钻孔、镗孔
- 格式:ppt
- 大小:2.97 MB
- 文档页数:29
内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。
一、钻孔用钻头在工件实体部位加工孔称为钻孔。
钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5μm。
钻孔有以下工艺特点:1.钻头容易偏斜。
在钻床上钻孔时,容易引起孔的轴线偏移和不直,但孔径无显著变化;在车床上钻孔时,容易引起孔径的变化,但孔的轴线仍然是直的。
因此,在钻孔前应先加工端面,并用钻头或中心钻预钻一个锥坑,以便钻头定心。
钻小孔和深孔时,为了避免孔的轴线偏移和不直,应尽可能采用工件回转方式进行钻孔。
2.孔径容易扩大。
钻削时钻头两切削刃径向力不等将引起孔径扩大;卧式车床钻孔时的切入引偏也是孔径扩大的重要原因;此外钻头的径向跳动等也是造成孔径扩大的原因。
3.孔的表面质量较差。
钻削切屑较宽,在孔内被迫卷为螺旋状,流出时与孔壁发生摩擦而刮伤已加工表面。
4.钻削时轴向力大。
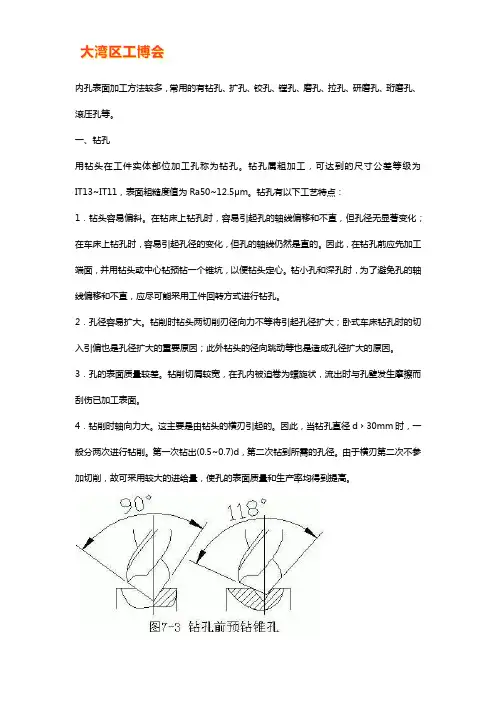
这主要是由钻头的横刃引起的。
因此,当钻孔直径d﹥30mm时,一般分两次进行钻削。
第一次钻出(0.5~0.7)d,第二次钻到所需的孔径。
由于横刃第二次不参加切削,故可采用较大的进给量,使孔的表面质量和生产率均得到提高。
二、扩孔扩孔是用扩孔钻对已钻出的孔做进一步加工,以扩大孔径并提高精度和降低表面粗糙度值。
扩孔可达到的尺寸公差等级为IT11~IT10, 表面粗糙度值为Ra12.5~6.3μm,属于孔的半精加工方法,常作铰削前的预加工,也可作为精度不高的孔的终加工。
扩孔方法如图7-4所示,扩孔余量(D-d),可由表查阅。
扩孔钻的形式随直径不同而不同。
直径为Φ10~Φ32的为锥柄扩孔钻,如图7-5a所示。
直径Φ25~Φ80的为套式扩孔钻,如图7-5b所示。
扩孔钻的结构与麻花钻相比有以下特点:1.刚性较好。
由于扩孔的背吃刀量小,切屑少,扩孔钻的容屑槽浅而窄,钻芯直径较大,增加了扩孔钻工作部分的刚性。
2.导向性好。
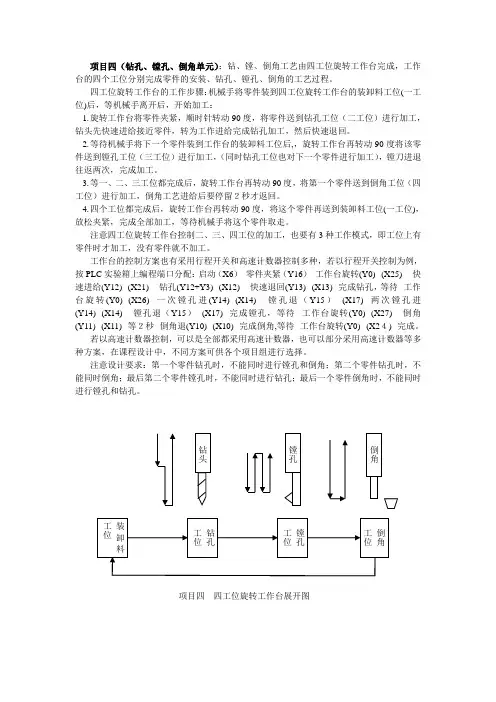
项目四(钻孔、镗孔、倒角单元):钻、镗、倒角工艺由四工位旋转工作台完成,工作台的四个工位分别完成零件的安装、钻孔、镗孔、倒角的工艺过程。
四工位旋转工作台的工作步骤:机械手将零件装到四工位旋转工作台的装卸料工位(一工位)后,等机械手离开后,开始加工:1. 旋转工作台将零件夹紧,顺时针转动90度,将零件送到钻孔工位(二工位)进行加工,钻头先快速进给接近零件,转为工作进给完成钻孔加工,然后快速退回。
2. 等待机械手将下一个零件装到工作台的装卸料工位后,,旋转工作台再转动90度将该零件送到镗孔工位(三工位)进行加工,(同时钻孔工位也对下一个零件进行加工),镗刀进退往返两次,完成加工。
3. 等一、二、三工位都完成后,旋转工作台再转动90度,将第一个零件送到倒角工位(四工位)进行加工,倒角工艺进给后要停留2秒才返回。
4. 四个工位都完成后,旋转工作台再转动90度,将这个零件再送到装卸料工位(一工位),放松夹紧,完成全部加工,等待机械手将这个零件取走。
