1_第六章 在铣床上钻孔、铰孔和镗孔
- 格式:ppt
- 大小:1.15 MB
- 文档页数:57
车削加工中钻孔、镗孔和铰孔的质量问题及解决方案摘要:套类零件的车削比轴类零件的车削难度要高,在套类零件车削的过程中,我们会碰到很多零件质量的问题,比如钻孔时孔径偏大或歪斜,镗孔时孔的粗糙度不够理想,铰孔时精度达不到要求,本篇文章介绍钻孔、镗孔及铰孔的质量问题进行分析,从而制定出改进与提高套类零件质量的具体措施。
通过理论教学,使学生掌握套类零件在车削加工中钻孔、镗孔及铰孔的质量问题,为解决问题提供积极方案,有一定的实践意义。
关键词:车削特点问题分析解决方案套类零件车削时,切削情况不能用视力来观察;孔径大小限制刀杆的截面,特别是加工孔径小、长度长的孔,刀杆刚性不足;切屑排出不易,测量套类零件,尤其是测量小孔更加困难。
一、钻孔问题1.孔钻偏歪:问题分析:(1)工件端面没有车平或者有凸台;(2)车平后第二次装夹时工件端面与轴线不垂直;(3)车床装夹钻头的尾座磨损中心降低或者与主轴轴线产生偏移;(4)钻头刚度不好,初钻时手动进给量过大;(5)钢材质量不好,工件内部有硬块。
解决方案:(1)钻孔前必须先车平端面,不能留有中心余头;(2)第二次装夹时校正工件;(3)修配调整车床尾座中心高度并与主轴的同轴;(4)选用较短的钻头或先用中心钻钻中心孔定位导向,初钻时宜采用高速小走刀,或用档铁支顶防止钻头摆动;(5)降低主轴转速,减小进给量;问题2.钻孔直径偏大超差问题分析:(1)由于粗心大意把钻头直径选错,或者选用的钻头过大余量太小;(2)钻头刃磨时切削刃一边长一边短不对称;(3)钻头在钻削时摆动。
解决方案(1)看清图纸,选取的钻头直径需作检查,选用小一点钻头,加大钻削余量。
(2)刃磨钻头必须使切削刃对称,横刃要通过轴心线;(3)初钻时可用档铁支顶钻头头部,防止摆动,并要保证钻头锥柄的配合良好。
问题3.钻孔后孔壁粗糙问题分析:(1)钻头使用过久磨损不锋利;(2)手动进给量过大或不均匀;(3)切削液供应不足或者性能差;(4)排屑不畅,切屑堵塞了螺旋槽;解决方案(1)刃磨钻头,保持钻头锋利;(2)提高钻孔技能,手动进给均匀;(3)随时注意切削液的浇注情况,保持切削液通畅;(4)钻头经常退出到孔外,清除切屑,保持螺旋槽排屑通畅。
关于钻孔、扩孔、较孔、镇孔的区别一、钻孔与扩孔1.钻孔钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm。
钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。
上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻,其直径规格为飨1~∂80mm0由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,加之定心性不好,钻孔加工的精度较低,一般只能达到IT13~IT11;表面粗糙度也较大,Ra 一般为50~12.5μm;但钻孔的金属切除率大,切削效率高。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。
对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、较孔、锋孔或磨孔来达到。
2.扩孔扩孔是用扩孔钻对已经钻出、铸出或锻出的孔作进一步加工,以扩大孔径并提高孔的加工质量扩孔加工既可以作为精加工孔前的预加工也可以作为要求不高的孔的最终加工。
扩孔钻与麻花钻相似,但刀齿数较多,没有横刃。
