cnc加工中心点检表
- 格式:xlsx
- 大小:18.25 KB
- 文档页数:6

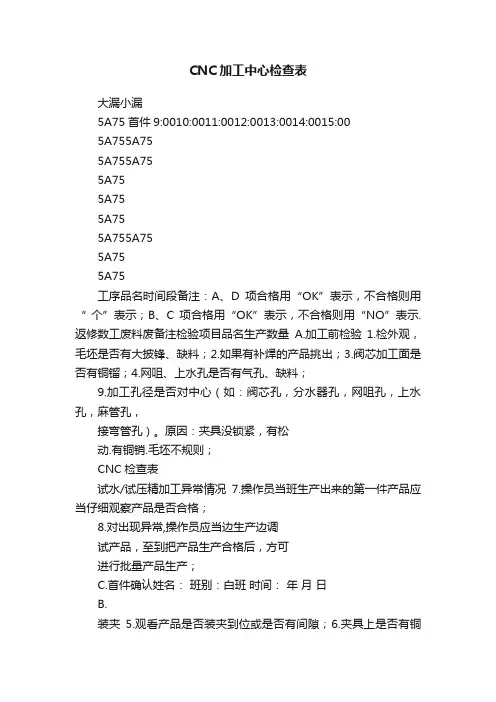
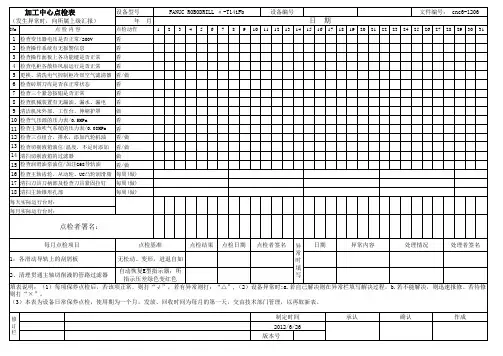
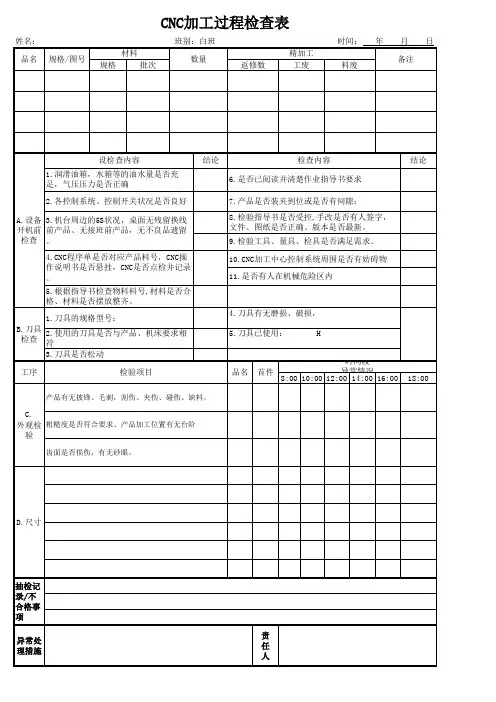
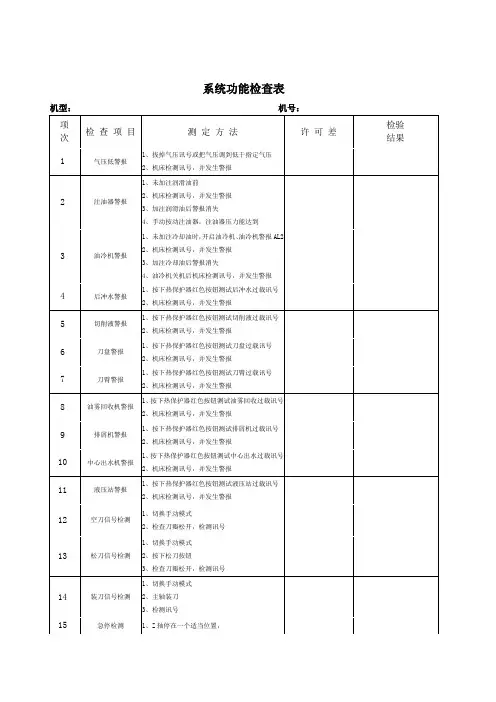
CNC加工中心检查表大漏小漏5A75首件9:0010:0011:0012:0013:0014:0015:005A755A755A755A755A755A755A755A755A755A755A75工序品名时间段备注:A、D项合格用“OK”表示,不合格则用“ 个”表示;B、C项合格用“OK”表示,不合格则用“NO”表示.返修数工废料废备注检验项目品名生产数量A.加工前检验1.检外观,毛坯是否有大披锋、缺料;2.如果有补焊的产品挑出;3.阀芯加工面是否有铜镏;4.网咀、上水孔是否有气孔、缺料;9.加工孔径是否对中心(如:阀芯孔,分水器孔,网咀孔,上水孔,麻管孔,接弯管孔)。
原因:夹具没锁紧,有松动.有铜销.毛坯不规则;CNC检查表试水/试压精加工异常情况7.操作员当班生产出来的第一件产品应当仔细观察产品是否合格;8.对出现异常,操作员应当边生产边调试产品,至到把产品生产合格后,方可进行批量产品生产;C.首件确认姓名:班别:白班时间:年月日B.装夹5.观看产品是否装夹到位或是否有间隙;6.夹具上是否有铜销,或有松动等情况;12.内外倒角是否过大(如:平角阀芯三个进水孔,两个定位孔.装饰杯接合处倒角.厨房龙头底座外倒角,接弯管处的外倒角等);解决方法:应把刀具把的内外角进行调试.13.螺纹是否完整(如:包括阀芯螺纹,麻管螺纹.网咀螺纹接弯管螺纹.底座定位孔螺纹,以上螺纹均要注意攻丝时是否会攻不到位,网嘴攻丝是否会撞底);D.加工过程检验11.加工面是否过深(如:阀芯面,上水孔面,网咀面,底座加工面,分水器面,接弯管面)解决方法:应把程式Z值设为小值;14.加工面是否不光过老皮如:阀芯面,上水孔面,网嘴面,底座面,,接弯管面,接花洒面等;解决方法:应把程式Z值设为小值;备注16.