注意四工位旋转工作台控制二、三、四工位的加工,也要有3种工作模式,即工位上有零件时才加工,没有零件就不加工。
工作台的控制方案也有采用行程开关和高速计数器控制多种,若以行程开关控制为例,按PLC 实验箱上编程端口分配:启动(X6)--零件夹紧(Y16)--工作台旋转(Y0)--(X25)-- 快速进给(Y12)--(X21)-- 钻孔(Y12+Y3)--(X12)-- 快速退回(Y13)--(X13)--完成钻孔,等待--工作台旋转(Y0)--(X26)--一次镗孔进(Y14)--(X14)-- 镗孔退(Y15)--(X17)--两次镗孔进(Y14)--(X14)-- 镗孔退(Y15)--(X17)--完成镗孔,等待--工作台旋转(Y0)--(X27)-- 倒角(Y11)--(X11)--等2秒--倒角退(Y10)--(X10)--完成倒角,等待--工作台旋转(Y0)--(X24)--完成。
孔的加工方法有哪些孔的加工方法有很多种,下面将逐一介绍其中一些较为常见和常用的方法。
一、钻孔。
钻孔是最基本、最常见的孔加工方法之一。
钻孔的主要工具是钻,通常是使用手动或机械钻来实现。
钻孔可以用于加工各种材料,如金属、木材和塑料等。
钻孔可分为常规钻孔和深孔钻孔。
常规钻孔主要用于加工孔径较小的孔洞,而深孔钻孔则用于加工深孔孔洞。
二、镗孔。
镗孔是一种通过旋转刀具来加工孔洞的方法。
这种方法主要用于加工较大直径或较大长度的孔洞。
镗孔的刀具称为镗刀,它与被加工的孔洞有几乎相同的形状和尺寸。
镗孔通常分为手动镗孔和机械镗孔两种方式,在机械镗孔中,有进给镗孔和振动镗孔等不同的方式。
三、铰孔。
铰孔是一种用于加工内螺纹孔和螺旋槽孔的方法。
这种方法主要通过铰刀进行加工,铰孔可以将孔洞加工成不同规格的螺纹或槽。
铰孔的方式有手动铰孔和机械铰孔两种。
四、扩孔。
扩孔是通过专用的工具对已经存在的孔洞进行加工,使其直径变大的方法。
这种方法通常用于调整孔洞的尺寸或加工锥形孔洞。
扩孔的工具有扩孔钻、扩孔机等。
五、插孔。
插孔是通过插削和切削来加工孔洞的方法。
这种方法通常用于加工较大直径和深度的孔洞。
插孔使用的刀具通常为铣刀或孔镗刀。
插孔可分为轮廓插孔和径向插孔两种方式。
六、滚花孔。
滚花孔是通过滚花刀具沿孔壁进行旋转来加工出带有滚花形状的孔洞。
这种方法主要用于装饰和美化材料表面。
七、激光孔加工。
激光孔加工是一种利用激光器对材料进行烧蚀来加工孔洞的方法。
这种方法通常用于加工高硬度和高耐磨材料,如金属合金和陶瓷等。
八、放电加工。
放电加工是一种利用电火花放电的方式加工孔洞的方法。
这种方法通常用于加工硬度较高的材料,如工具钢和硬质合金等。
九、冲孔。
冲孔是一种利用冲压机械对材料进行冲压,形成孔洞的方法。
这种加工方法通常适用于薄板材料,如金属板和塑料片等。
总之,孔的加工方法有很多种,每种方法都有其适用的材料和特定的加工需求。
在实际应用中,可以根据具体情况选择合适的孔加工方法来进行加工。