与钻孔相比,扩孔具有下列特点:(1)扩孔钻齿数多(3~8个齿)、导向性好,切削比较稳定;(2)扩孔钻没有横刃,切削条件好;(3)加工余量较小,容屑槽可以做得浅些,钻芯可以做得粗些,刀体强度和刚性较好。
扩孔加工的精度一般为ITII-ITI O级,表面粗糙度Ra为12.5~6.30扩孔常用于加工直径小于。
10θ∞m的孔。
在钻直径较大的孔时(D≥30mm),常先用小钻头(直径为孔径的0.5~0.7倍)预钻孔,然后再用相应尺寸的扩孔钻扩孔,这样可以提高孔的加工质量和生产效率。
扩孔除了可以加工圆柱孔之外,还可以用各种特殊形状的扩孔钻(亦称钱钻)来加工各种沉头座孔和钩平端面示。
教案课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注钻孔方法在实体材料上用钻头加工孔的方法称为钻孔。
在铣床上,一般使用麻花钻来钻削中、小型工件上的孔和相互位置不太复杂的孔系。
1.孔加工刀具1)麻花钻麻花钻是一种形状复杂的孔加工刀具,如图9-1所示。
它的应用十分广泛,常用来钻削精度较低和表面粗糙度要求不高的孔。
用高速钢钻头加工的孔精度可达IT13~IT11,表面粗糙度可达Ra2.5~6.3μm;用硬质合金钻头加工的孔精度可达IT11~IT10,表面粗糙度可达Ra12.5~3.2μm。
标准麻花钻主要由切削部分、导向部分和刀柄三部分组成。
钻头切削部分由它的切削刃和横刃作为刀具在起切削作用。
导向部分在切削过程中能保持钻头正直的钻削方向,同时具有修光孔壁的作用,并且是切削的后备部分。
刀柄用来夹持和传递钻孔时所需的扭矩和轴向力。
麻花钻上的沟槽起排屑的作用。
2)中心钻中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,可以减小误差。
中心钻有A型和B型两种型式。
A型是不带护锥的中心钻,B型是带护锥的中心钻。
加工直径d=1~10 mm的中心孔时,通常采用不带护锥的中心钻,即A型。
A型中心孔只有60°锥孔;工序较长、精度要求较高的工件,一般采用带护锥的中心钻,即B型。
B型中心孔外端有120°锥面,又称保护锥面,用以保护60°锥孔的外缘不被碰坏。
课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注3)深孔钻一般情况下,孔深与孔径的比值为5~10的孔称为深孔。
加工深孔可用深孔钻。
常用的深孔钻主要有外排屑深孔钻(如枪钻,见图9-3)和内排屑深孔钻(如喷吸钻等等),这里不具体介绍。
深孔加工时会产生以下不利因素:1 不易观测刀具切削情况,只能用听声音及看切屑等手段来判断刀具磨钝情况。
2 切削热不易传散,须采用有效冷却方式。
高考“共性”(六):钻孔、扩孔、锪孔、铰孔一、填空:⒈在钻床上钻孔时,钻头的旋转运动是____________,钻头的直线移动是________。
在车床上钻孔时,工件的旋转运动是_________,钻头的直线移动是_________。
⒉标准麻花钻一般用___________制成,淬硬后硬度达_________,其结构________、_________和___________组成。
标准麻花钻的顶角为__________,横刃斜角为______,副后角为___________。
⒊麻花钻的刃磨,主要刃磨__________,同时保证________、________、_______正确。
麻花钻的修磨是__________和___________。
⒋麻花钻螺旋槽的作用是__________、________、_________。
