龙门加工中心点检表
- 格式:xlsx
- 大小:14.15 KB
- 文档页数:2


机台号:
检测项目控制范围检测方法检测结果
超标后处理方法加工液工作浓度实际要求折光仪补加新液加工液pH 值8.5~9.5pH 计补加pH 调整剂有用碱值≥50滴定仪补加有用碱调节剂细菌/真菌含量
≤106/ml
测菌片
补加杀菌剂调整加工液浓度
或补加防锈剂
工作液稳定性乳液均匀无分层
目测静制24h 后观察水源氯离子含量<150ppm 滴定法更换水源或改善水质水质硬度<400ppm 硬度试纸更换水源或改善水质
污油含量<7%酸分解更换加工液导电率
<4000µs/cm
导电率仪
更换切削液
加工中心切削液点检表
审核: 检验人: 时间:
年 月 日
防锈性S 斑点≤10%铸铁屑法。
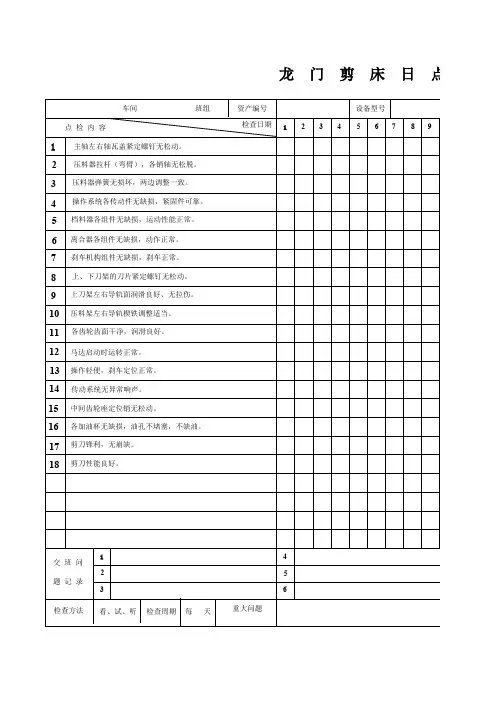
点检部位点检内容
基准
12
3
45
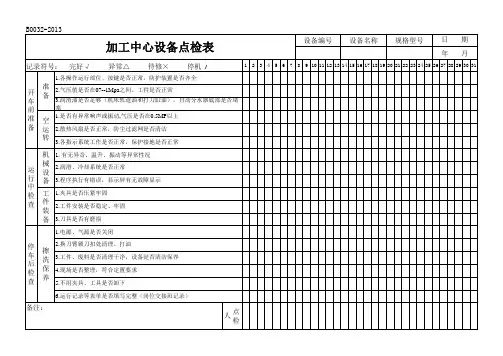
6789#11###################开关按钮无损坏显示正常;电器柜清洁无杂物;2
刀具刀具无灰尘油污;图2横梁液压油池油位正常;横梁液压及工作台浮起压力表指示正常;横梁液压电机及油泵无杂音转向正常;4
主轴立铣头及两侧铣头主轴锥孔清洁;图4两侧铣头及溜板集中润滑单元油位正常;润滑单元压力指示正常;工作台进给箱内油液正常;6
工作台进给箱进给箱无异响、无振动;图6
76S 机床外观、周围环境、机床工装及附件
整理清洁并注意防锈。
记录符号:正常“√”、不正常“×”
常用点检方法:视、听、闻、手感、清扫、加油、紧固序
号
年 月电器系统1
液压系统3
润滑系统5
图5点检内容及基准图1图3部门:
班组:设备编号:设备名称:责任人员:山推工程机械股份有限公司
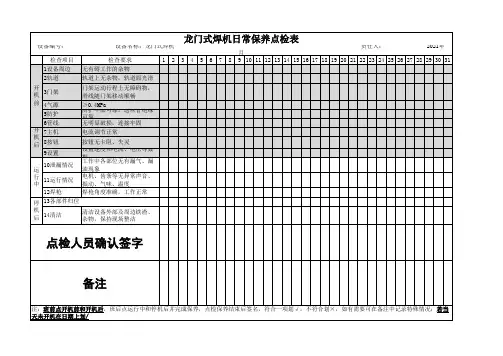
龙门铣床日常点检表
注:操作人员在上班前按点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知设备管理部门进行维修,故障未排除前,严禁设备带“病”操作。
此点检表于月底交主管,以旧换新。
主管报设备保障部存档。
图一图二图三图四图五图六
#设备带。
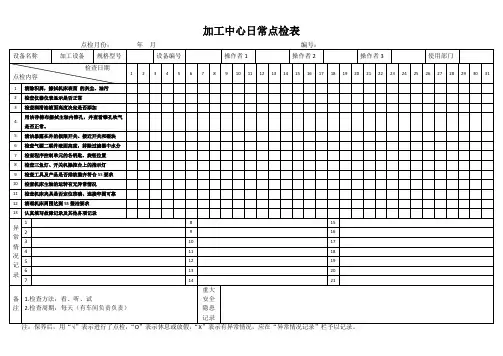
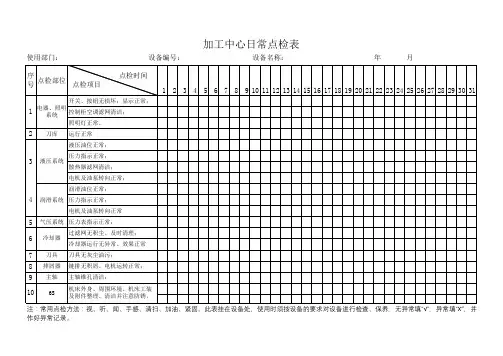
加工中心日常点检表
加工中心日常点检表
日期:____________
设备名称:_____________
序号 | 检查项目 | 检查内容 | 检查结果 | 备注
---|---|---|---|---
1 | 连接件 | 检查所有的紧固件是否松脱 | |
2 | 润滑系统 | 检查油位是否充足,油管是否有老化、损坏 | |
3 | 电气系统 | 检查电源线、接线是否有老化、损坏 | |
4 | 机床本体 | 检查机床表面是否有明显损伤、变形 | |