50系统钻孔\攻丝\镗孔动作对比类型G代码钻削(-Z方向)在孔底动作回退(+Z方向)应用钻孔G73 间歇进给——快速移动高速深孔循环G81 切削进给——快速移动点钻循环G83 间歇进给——快速移动深孔钻循环攻丝G74 切削进给停刀→主轴正转切削进给左旋攻丝循环G84 切削进给停刀→主轴反转切削进给攻丝循环镗孔G76 切削进给停刀→主轴定向停止快速移动精镗循环G82 切削进给停刀快速移动锪镗循环G85 切削进给——快速移动镗孔循环G86 切削进给主轴停止快速移动镗孔循环G87 切削进给停刀→主轴定向停止快速移动背镗循环G88 切削进给停刀→主轴停止快速移动镗孔循环G89 切削进给停刀快速移动镗孔循环G80 ——————取消固定循环一、钻孔指令1、高速深孔钻循环(G73)G73 X_Y_Z_R_Q_F_K_ 2、点钻循环(G81)G81X_Y_Z_R_F_K_3、深孔钻循环(G83)G83 X_Y_Z_R_Q_F_K_二、攻丝指令1、左旋攻丝循环(G74)G74 X_Y_Z_R_P_F_K_ 2、右旋攻丝循环(G84)G84 X_Y_Z_R_P_F_K_三、镗孔指令1、精镗循环(G76)G76X_Y_Z_R_Q_P_F_K_ 2、锪镗循环(G82)G82 X_Y_Z_R_P_F_K_ 3、镗孔循环(G85)G85 X_Y_Z_R_F_K_4、镗孔循环(G86)G86 X_Y_Z_R_F_K_5、背镗循环(G87)G87 X_Y_Z_R_Q_P_F_K_ 6、镗孔循环(G88)G88 X_Y_Z_R_P_F_K_ 7、镗孔循环(G89)G89 X_Y_Z_R_P_F_K_参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离Q_ 每次切削进给的切削深度每次切削进给的切削深度F_ 切削进给速度切削进给速度K_ 重复次数重复次数参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离P_ 在孔底的停刀时间在孔底的停刀时间F_ 切削进给速度切削进给速度K_ 重复次数重复次数参数G90编程G91编程X_Y_ 孔位坐标值孔位坐标值Z_ 孔底Z值从R点到孔底的距离R_ R点Z值从初始位置面到R点的距离Q_ 孔底的偏移量孔底的偏移量P_ 在孔底的停刀时间在孔底的停刀时间F_ 切削进给速度切削进给速度K_ 重复次数重复次数★注意:G87(背镗循环)中,刀具首先沿着X和Y轴定位,然后主轴在固定的回转圆周位置上停止,刀具向刀尖的相反方向移动并快速定位至孔底(R点)位置。

关于钻孔、扩孔、较孔、镇孔的区别一、钻孔与扩孔1.钻孔钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm。
钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。
上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻,其直径规格为飨1~∂80mm0由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,加之定心性不好,钻孔加工的精度较低,一般只能达到IT13~IT11;表面粗糙度也较大,Ra 一般为50~12.5μm;但钻孔的金属切除率大,切削效率高。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。
对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、较孔、锋孔或磨孔来达到。
