百分表的结构及读数方法(图解)
- 格式:doc
- 大小:453.50 KB
- 文档页数:10
百分表的读数方法和使用方法实用文档(实用文档,可以直接使用,可编辑优秀版资料,欢迎下载)百分表的读数方法和使用方法摘要在所有机械零件测量工具中,百分表是属于其中的种长度测量工具,它的刻度值为0。
01mm,是一种测量精度比较高的一种指示类量具,目前百分表已经被广泛应用于测量工件的几何形状误差及位置误差等。
百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等.百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置.调整百分表的零位①用手转动表盘,如图所示②观察大指针能否对准零位观察百分表指针的灵敏度①用手指轻抵表杆底部,观察表针是否动作灵敏。
松开之后,能否回到最初的位置百分表的读数方法①先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值②如下图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以0。
01为0。
5mm)=1.5mm使用百分表的注意事项①使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置. ②使用时,必须把百分表固定在可靠的夹持架上。
切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
③测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显著凹凸不平的工作。
④测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
⑤为方便读数,在测量前一般都让大指针指到刻度盘的零位.百分表维护与保养①远离液体,不使冷却液、切削液、水或油与内径表接触。
百分表的读数方法和使用方法之南宫帮珍创作摘要在所有机械零件丈量工具中, 百分表是属于其中的种长度丈量工具, 它的刻度值为0.01mm, 是一种丈量精度比力高的一种指示类量具,目前百分表已经被广泛应用于丈量工件的几何形状误差及位置误差等.百分表概述百分表是一种精度较高的比力量具, 它只能测出相对数值, 不能测出绝对值, 主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等), 也可用于校正零件的装置位置以及丈量零件的内径等.百分表的结构百分表的构造主要由3个部件组成:表体部份、传动系统、读数装置.调整百分表的零位①用手转动表盘, 如图所示②观察年夜指针能否瞄准零位观察百分表指针的灵敏度①用手指轻抵表杆底部, 观察表针是否举措灵敏.松开之后, 能否回到最初的位置百分表的读数方法①先读小指针转过的刻度线(即毫米整数), 再读年夜指针转过的刻度线(即小数部份), 并乘以0.01, 然后两者相加, 即获得所丈量的数值使用百分表的注意事项①使用前, 应检查丈量杆活动的灵活性.即轻轻推动丈量杆时, 丈量杆在套筒内的移动要灵活, 没有如何轧卡现象, 每次手松开后, 指针能回到原来的刻度位置. ②使用时, 必需把百分表固定在可靠的夹持架上.切不成贪图省事, 随便夹在不稳固的处所, 否则容易造成丈量结果禁绝确, 或摔坏百分表. ③丈量时, 不要使丈量杆的行程超越它的丈量范围, 不要使表头突然撞到工件上, 也不要用百分表丈量概况粗拙度或有显著凹凸不服的工作. ④丈量平面时, 百分表的丈量杆要与平面垂直, 丈量圆柱形工件时, 丈量杆要与工件的中心线垂直, 否则, 将使丈量杆活动不灵或丈量结果禁绝确. ⑤为方便读数, 在丈量前一般都让年夜指针指到刻度盘的零位.百分表维护与调养①远离液体,不使冷却液、切削液、水或油与内径表接触. ②在不使用时,要摘下百分表,使表解除其所有负荷,让丈量杆处于自由状态. ③成套保管于盒内,防止丧失与混用.。
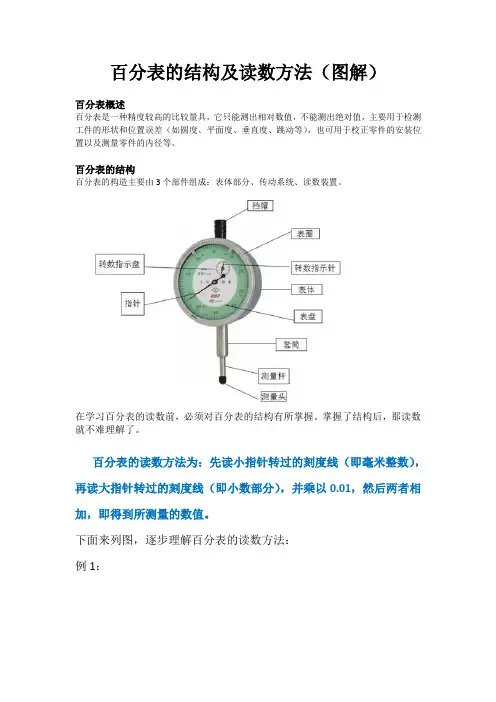