5 | 刀库系统 | 检查刀具插座,夹持力是否正常 | |
6 | 四轴系统 | 检查四轴传动带、联轴器是否有老化、损坏 | |
7 | 主轴系统 | 检查主轴是否正常工作,垂直度是否合格 | |
8 | 热交换器 | 检查热交换器是否有腐蚀、冷却液泄漏 | |
9 | 手动操作 | 检查手动操作的灵活性,加工精度是否正常 | |
10 | 自动操作 | 检查自动操作的流程是否正常,加工效果是否理想 | |
备注:
1. 若检查结果为异常,请记录具体异常情况并进行处理;
2. 日常点检表须每周核对一次,并做好记录;
3. 若设备长期未使用,请在重新使用前检查;
4. 点检表应存档备份,以备查阅。
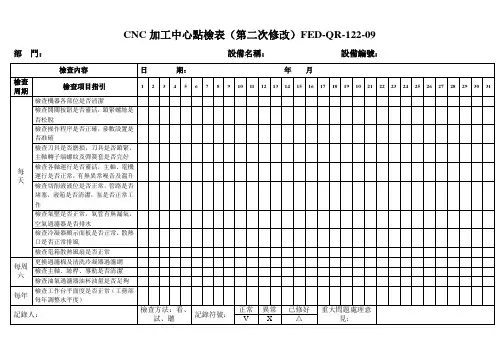
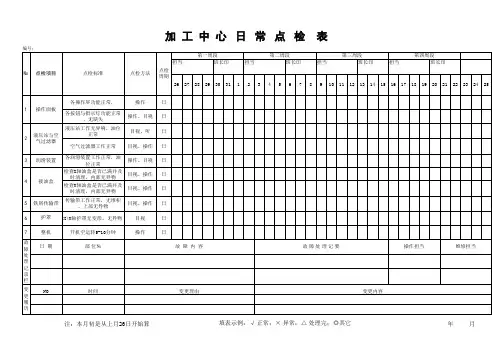
CNC加工中心点检表
部門:設備名稱:設備編號:
檢查內容日期:年月
檢查
周期
檢查項目指引 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 10 21 22 23 24 25 26 27 28 29 30 31
每天檢查機器各部位是否清潔
檢查開關按鈕是否靈活,鎖緊螺絲是否松脫
檢查操作程序是否正確,參數設置是否准確
檢查刀具是否磨損,刀具是否鎖緊,主軸轉子端螺紋及彈簧套是否完好檢查各軸運行是否靈活,主軸、電機運行是否正常,有無異常噪音及溫升檢查切削液液位是否正常,管路是否堵塞,液箱是否清潔,泵是否正常工作
檢查氣壓是否正常,氣管有無漏氣,空氣過濾器是否排水
檢查冷凝器顯示面板是否正常,散熱口是否正常排風
檢查電箱散熱風扇是否正常
記錄人:檢查方法:看、
試、聽
記錄符號:
正常異常已修好重大問題處理意
見:
V X △。
龙门铣床安全检查表1.设备检查1.1局部照明应采用安全电压。
若采用220V的局部照明,应避免人体触及照明装置,且灯具的金属外壳应保护接地(零)。
1.2工作台两端应设置防护挡板,以防止尘屑划伤床身导轨面。
1.3各工作机构内设置的滚珠式保险离合器应起过载保险装置的作用。
即当工作机构过载时,停止工作机构的传动,防止机件损坏。
1.4平衡装置必须安全可靠,使水平主轴箱在立柱导轨上的任何位置均能处于平衡状态。
1.5横梁夹紧装置应与电气控制配合,使横梁移动时,夹紧装置自动松开;横梁不动时夹紧装置自动夹紧。
1.6主轴套筒夹紧装置应能夹紧主轴套筒,移动主轴套筒时,必须先松开夹紧机构;铣切时,应夹紧主轴套筒。
1.7外露的传动装置均应设防护罩。
1.8应有清理铁屑的专用工具。
1.9操纵平台应有防护拦杆和底护板,拦杆高800mm;底护板边高不低于40mm。
1.10操纵平台应防滑,扶梯应完好。
1.11机床限位开关应齐全,并在适当的位置上固定牢靠。
1.12机床的信号显示装置应完好。
1.13应有专用的梯子和脚踏板,且均应坚固,搁置稳当,且表面防滑。