操作员应不定时留意观察或细听加工产品状况是否良好,是否会出现撞击刀具,挤刀切削等其它非正常切削声音;15.加工过程中应随时检查丝攻是否崩掉牙,攻丝后是否有粘合铜渣,存在则会攻牙时使螺纹变大.应把丝攻更换或清除丝攻上的铜渣;10.加工孔径是否过大或过小如:高角阀芯封水圈直径,分水器封水圈,麻管封水圈,还有螺纹孔径;原因:刀具尺寸变大或其它原因;。
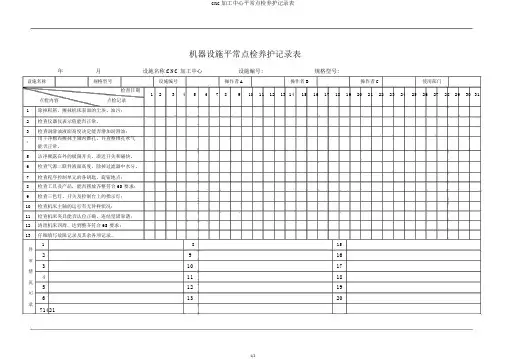
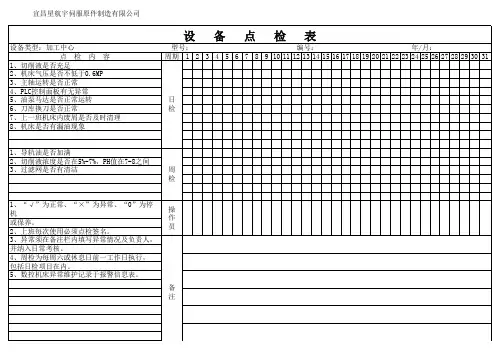
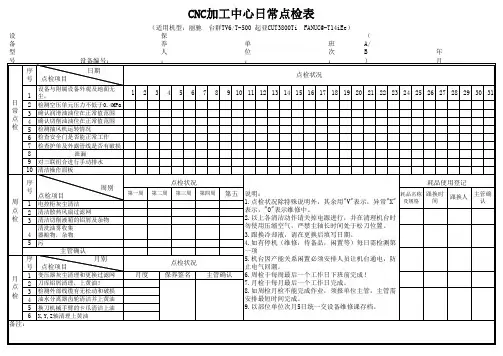
机器设施平常点检养护记录表年月设施名称:CNC 加工中心设施编号:规格型号:设施名称规格型号设施编号操作者A操作者B操作者C使用部门检查日期 234567 8910 11 12 13 1415 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31点检内容1 点检记录1除掉积屑,擦抹机床表面的尘埃、油污; 2 检查仪器仪表示值能否正常。
3检查润滑油液面高度决定能否增加润滑油;用干净棉布擦抹主轴内锥孔,并查察锥孔吹气 4能否正常。
5 洁净裸露在外的极限开关、凑近开关和碰快。
6 检查气源二联件液面高度,除掉过滤器中水分。
7 检查程序控制单元的各钥匙、旋钮地点;8 检查工具及产品,能否摆放齐整符合6S 要求; 9检查三色灯、开关及控制台上的指示灯;10 检查机床主轴的运行有无异样状况;11 检查机床夹具能否认位正确、连结坚固靠谱; 12 清理机床四周,达到整齐符合6S 要求; 13仔细填写故障记录及其余各项记录。
1815异2 9 16 常3 10 17 情4 11 18 况5 12 19 记 13206录71421重要备 1.检查方法:看、听、试安全注 2.检查周期:每日。
(由白班操作者负责)隐患记录注:养护后,用“√”表示进行了点检,“○”表示歇息或放假,“×”表示有异样状况,应在“异样状况记录”栏予以记录。
有限公司设备点检运行交接记录表
