡
标准 可接受
可接受
拒收
拒收 无偏移
锡膏偏移≤1/5焊盘 锡膏偏移≤1/5焊盘
偏移>1/5焊盘直径
塌边
标准 标准 拒收 拒收 拒收 无偏移
无偏移
边缘不整齐
连锡
拉尖
拟制:姚志浩 审核: 批准:
标准允收允收拒收拒收无偏移、与基板紧贴偏移量C≦1/4W或1/4P偏移量C≦1/4W或1/4P元件与基板间隙超过0.15mm元件与基板间隙超过0.15mm
标准允收允收拒收拒收胶无偏位、量均匀、量足C﹤1/4P,且胶均匀,推力满足要求成形略佳、胶稍多,但不形成溢胶胶偏移量大于1/4P、溢胶,致焊盘被污染胶量不足、印刷不均匀、推力不足
标准允收允收拒收拒收胶量适中、元件无偏移胶稍多,但未沾到焊盘与元件脚偏移量C≦1/4W或1/4P、胶量足胶溢至焊盘上、元件引脚有脚胶偏移量在1/4以上
标准标准允收拒收拒收
元件无偏位、胶量标准元件无偏位、胶量标准偏移量C≦1/4W红胶不可溢胶致元件端面与焊盘间C﹥1/4W
标准拒收拒收拒收拒收无偏移、与基板紧贴距离小于0.13mm 距离小于0.13mm假焊元件从本体算起,浮高≦0.15mm为良品
拟制:姚志浩审核:批准:。
SMD零件偏移1片狀零件引足之SMD零件偏移(1)允收极限1)零件引足延伸至焊盘上的部份的宽度(J)不小于0.26mm.2)零件引足和焊盘用于吃的空间(T)最少是SMD零件厚度(H)的45%.或(T)最少是焊盘宽度(W)的1/4.拒收1)引足偏出焊盘內侧.2)零件引足超出焊盘外侧2片狀零件引足之SMD零件偏移(2)允收1)零件引足偏出焊盘部份(H)小于引足宽度(W)的25%.拒收1)零件引足纵向偏出焊盘部份(H)大于引足宽度的25%.2)零件引足橫向超出焊盘(J>0).3圆形零件引足之SMD零件偏移允收1〕零件引足与焊盘的接触点在焊盘的中心.允收极限1)零件引足偏出焊盘部份小于零件引足(圆形)直径的25%.2)零件引足偏移,但引足偏出焊盘內侧部份小于引足宽度的50%.3)引足偏向焊盘外侧,但未超出焊盘外侧.拒收1)引足纵向偏出焊盘部份大于引足直径的25%.2)引足橫向偏出焊盘外侧.注:为明了起见,焊點上的锡已被省往.4冀形零件引足SMD零件偏移(1)允收极限1)引足吃锡部份顶端偏出焊盘,但其长度小于吃锡部份(L)总长度的25%.2)引足吃锡部份跟部偏向焊盘边缘,但未超出焊盘.拒收1)引足吃锡部份顶端偏出焊盘,且其长度大于吃锡部份(L)总长度的25%.2)引足吃锡部份跟部超出焊盘.注:为明了起见,焊点上的锡已被省往.5冀形零件引足之SMD零件偏移(2)允收1)冀型零件引足超出焊盘,但超出焊盘之长度小于零件足长度(吃锡部份)的25%,且零件足与四面之线路铜箔或焊点之距离大于0.38mm.拒收1〕零件足与四面之线路铜箔或焊点之距离小于0.38mm.6SMD零件翻转6-1拒收6-1-1SMD零件底部翻转180°为上外表,焊点焊接良好,但其規格标示无法识別6-1-2SMD零件翻转90°侧面向上(竖立).6-1-3SMD零件侧立而导致一焊接端未吃锡(墓碑效应).7SMD零件浮高7-1允收极限SMD零件浮起,高度(H)未超过mm且兩零件引足吃锡良好.8焊点锡裂拒收SMD零件焊点有裂开或裂痕.9焊点冷焊拒收SMD 零件焊点外表粗糙,不光滑,分层或有层次感. 10焊点锡洞10-1允收10-1-1焊锡略有下陷,但其下陷局部可目视,且成圆滑弧面. 10-1-2最大直径应小于焊点尺寸的1/10,且同一焊盘上 锡洞个数不多于1个,同一块板上总数不多于6个,且无 规律性出现.10-1-3锡洞未触及零件引足及焊盘、元件足. 10-2拒收10-2-1锡洞触及到焊盘.10-2-2锡洞底部可目视.11锡珠11-1拒收11-1-1锡珠直径大于0.13mm.11-1-2锡珠直径小于0.13mm,但在600mm2范围內锡珠个数大于2个.11-1-3锡珠与SMT 零件本体或足距或线路铜箔距离小于 1mm.11-1-4零件引足及本体上沾附有锡珠及锡渣;在600mm2范圍內,锡珠个數超过2个12SMD 零件本体破损12-1允收12-1-1SMD 零件本体边缘侧棱处有破损现象,此破损局部之长度小于零件长度的20%,宽度小于本体宽度的10%,深度小于本体高度的10%.12-2拒收12-2-1零件本体破损(破裂)宽度大于零件本体宽度的10%.:12-2-2零件本体破损(破裂)长度大于零件本体长度的20%. l<20%L 10%W 10%T L。