2.行业检查2.1工作物要用压板、螺丝或专用工具夹紧,使用一般的扳手不准加套管,以免滑脱伤人。
2.2刀具一定要夹牢,否则不准开车工作。
2.3工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。
2.4开动主轴时,应先点动数下,确认正常后,才能开动主轴箱进给。
2.5水平主轴箱向上快速移动或向上进给速度超过375mm/min时,两个水平主轴箱不应同时开动。
2.6停车时,应先停止进刀,铣刀退出工件后,再停止主轴旋转。
2.7机床停车后,横梁应移至最低位置,并将两垂直主轴箱对称分布两侧。
工作台应停在床身中间。
2.8铣切各种工件,特别是粗铣时,开始应缓慢切削。
2.9移动工作台或刀架时,应先松开固定螺丝。
2.10装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
2.11在切削中,不准变速和调整刀具,禁止用手摸或测量工件。
2024年龙门刨削安全检查表1.设备检查1.1工作台运行速度应能自动调整,即在刀具切入和切出工件时能自动减速。
避免撞崩刀具和工件边缘而伤人。
1.2如工件、夹具外形超出工作台,其超出部分应小于工作台边沿到立柱或横梁的水平距离,以免动作时发生碰撞,此外尚应采取适当的防护措施,以防人体触碰而引起伤害。
1.3横梁夹紧装置动作应灵活可靠,横梁在升降前夹紧装置自动松开;升降完成后,则自动夹紧。
1.4机床上所有固定结合面必须紧密贴合,定位准确、固定牢靠、不得松动。
1.5必须设有工作台,横梁和刀架的限位装置,其动作应灵敏、可靠。
1.6保险装置必须有足够的强度,定位可靠,当撞过一次后,必须重新检查,调整该装置的准确性,并固紧。
1.7所有操纵手柄,手轮应有明显的档位标示牌及定位装置。
压紧手轮用的螺栓、螺母应齐全、完好,并固紧。
1.8灯光信号装置的功能应良好。
1.9液压电机组应设防护罩。
1.10工作台前刨削防护板必须安装牢固。
1.11工作台前、后应有防护栏杆,其高度不得低于800mm。
2.行为检查2.1工件装夹要牢固,压板、垫铁要平稳,并注意龙门宽度。
工件装夹好后,开一次慢车,检查工件和夹具是否能安全通过。
2.2正式开车前,须将行程档铁位置调节适当和紧固,并取下台面上杂物。
2.3开车后严禁将头、手伸入龙门及刨刀前面,不准站在台面上,更不准跨越台面严禁有人在两头护栏内通过。
多人操作时需要由一人指挥,动作要协调。
2.4工件装卸及翻身要选择安全地方注意锐边毛刺割手、应和行车工、挂钩工密切配合。
2.5开车后若要重新调节行程挡铁,测量工作、清扫铁屑,都必须停车。
2.6清除铁屑只许用刷子,禁止用压缩机空气吹。
3.作业环境机床周围地坑应用盖板盖好,盖板应坚固,定位可靠,能防滑。
2024年龙门刨削安全检查表(二)一、总则1. 龙门刨削(以下简称龙门)为大型机械设备,使用前须进行安全检查,以确保操作人员和设备的安全。
2. 定期进行安全检查是保障龙门运行安全的基本要求。