使用部门:模具车间班次:年月
设备编号名称加工中心型号
序号内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 开机检查设备各处有无异响
2 按机床润滑要求加油
3 检查导轨是否正常。
4 电机无异响,运转有力
5 主电机皮带松紧合适不偏磨
6 即时注油并达到油标处
7 X轴Y轴正常工作
8 快进系统工作正常灵活可靠
9 变速系统变速正常,工作可靠
10 电气控制系统线路板清洁,按钮旋钮灵敏可靠
11 看各处螺丝有无松动
实际运行时间(小时)合计:
故障停机时间(小时)合计:
操
作
者
故障问题记录第一周第二周第三周第四周
原因分析记维修记录
维修人员:维修人员:维修人员:维修人员:
说明:
1.此表由设备部部逐月下达到设备操作者,操作者点检并记录。
2.记录符号:正常“√”异常“×”待修“△”。
3.操作者要如实填写故障问题及停机、开动时间,维修人员填写故障原因分析记维修记录。
4.记录时字体要工整,禁止随意填写并注明每个周的具体日期。
序号点检项目点检人不符合项原因分析建议措施责任单位/责任人跟进反馈关闭状态改善完成时间复查情况1工程非标刀具图纸,是否按照刀具型号规格品名规范。
2工序3D图2D是否最新图档。
3刀具排列表上的装刀长度是否合理。
4量产程序是否评审。
5程序刀具使用是否合理。
6程序是否有按2D编程。
7程序主轴转速,进给是否合理。
8是否按刀具清单及命名作业指导书。
9检查夹具是否有干涉。
10是否有参照CNC程式制造流程。
11刀具真实寿命是否完成,刀具排列表上是否更新。
12夹具气缸动作是否顺畅。
13夹具气路或真空是否漏气。
14装料,通气或真空料是否牢固。
15装取料是否过紧可不方便。
16真空槽是否漏装密封条或密封条高度是否OK。
17夹具配件是否齐全。
18夹具配件有没漏装,装反或装错。
19夹具盖板是否防反,防错。
20夹具工装板或盖板是否有毛刺,利边,锐角等。
21是否有探头需求。
22各工序结构样签核。
23刀具排列表是否下发给现场(是否有受控)。
24刀补图是否提供给制工。
25产品对应2D图档SIP等是否受控。