PCBA检验标准–(华为)SMD组件简介PCBA检验是电子制造过程中不可或缺的一步。
在家电、通讯、汽车等众多领域的产品中,都需要通过PCBA检验来确保产品的质量和稳定性。
本文旨在介绍华为PCBA检验标准,并重点介绍SMD组件检验。
PCBA检验标准华为公司是一家有着很高品质和技术要求的公司,其PCBA检验标准也非常严格。
检验标准涵盖了从PCBA生产的各个环节,包括:印刷电路板(PCB)制造、元器件采购、元器件贴装、后焊、装配等环节。
其中元器件贴装是PCBA制造过程最为关键的环节之一,本文将重点介绍华为元器件贴装中SMD组件检验的一些标准和方法。
SMD组件检验华为的SMD组件检验分为两个部分:目检和AOI检测。
目检目检是在SMT贴装线上进行的,对元器件、PCB的正确性、完整性、位置偏差等进行检查。
下面分别介绍:元器件检查1.检查元器件的品牌、型号、规格、值、温度系数等,与BOM表和客户要求是否一致;2.检查元器件外观,如有损坏、变色、氧化、生锈、变形等不良情况,立即更换或通知生产部门进行处理;3.检查元器件引脚的位置和插孔孔径是否正确,以及与PCB的安装密合度是否良好;4.对于微型零件,比如QFN、CSP、BGA等,需要使用放大镜或显微镜进行检查,确保引脚对位正确,无虚焊、短路等情况。
PCB检查1.检查PCB的孔径、线宽、线距等是否符合要求;2.检查PCB是否存在NG点、NG洞、过孔未堵等情况;3.对于有板边的PCB,检查其边缘是否整齐、是否存在残留助焊剂、毛刺等情况。
AOI检测AOI是全称自动光学检测,是一种非接触式的光学检测方法。
AOI设备在生产线上安装,对PCBA的位置偏移、外观缺陷、焊接问题等进行检测,可以提高效率,减少漏检。
AOI检测内容1.元器件缺陷检测:检测元器件的位置偏移、偏斜、翘曲、遗漏、错装等问题;2.焊接缺陷检测:检测焊点漏铜,虚焊,过量焊料,错位、短路等问题;3.公用件和其他问题检测:检测公用件、保护设备、测试装置、未按规定设置的标准LED指示灯等问题。
SMD板卡外观检验标准ZDK-PCP-SMD-01 SMD板卡外观检验标准版本编写审核批准实施日期A/0目录0 修改记录1 目的范围2 职责3 管理内容和方法4 相关文件5 质量记录0 修改记录版本文件条款修改页次修改理由A/01 目的范围1.1 目的:本标准规定了SMD外观检验的检查项目、检查方法、和品质标准,提供顾客良好品质保证,对内提供生产及工程部门改进品质的资料。
1.2 范围:适用于本公司生产的SMD线路板,如该产品有其他特殊规定,应依特殊规定执行。
2 职责SMD板卡外观检验标准由品质部负责执行3 管理内容和方法文件编号ZDK-PCP-SMD-01 版本号第一版PAGE 1/27 说明目录1.此指导为星星一般MODEL检查时通用;如客户有特别要求,请以客户标准要求为依据2.缺点分类:严重缺点:缺点可能影响产品的可用性,减低产品的可销售价值,或严重的外观缺陷,如缺料,错件等。
轻微缺陷:缺点不可能影响产品的可用性或销售价值,如污浊,丝印模糊等。
3.PQC抽验计划:1~10PCS全检;11~50PCS抽查8PCS,不可以有缺陷;51以上,按AQL标准:GENERAL INSP:LEVEL Ⅱ;MAJ:0.65%;MIN&OVERALL:2.5%,抽查。
1.PCB板外观检查----------------------P2-32.CHIP电阻/电容类外观检查------P4-73.三极管外观检查------------------------P84.IC及多脚类物料外观检查---------P9-105.线圈外观检查---------------------------P116.弯脚物料外观检查-----------------P12-137.圆柱形物料外观检查-----------------P148.AI物料外观检查-------------------P15-169.金手指/碳腊外观检查-------------P17-1910.锡珠外观检查---------------------------P2011.板面花痕及清洁检查-----------------P21 12.PCB外观检验标准------------------P2213.PCB缺点判定表------------------P23-P2414. 线路板类检验规范------------------P2515.金手指检验规范-----------------P2616. 金手指缺点判定表-----------------P27文件编号ZDK-PCP-SMD-01 版本号第一版PAGE 2/271.PCB板外观检查序号项目检验要求图解判定1.1 1.2 1.3 破损弯曲板边多锡1.底板表面,线路,通孔等,应无裂纹/切断;无因切割不良造成短路。
