金属切削过程的基础知识
- 格式:ppt
- 大小:6.10 MB
- 文档页数:18
机械制造基础习题一、填空题1.切削用量三要素指的是切削速度、进给量、背吃刀量2.在金属切削过程中,切削运动可分为主运动和进给运动。
其中主运动消耗功率最大,速度最高。
3.金属切削刀具的材料应具备的性能有高的硬度和耐磨性、足够的强度和韧性、高的耐热性和良好的散热性、良好的工艺性与经济性。
4.刀具在高温下能保持高硬度、高耐磨性、足够的强度和韧性.则该刀具的热硬性较高。
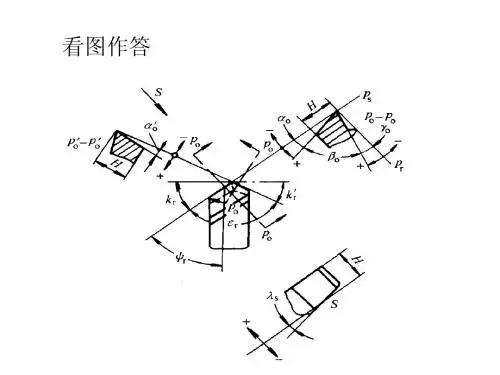
5.前刀面和基面的夹角是前角,后刀面与切削平面的夹角是后角,主切削刃在基面上的投影和进给方向之间的夹角是主偏角,主切削刃与基面之间的夹角是角刃倾角。
6.刀具角度中,影响径向分力Fy大小的角度是主偏角。
因此,车削细长轴时,为减小径向分力作用,主偏角常用75°或90°。
7.车外圆时,刀尖高于工件中心,工作前角变大,工作后角变小。
8.切削过程中影响排屑方向的刀具角度是刃倾角,精加工时,刃倾角应取正值。
9.积屑瘤产生的条件是用中等速度切削塑性材料且能形成带状切屑时。
避免积屑瘤的产生,主要控制切削用量中的切削速度。
10.在切削用量中,影响切削力大小最显著的是背吃刀量,影响切削温度大小最显著的是切削速度。
11.切削用力常分解到三个相互垂直的方向上:主切削力与主切削刃上某点的切削速度方向一致;与工件轴线平行的为进给抗力;与工件半径方向一致的是切深抗力力。
12.从提高刀具耐用度出发,粗加工时选择切削消量的顺序应是背吃刀量、进给量、切削速度。
13.孔加工中,镗床主要用于箱体类零件上孔系的加工。
14.在拉削加工中,主运动是拉刀的旋转,进给运动是靠拉刀的齿升量来实现的。
15.合理的刀具耐用度(寿命)包括最高生产率寿命与最低成本寿命两种。
16.转位车刀的切削性能比焊接车刀好(好,差),粗加工孔时,应选择麻花钻(拉刀、麻花钻)刀具。
17.当主偏角增大时,刀具耐用度增加(增加,减少),当切削温度提高时,耐用度减少(增加、减少)。
18.当工件材料硬度提高时,切削力增加(增加,减少);当切削速度提高时,切削变形减少(增加、减少)。
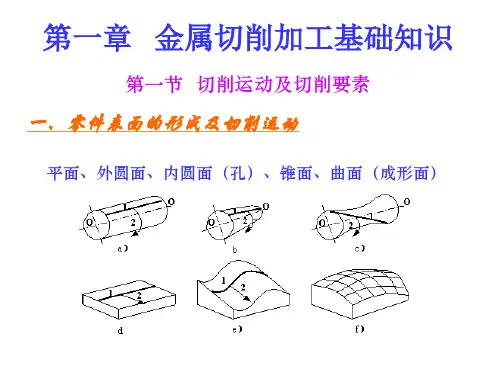
金属切削的基础知识概述简介金属切削是一种通过削剪和切割金属材料的方法,是制造业中常见的一项工艺。
基于材料的性质和切削工具的性能,金属切削可以实现高精度和高效率的加工。
本文将介绍金属切削的基本原理、切削工具、切削过程中的参数和常见的切削方式。
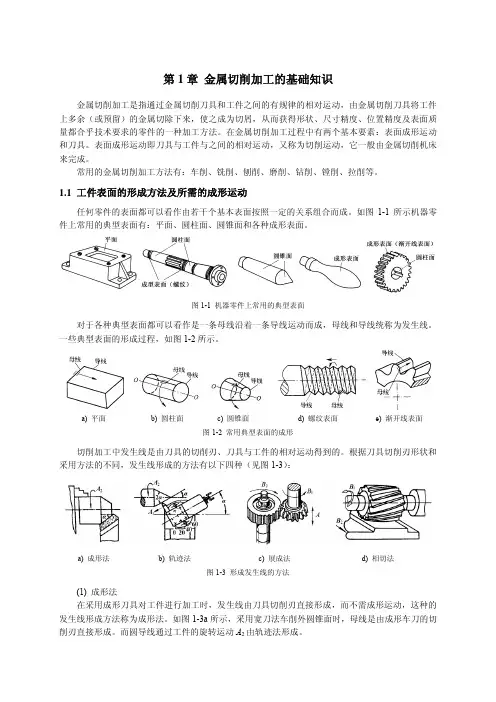
基本原理金属切削的基本原理是通过切削工具对金属材料进行削剪,从而使金属材料形成所需的形状和尺寸。
切削工具通常是由刀具和刀具架组成。
刀具用于切削金属材料,而刀具架则用于固定刀具并提供切削力。
切削过程中,刀具和工件之间形成了切削区域。
刀具通过在切削区域施加切削力,将金属材料削去。
这种削去的过程称为切削,并产生了削屑。
削屑是通过切削工具对金属材料进行切割而产生的废料。
切削工具金属切削中常用的切削工具有刀具、铣刀和钻头等。
