孔深:Φ250H6,Ra2.5,深:15.2mm 加工余量:Φ0.5mm
镗刀组合: 刀柄: DV50-CK7-95 法兰座:FL 135 滑 架 : SL 410-480 滑块: CB56-CKB4-19 精镗头: EWN41-74CKB4 刀片座:ENH4-1 刀片: TC110204FN(H1ZX) 配重块: BW-CK4-EWN
切削效率高
孔的精加工方法
孔的精加工
* 铰孔 * 镗孔 * 加工精度高(形位精度好) * 加工效率高(切削速度高, * 不同材质对应不同刀片) * 柔性好(直径可调) * 加工范围宽:Φ1-880mm * 成本低(刀片可换)
孔加工案例一
用户: 工件:
柳工箱体厂 箱体
材质: 硬度:
球墨铸铁 HB190
粗糙度:Ra6.3~3.2 粗糙度:Ra0.4~0.2 粗糙度:Ra1.6~0.8 粗糙度:Ra0.8~0.4 粗糙度:Ra0.8~0.2 粗糙度:Ra0.1 粗糙度:Ra3.2~0.4
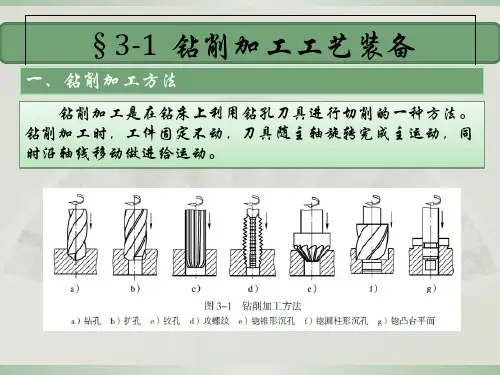
孔的粗加工方法
* 扩孔钻(小直径孔采用) * 铣孔 * 粗镗刀
*
加工范围大,Φ20-830mm
*
孔的形位精度好
*
孔深:400mm
余量:Φ0.5mm
加工内容: 精镗孔+倒角
硬质合金镗杆深孔镗
用户:杭州西帕机械 工件:模板支架
材质:HT300
孔径:Φ44H7,Ra1.6
孔深:290mm,长径比:9.3 粗镗:刀柄 BT50-HMC42-105 夹套 C42-31 硬质合金镗杆ST31W-CK3-310 粗镗头:TWN32-51CKB3
刀片座 TW4151A 刀片 SCMM090308EFM(AC300G) 切削参数:S=400rpm,F=80mm/min