PCBA检验标准 - 华为SMD组件PCBA检验是电子生产过程中的重要一环,能够保证最后的电子产品质量和稳定性。
本文将介绍华为SMD组件的PCBA检验标准。
一、外观检查外观检查是PCBA检验过程的第一个步骤,目的是检查PCBA板的表面和焊点是否有损坏或者缺陷。
以下是华为SMD组件PCBA外观检查标准:1.PCB板表面应该无划痕、无裂缝、无变形。
2.全部焊点都应该焊接到位,没有错位、过渡或者根本没焊接。
3.全部元件,包括SMD元件、插件元件和芯片元件都应该正常放置,并焊接牢固。
二、电性能测试电性能测试是PCBA检验的核心步骤之一,目的是测试板子的电性能,并检查于硬件设计是否符合标准。
以下是华为SMD组件PCBA电性能测试标准:1.DC电阻测量:测试各路逻辑电阻悬空输入端电阻、电源电阻和接地电阻等。
2.通电测试:按设定的系统参数,测试板子各种功率供电在上电瞬间是否正常,是否出现AD/DA电平跳针等情况。
3.频率测试:测试板子各种时钟频率是否符合硬件设计标准,并是否出现频率漂移现象。
4.信号测试:测试板子各路输入信号是否正常,以及各路输出信号是否符合硬件设计要求。
三、功能性测试功能性测试是PCBA检验的重要一步,目的是验证PCBA板的各项功能是否正常,检查硬件设计是否完整。
以下是华为SMD组件PCBA功能性测试标准:1.软件功能测试:测试板子各种软件功能是否完整,并以设定参数和预期结果作为标准进行校验。
2.硬件功能测试:检查PCBA板的各种硬件功能是否正常,测试各类开关、按键、LED指示灯、音频输出等。
3.模拟信号测试:验证PCBA板在各种模拟信号下的接收和输出是否正确。
4.数字信号测试:验证PCBA板各种数字信号传输是否正常,测试各接口或端口的通信效果。
四、以上是华为SMD组件PCBA检验的标准流程,旨在保证SMD元件质量和稳定性。
通过严格的检查标准和流程,可以有效的保障电子产品的品质和生产效率。
1不同尺寸、不同形状元件点胶数及一般要求:
1-1针对0603以及更小型号之元件点胶点数一般
为1点,点胶位置以元件正常贴装时可以粘附,
并且不影响元件上锡性为允收。
(如图一)
图一
1-2针对玻璃二极体和0805、1206型号元件点胶
点数一般为2点,点胶位置以元件正常贴装时可
以粘附,并且不影响元件上锡性为允收。
(图
二)
图二
1-3针对较小体积IC及长方形元件、1206型号以
上元件点胶数一般为3点,点胶位置以元件正常
贴装时可以粘附,并且不影响元件上锡性为允
收。
(图三)
图三
1-4体积较大IC点胶点数在4个以上,点胶位置以元件正常贴装时可以粘附,并且不影响上锡性为允收。
(图四)
2 chip 0603、0805、1206点胶规格示范
2-1标准(PREFERRED)
2-1-1胶并无偏移。
2-1-2胶量均匀。
2-1-3胶量足,推力满足SMT红胶推力测试SOP。
(图五)
2-2允收(ACCEPTABLE)
2-2-1 A为胶中心。
B为锡垫中心。
C为偏移量。
P为焊垫宽。
C<1/4P
2-2-2 胶量均匀。
2-2-3 胶量足,推力满足SMT红胶推力测试SOP。
(图六)
图四
五
图五
图六
2-3拒收(NOT ACCEPTABLE)
2-3-1胶量不足。
2-3-2两点胶量不均匀。
2-3-3推力不满足SMT红胶推力测试SOP。
(图七)
3 CHIP 0603、0805、1206零件贴片规范
3-1标准(PREFERRED):
3-1-1零件在胶上无偏移。
(图八)
3-2允收(ACCEPTABLE):
3-2-1 C为偏移量。
W为元件宽
图七图八
P 为焊垫宽。
横、纵向偏移量C<1/4W 或T<1/4P
3-2-2零件引脚延伸至焊盘上的部份的宽度(J)不小于
3-2-3零件引脚和焊盘用于吃的空间(T)最少是SMD 零件厚度(H)的 45%.