26治具是否需要真空、机台是否已接真空管。
27机台是否添加切削液。
28分配机台是否为正常可调试设备。
298MM和10MM气管库存6MM气管的库存。
30千分表及内六角扳手。
31机台分布明细。
32四轴转台是否有需求 三轴和四轴比例。
33刀具/夹头到位状况(限量产)。
34.治具是否检测OK。
35电磁铁治具及气缸是否正常使用。
36治具垫块是否充足。
37探针需求是否满足。
38是否有调机物料。
39刀具/夹头到位状况(限开发)。
40调机首件送检投影时间3小时以内。
41正常首件送检时间30分钟以内。
42各工序外观限度样签核。
CNC 制程工艺流程点检表(checklist)表单编号:XX-XXX-XX。
德信诚培训网
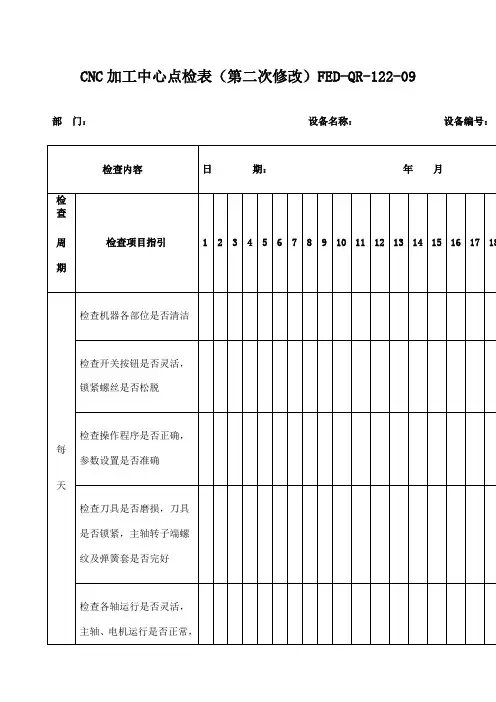
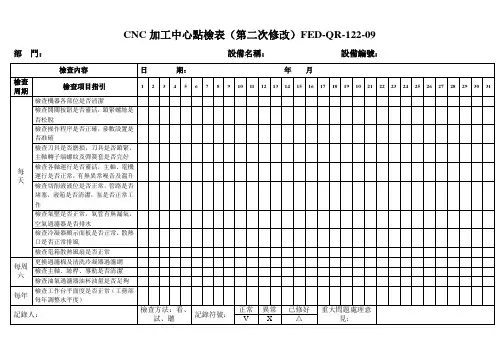
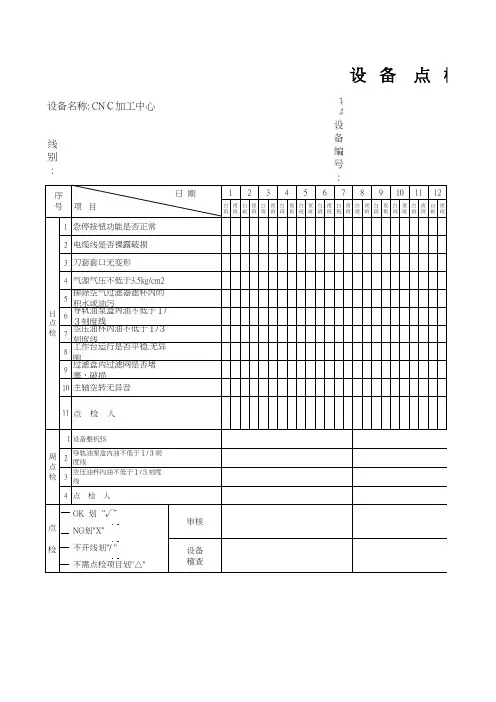
CNC加工中心点检表
部门:设备名称:设备编号:
检查内容日期:年月
检查
周期
检查项目指引 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 10 21 22 23 24 25 26 27 28 29 30 31
每天检查机器各部位是否清洁检查开关按钮是否灵活,锁紧螺丝是否松脱
检查操作程序是否正确,参数设置是否准确
检查刀具是否磨损,刀具是否锁紧,主轴转子端螺纹及弹簧套是否完好
德信诚培训网检查各轴运行是否灵活,
主轴、电机运行是否正常,
有无异常噪音及温升
检查切削液液位是否正
常,管路是否堵塞,液箱
是否清洁,泵是否正常工
作
检查气压是否正常,气管
有无漏气,空气过滤器是
否排水
检查冷凝器显示面板是否
正常,散热口是否正常排
风
检查电箱散热风扇是否正
德信诚培训网常
每周六更换过滤棉及清洗冷凝器过滤网
检查主轴、丝杆、导轨是否清洁
检查油气过滤器油杯油量是否足够
每年检查工作台平面度是否正常(工务部每年调整水平度)
记录人:
检查方法:
看、试、听记录符号:
正常异常已修好
重大问题处理意见:
V X △。