下面简单介绍几种常见的切削工具:1. 刀具刀具是用于切削金属材料的基本工具。
刀具通常包括刀片和刀柄两部分。
刀片是用来切削金属材料的零件,而刀柄则用于固定刀片和提供切削力。
常见的刀具类型包括车刀、铣刀、刨刀和麻花钻等。
不同的刀具适用于不同的切削任务和金属材料。
2. 铣刀铣刀是一种旋转切削工具,用于将金属材料进行铣削。
铣刀通常由刀柄和多个刀片组成。
刀柄用于固定刀片,而刀片通过旋转进行切削。
铣刀常用于对金属材料进行复杂的零件加工,如开槽、螺纹加工和表面光洁度要求较高的加工。
3. 钻头钻头是一种专门用于钻孔的切削工具。
钻头通常由刀片和刀杆组成。
刀片被用于切削金属材料,并通过刀杆进行固定。
钻头适用于对金属材料进行孔加工,如钻孔和锪孔等。
切削过程中的参数切削过程中有几个重要的参数需要考虑,包括切削速度、进给速度和切削深度。
1. 切削速度切削速度是指切削工具在单位时间内切削的线速度。
切削速度的选择与金属材料的性质和切削工具的性能有关。
切削速度过高容易引起切削工具的损坏,而切削速度过低则会降低加工效率。
因此,在切削过程中需要选择适当的切削速度,以确保切削质量和切削效率。
金属切削的基础知识金属切削是一种通过切削工具在金属工件上施加力量,使其产生剪切应力,从而剥离所需形状的金属层的加工方法。
它是目前最常用和广泛应用的金属加工方式之一。
以下是金属切削的基础知识:1. 切削工具:切削工具通常由硬质材料制成,如高速钢、硬质合金等。
常见的切削工具包括刀片、钻头、铣刀等。
刀具的选择根据加工材料、加工形状和加工质量要求等因素进行。
2. 切削速度:切削速度是指在单位时间内切削刀具工作部分对工件的相对运动速度。
它是影响切削加工效果和刀具寿命的重要因素。
通常以米每分钟(m/min)作为单位。
3. 进给速度:进给速度是指切削刀具沿工件表面移动的速度。
它决定了每分钟进给长度。
进给速度的选择需要考虑切削深度、加工精度和刀具强度等因素。
4. 切削深度:切削深度是指切削刀具在每次切削中从工件表面剥离金属的厚度。
切削深度越大,切削力也会增加,刀具磨损加剧。
因此,切削深度的选择要根据材料性质、刀具强度和加工要求等综合考虑。
5. 切削力:切削力是指在切削过程中作用在切削刀具上的力。
它是切削加工过程中的重要力学参数,会影响刀具的磨损和加工精度。
切削力的大小与切削厚度、切削速度、切削角度和材料硬度等因素密切相关。
6. 刀具磨损:切削刀具在切削过程中会不可避免地发生磨损。
刀具磨损会使切削力增加、切削质量下降,并且降低了刀具的寿命。
因此,定期更换和修磨切削刀具是保证加工质量和生产效率的重要措施。
7. 切削液:切削液是指在金属切削过程中加入的一种液体。
它主要用于降低切削温度、润滑切削表面、冲洗切削区域,以减少金属切削时产生的摩擦和热量。
良好的切削液选择能够有效地提高加工质量和刀具寿命。
金属切削是工业生产中广泛应用的加工方式之一,掌握金属切削的基础知识对于提高加工质量、降低生产成本具有重要意义。
因此,对于从事金属加工的工作者来说,了解切削工具、切削速度、进给速度、切削深度、切削力、刀具磨损以及切削液等基础知识是十分必要的。