⒌钻孔时,切削深度等于____________,即由___________决定,在允许的范围内,先尽量选大的_________,当受到表面粗糙度和钻头钢度限制时,再考虑大的_______。
⒍钻夹头用来夹持_______mm以下的______钻头,钻头套用来装夹_________。
⒎切削用量中,钻孔时切削深度由__________决定,_________和________对生产率的影响是相同的,对钻头寿命来说_________影响大于________,对孔的粗糙度来讲,_________影响明显于_________。
⒏扩孔时,进给量为钻孔的__________,切削深度为_________,切削速度为钻孔的________。
锪孔速度为钻孔的_________。
⒐钻孔属于_______加工,尺寸精度可达_________,表面粗糙度_________扩孔属于_________加工,尺寸精度达_________,表面粗糙度钻车_________;车孔可作______加工,也可作________加工,精度达______,表面粗糙度__________,精车可达________;铰孔属于_______加工,精度达_________,表面粗糙度钻__________。
教学案例六钻孔、扩孔、铰孔知识目标1、分析衬套零件的结构工艺;2、熟悉孔加工刀具,合理选用钻头、铰刀,在车床上进行钻孔、扩孔、铰孔;3、公差配合、形位公差和表面粗糙度;4、心轴装夹套类工件;5、加工衬套零件;6、使用量具进行套类零件的检测。
技能目标1、掌握麻花钻的刃磨技巧;⒉掌握套类零件的装夹技巧;⒊学会钻削刀具的常见装刀方法;⒋掌握内孔的检测方法。
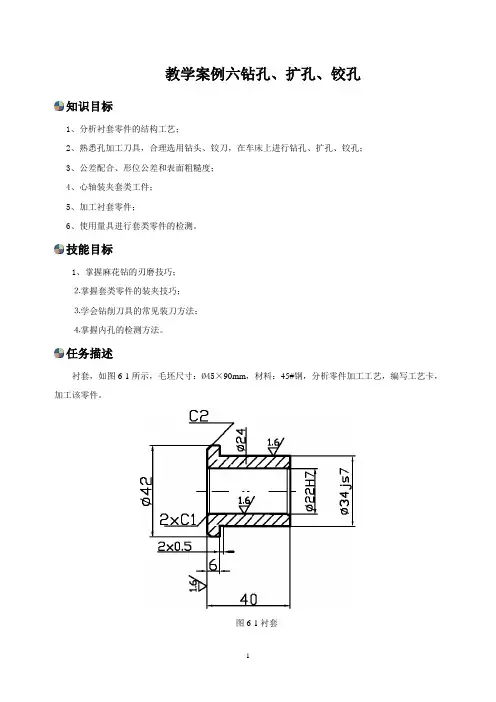
任务描述衬套,如图6-1所示,毛坯尺寸:Ø45×90mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件。
图6-1衬套任务分析如图6-1所示,衬套材料为45钢,毛坯尺寸为φ45mm×90mm,工件内外圆尺寸为Φ22H7、Φ34js7、Φ42,总长度为40mm。
几个内外表面粗糙度Ra均为1.6µm。
左端倒角为2×45.°,内孔面两端的倒角均为1×45.°。
知识准备1、切削三要素的计算钻削时钻削速度等三要素计算,见表6-1。
表6-1切削三要素计算公式单位:mm名称代号计算公式切削深度a p ap=(D-d)/2切削速度Vc Vc=πdn/1000进给量f直径为12~25mm⒉麻花钻的几何角度(1)螺旋角①、螺旋角钻头螺旋槽最外缘处螺旋线的切线与钻头轴线间的夹角。
rx—钻头选定点半径;L—螺旋槽导程式说明,钻头外缘处的螺旋角最大,越接近钻芯,螺旋角越小。
刃带处的螺旋角β一般为25°~32°。
②、螺旋角对切削过程的影响螺旋角的大小不仅影响排屑情况。
较大的螺旋角,使钻头的前角增大,故切削扭矩和轴向力减小,切削轻快,排屑也较容易。
但是螺旋角过大,会削弱钻头的强度和散热条件,使钻头的磨损加剧。
标准麻花钻的=18°~30°,小直径钻头值较小。
(2)倒锥形成了副偏角钻头外径磨有向柄部方向递减的倒锥,从而形成了副偏角。
因倒锥量很小,故一般副偏角(3)副后角钻头的副后刀面是一条狭窄的圆柱刃带,因此副后角(4)顶角2Ф①、顶角2Ф两主切削刃在与其平行的轴向平面上投影之间的夹角,顶角是钻头在刃磨测量时的几何角度。
教案课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注钻孔方法在实体材料上用钻头加工孔的方法称为钻孔。
在铣床上,一般使用麻花钻来钻削中、小型工件上的孔和相互位置不太复杂的孔系。
1.孔加工刀具1)麻花钻麻花钻是一种形状复杂的孔加工刀具,如图9-1所示。