2.扩孔扩孔是用扩孔钻对已经钻出、铸出或锻出的孔作进一步加工,以扩大孔径并提高孔的加工质量扩孔加工既可以作为精加工孔前的预加工也可以作为要求不高的孔的最终加工。
扩孔钻与麻花钻相似,但刀齿数较多,没有横刃。
与钻孔相比,扩孔具有下列特点:(1)扩孔钻齿数多(3~8个齿)、导向性好,切削比较稳定;(2)扩孔钻没有横刃,切削条件好;(3)加工余量较小,容屑槽可以做得浅些,钻芯可以做得粗些,刀体强度和刚性较好。
扩孔加工的精度一般为ITII-ITI O级,表面粗糙度Ra为12.5~6.30扩孔常用于加工直径小于。
10θ∞m的孔。
在钻直径较大的孔时(D≥30mm),常先用小钻头(直径为孔径的0.5~0.7倍)预钻孔,然后再用相应尺寸的扩孔钻扩孔,这样可以提高孔的加工质量和生产效率。
扩孔除了可以加工圆柱孔之外,还可以用各种特殊形状的扩孔钻(亦称钱钻)来加工各种沉头座孔和钩平端面示。
教案课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注钻孔方法在实体材料上用钻头加工孔的方法称为钻孔。
在铣床上,一般使用麻花钻来钻削中、小型工件上的孔和相互位置不太复杂的孔系。
1.孔加工刀具1)麻花钻麻花钻是一种形状复杂的孔加工刀具,如图9-1所示。
它的应用十分广泛,常用来钻削精度较低和表面粗糙度要求不高的孔。
用高速钢钻头加工的孔精度可达IT13~IT11,表面粗糙度可达Ra2.5~6.3μm;用硬质合金钻头加工的孔精度可达IT11~IT10,表面粗糙度可达Ra12.5~3.2μm。
标准麻花钻主要由切削部分、导向部分和刀柄三部分组成。
钻头切削部分由它的切削刃和横刃作为刀具在起切削作用。
导向部分在切削过程中能保持钻头正直的钻削方向,同时具有修光孔壁的作用,并且是切削的后备部分。
刀柄用来夹持和传递钻孔时所需的扭矩和轴向力。
麻花钻上的沟槽起排屑的作用。
2)中心钻中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,可以减小误差。
中心钻有A型和B型两种型式。
A型是不带护锥的中心钻,B型是带护锥的中心钻。
加工直径d=1~10 mm的中心孔时,通常采用不带护锥的中心钻,即A型。
A型中心孔只有60°锥孔;工序较长、精度要求较高的工件,一般采用带护锥的中心钻,即B型。
B型中心孔外端有120°锥面,又称保护锥面,用以保护60°锥孔的外缘不被碰坏。
课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注3)深孔钻一般情况下,孔深与孔径的比值为5~10的孔称为深孔。
加工深孔可用深孔钻。
常用的深孔钻主要有外排屑深孔钻(如枪钻,见图9-3)和内排屑深孔钻(如喷吸钻等等),这里不具体介绍。
深孔加工时会产生以下不利因素:1 不易观测刀具切削情况,只能用听声音及看切屑等手段来判断刀具磨钝情况。
2 切削热不易传散,须采用有效冷却方式。
机械孔的分类(实用版)目录一、引言二、机械孔的分类概述1.盲孔2.通孔3.盲孔和通孔的区别三、机械孔的加工方法1.钻孔2.镗孔3.磨孔四、机械孔的应用领域五、结论正文一、引言在机械制造领域,孔是连接各个零件的重要通道,它的质量和精度直接影响到整个机械设备的性能和稳定性。
因此,了解机械孔的分类和加工方法对于提高机械产品的质量和性能具有重要意义。