(图九)
3-3拒收(NOT ACCEPTABLE ): 3-3-1 P 为焊垫宽 W 为零件宽 C 为偏移量
横、纵向C>1/4W 或1/4P
(图十)
4 SOT 零件点胶规范 4-1标准(PREFERRED ) 4-1-1胶量适中。
4-1-2零件无偏移。
4-1-3胶量正常,推力满足SMT 红胶推力测试SOP 。
(图十一)
图十
图十一
4-2允收(ACCEPTABLE)
4-2-1胶稍多但未沾染PAD与焊锡LEAD。
4-2-2胶量正常,推力满足SMT红胶推力测试SOP。
(图十二)
图十二
4-3拒收(NOT ACCEPTABLE):
4-3-1溢胶,造成焊性不良。
(图十三)
图十三
5 MELF 圆柱形零件点胶规范
5-1标准(PREFERRED)
5-1-1胶量正常,直径1.2mm~1.5mm之
间。
5-1-2胶高度在0.7mm~0.92mm 之间。
5-1-3两胶之间恰有约10%零件外径之间隙。
5-1-4推力满足SMT 红胶推力测试SOP 要求。
(图十四)
5-2允收(ACCEPTABLE ) 5-2-1胶的成形不甚佳。
5-2-2胶稍多,但不会造成溢胶等有害品质问题。
(图十五) 5-3拒收
5-3-1胶偏移量>1/4W 。
5-3-2溢胶,致沾染锡垫影响焊性。
(图十六)
图十四
图十五 图十六
6 Rectangle(方形)零件贴装点胶规范
6-1标准(PREFERRED)
6-1-1零件无偏移。
6-1-2胶量足,推力满足SMT红胶推力测试SOP 要求。
(图十七)
6-2允收
6-2-1 P为焊垫宽
W为零件宽
C为偏移量
横、纵向C>1/4W或1/4P
6-2-3胶量足,推力满足SMT红胶推力测试SOP 要求。
(图十八)
W P
C
图十七
图十八
6-3拒收
6-3-1胶量偏移量1/4W以上,一点偏离零件之外。
6-3-2推力不能满足SMT红胶推力测试SOP要求。
(图十九)
7 MELF RECT柱状贴片元件点胶规范
7-1标准(PREFERRED)
7-1-1两点胶均匀且清楚。
7-1-2胶点直径在1.25mm~1.62mm间。
7-1-3推力满足SMT红胶推力测试SOP要求。
(图二十)
7-2允收
7-2-1胶的成形不甚佳。
7-2-2胶稍多,但不会造成溢胶等有害品质问题。
(图二十一)
图十九图二十
7-3拒收
7-3-1溢胶沾染锡垫。
7-3-2胶点模糊成型不佳,胶量偏多。
(图二十二)
8 MELF 柱状贴片组装规范 8-1标准(PREFERRED ) 8-1-1零件无偏移。
8-1-2推力满足SMT 红胶推力测试SOP 要求。
(图二十三)
8-2允收(ACCEPTABLE )
C
图二十一
图二十二 图二十三
8-2-1 P为焊垫宽
W为零件宽
C为偏移量
横、纵向C<1/4W或1/4P 8-2-1胶量足,无溢胶。
(图二十四)
8-3拒收(NO ACCEPTABLE)8-3-1横、纵向C>1/4W或1/4P (图二十五)
9 SOIC点胶规范
9-1标准(PREFERRED)
9-1-1胶量均匀。
9-1-2胶成形好,直径
P
W
W 图二十四
图二十五
1.25mm~1.62mm,高度0.92mm。
9-1-3胶无偏移。
(图二十六)
9-2允收(ACCEPTABLE)
9-2-1胶量偏多,但溢胶未污染锡垫。
(图二十七)
9-3拒收(NOT ACCEPTABLE)
9-3-1溢胶沾染锡。
9-3-2溢胶沾染测试孔。
(图二十八)图二十六图二十七
10 SOIC贴片元件组装规范
10-1标准(PREFERRED)
10-1-1零件无偏移。
10-1-2胶量均匀。
10-1-3推力足,满足SMT红胶推力测试SOP要求。
(图二十九)
10-2允收(ACCEPTABLE)
10-2-1 W为零件宽。
C为偏移量。
C<1/4W。
10-2-2推力满足SMT红胶推力测试SOP 要求。
(图三十)
10-3拒收(NOT ACCEPTABLE)
C
W
图二十八
图二十九图三十
10-3-1 C>1/4W
(图三十一)
图三十一。