它的应用十分广泛,常用来钻削精度较低和表面粗糙度要求不高的孔。
用高速钢钻头加工的孔精度可达IT13~IT11,表面粗糙度可达Ra2.5~6.3μm;用硬质合金钻头加工的孔精度可达IT11~IT10,表面粗糙度可达Ra12.5~3.2μm。
标准麻花钻主要由切削部分、导向部分和刀柄三部分组成。
钻头切削部分由它的切削刃和横刃作为刀具在起切削作用。
导向部分在切削过程中能保持钻头正直的钻削方向,同时具有修光孔壁的作用,并且是切削的后备部分。
刀柄用来夹持和传递钻孔时所需的扭矩和轴向力。
麻花钻上的沟槽起排屑的作用。
2)中心钻中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,可以减小误差。
中心钻有A型和B型两种型式。
A型是不带护锥的中心钻,B型是带护锥的中心钻。
加工直径d=1~10 mm的中心孔时,通常采用不带护锥的中心钻,即A型。
A型中心孔只有60°锥孔;工序较长、精度要求较高的工件,一般采用带护锥的中心钻,即B型。
B型中心孔外端有120°锥面,又称保护锥面,用以保护60°锥孔的外缘不被碰坏。
课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注3)深孔钻一般情况下,孔深与孔径的比值为5~10的孔称为深孔。
加工深孔可用深孔钻。
常用的深孔钻主要有外排屑深孔钻(如枪钻,见图9-3)和内排屑深孔钻(如喷吸钻等等),这里不具体介绍。
深孔加工时会产生以下不利因素:1 不易观测刀具切削情况,只能用听声音及看切屑等手段来判断刀具磨钝情况。
2 切削热不易传散,须采用有效冷却方式。
第六章钻孔、锪孔、铰孔第一节基本概念用钻头在材料上加工孔,这一操作叫做钻孔;用锪钻把已有的孔扩大和在孔的端面或边缘上加工成各种形状的浅孔,叫做锪孔;为了提高孔的表面光洁度,用铰刀对孔进行精加工,叫做铰孔。
钻孔在机器制造业中是一项很普遍而又重要的操作。
在钻床上钻孔时,工件固定不动,为什么用钻头能从工件材料中钻出孔来呢?当我们在实践中仔细地观察,就会发现这是由于钻头在做两种运动所形成的(如图6—1)。
1.切削运动(主运动)——钻头围绕本身轴线作旋转运动,起切削作用。
2.进刀运动(辅助运动)——钻头对着工件作直线前进运动。
由于这两种运动是同时连续进行的,因而,钻头上每一点的工作轨迹呈螺旋线。
我们看到钻出的切屑成螺旋形的原因就在这里。
第二节钻头钻头由碳素工具钢或高速钢制成,并经淬火处理。
钻头的种类较多,大致可分为扁钻和麻花钻。
扁钻(如图6—2)的切削部分呈三角形,形状比较简单,因而可用工具钢自行锻造。
但由于它的导向作用差,钻深孔时不能自动排屑,刃磨后直径改变,所以应用不多。
下面主要介绍应用较普遍的麻花钻。
1.麻花钻的构造:麻花钻(如图6—3)分为直柄与锥柄两种(直径小于12毫米的钻头,尾部是圆柱形;直径大于12毫米的钻头,尾部一般是圆锥形,用莫氏锥度),它由下面三部分组成:(1)尾部——起传递动力和夹持定心作用。
(2)颈部——它是制造钻头时磨削钻头外圆的退刀槽。
上面标注钻头的材料、规格和标号。
(3)工作部分——包括钻头的切削和导向两个部分切削部分包括横刃、两个主切削刃和两个后面,起主要切削作用;导向部分在钻孔时起着引导钻头垂直钻进和修光孔壁的作用。
导向部分由四个部分组成:1)螺旋槽。
它是正确形成切削刃和前角,并起着排屑和输送冷却液的作用。
2)刃带和齿背。
在钻头的外表面,沿螺旋槽高出约0.5~1毫米的窄带,叫做刃带,刃带上面起副切削作用的是副切削刃。
切削时,它与孔壁相接触,起着修光孔壁和引导钻头不致偏斜的作用。