二、机械孔的分类概述(1)盲孔:盲孔是指在零件表面钻出的孔,孔底不与内部相通,其主要用于安装螺钉、螺母或其他零件。
盲孔的内径和深度可以根据实际需要进行定制。
(2)通孔:通孔是指在零件表面钻出的孔,孔底与内部相通,其主要用于连接两个或多个零件,起到传递动力或流体等作用。
通孔的内径和深度也可以根据实际需要进行定制。
(3)盲孔和通孔的区别:盲孔和通孔的主要区别在于孔底是否与内部相通。
盲孔的孔底不与内部相通,而通孔的孔底与内部相通。
三、机械孔的加工方法(1)钻孔:钻孔是指用钻头在零件表面钻出的孔。
钻孔是最常见的孔加工方法,适用于各种材料和尺寸的零件。
(2)镗孔:镗孔是指用镗刀在零件表面镗出的孔。
镗孔主要用于大型零件或高精度孔的加工,具有较高的精度和表面质量。
(3)磨孔:磨孔是指用砂轮或金刚石磨头在零件表面磨出的孔。
磨孔主要用于精密零件或超精密零件的孔加工,具有极高的精度和表面质量。
四、机械孔的应用领域机械孔广泛应用于各种机械设备和产品中,如汽车、航空航天、机床、船舶等。
机械孔的质量和精度直接影响到整个机械设备的性能和稳定性。
五、结论了解机械孔的分类和加工方法对于提高机械产品的质量和性能具有重要意义。
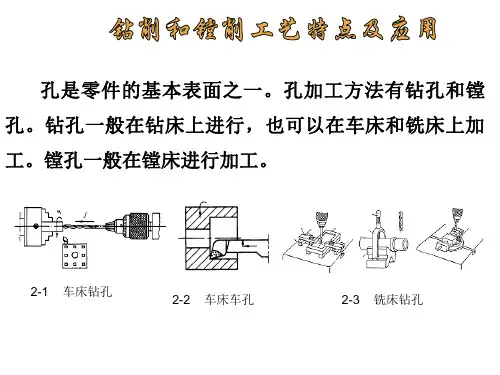
钻孔和镗孔在加工工艺方法钻孔和镗孔是常见的加工工艺方法,它们在制造业中起着至关重要的作用。
本文将分别介绍钻孔和镗孔的工艺原理、应用领域以及使用注意事项。
一、钻孔工艺方法钻孔是一种通过旋转刀具在工件上形成圆形孔的加工方法。
钻孔工艺通常使用钻头作为切削工具,通过旋转钻头并施加一定的切削力,将工件材料逐渐切削、挤压和排除,形成所需的孔洞。
钻孔工艺方法适用于加工各种硬度和材质的工件,包括金属、塑料、木材等。
钻孔的应用领域广泛,常见于机械制造、汽车制造、航空航天等领域。
在机械制造中,钻孔用于制作零件上的螺纹孔、定位孔等。
在汽车制造中,钻孔则用于发动机缸体、汽缸盖等部件的制造。
在航空航天领域,钻孔则被广泛应用于飞机发动机涡轮叶片等的加工。
在使用钻孔工艺方法时,需要注意以下几点。
首先,根据工件材料的不同选择合适的钻头材质和形状,以确保切削效果和加工质量。
其次,要控制切削速度和进给量,避免过大或过小的切削力对刀具和工件造成损伤。
最后,及时清理切屑和冷却液,保持良好的工作环境,以提高工作效率和切削质量。
二、镗孔工艺方法镗孔是一种通过旋转切削工具在工件上形成精密孔的加工方法。
与钻孔不同的是,镗孔通过旋转镗头和工件之间的相对运动,以切削方式使孔洞的尺寸和形状达到设计要求。
镗孔工艺方法通常用于制造精密孔、孔的修整和孔的加工质量要求较高的场合。
镗孔的应用领域广泛,常见于模具制造、汽车制造、船舶制造等领域。
在模具制造中,镗孔被广泛应用于模具的孔加工、导柱孔加工等。
在汽车制造中,镗孔则用于汽车发动机气缸套的加工。
在船舶制造领域,镗孔常常被用于制造船舶上的螺栓孔、轴孔等。
在使用镗孔工艺方法时,需要注意以下几点。
首先,选择合适的镗头材质和形状,以确保切削效果和加工质量。
其次,控制切削速度和进给量,避免过大或过小的切削力对刀具和工件造成损伤。
最后,保持切削液的充足和冷却效果,以提高切削质量和工作效率。
总结:钻孔和镗孔是常见的加工工艺方法,它们在制造业中起着至关重要的作用。