百分表的结构及读数方法(图解)百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
在学习百分表的读数前,必须对百分表的结构有所掌握。
掌握了结构后,那读数就不难理解了。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
下面来列图,逐步理解百分表的读数方法:例1:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.01为0.87mm)=0.87mm例2:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm)+(读大指针转过的刻度线(即小数部分),并乘以0.65为0.65mm)=1.65mm例3:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm)+(读大指针转过的刻度线(即小数部分),并乘以0.97为0.97mm)=1.97mm例四:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为2mm)+(读大指针转过的刻度线(即小数部分),并乘以0.67为0.67mm)=2.67mm例五:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.35为0.35mm)=0.35mm例6:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.08为0.08mm)=0.08mm例七:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.02为0.02mm)=0.02mm例八:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.07为0.07mm)=0.07mm例九:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.27为0.27mm)=0.27mm使用百分表的注意事项1)使用前,应检查测量杆活动的灵活性。
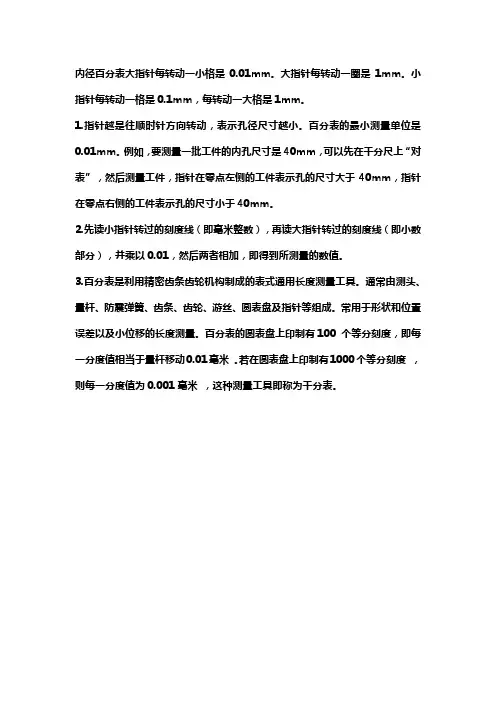
内径百分表大指针每转动一小格是0.01mm。
大指针每转动一圈是1mm。
小指针每转动一格是0.1mm,每转动一大格是1mm。
1.指针越是往顺时针方向转动,表示孔径尺寸越小。
百分表的最小测量单位是0.01mm。
例如,要测量一批工件的内孔尺寸是40mm,可以先在千分尺上“对表”,然后测量工件,指针在零点左侧的工件表示孔的尺寸大于40mm,指针在零点右侧的工件表示孔的尺寸小于40mm。
2.先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
3.百分表是利用精密齿条齿轮机构制成的表式通用长度测量工具。
通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。
常用于形状和位置误差以及小位移的长度测量。
百分表的圆表盘上印制有100 个等分刻度,即每一分度值相当于量杆移动0.01毫米。
若在圆表盘上印制有1000个等分刻度,则每一分度值为0.001毫米,这种测量工具即称为千分表。
百分表的读数办法和运用办法摘要在所有机械零件测量对象中,百分表是属于个中的种长度测量对象,它的刻度值为0.01mm,是一种测量精度比较高的一种指导类量具,今朝百分表已经被普遍运用于测量工件的几何外形误差及地位误差等.百分表概述百分表是一种精度较高的比较劲具,它只能测出相对数值,不克不及测出绝对值,重要用于检测工件的外形和地位误差(如圆度.平面度.垂直度.跳动等),也可用于校订零件的装配地位以及测量零件的内径等.百分表的构造百分表的构造重要由3个部件构成:表体部分.传动体系.读数装配.调剂百分表的零位①用手迁移转变表盘,如图所示②不雅察大指针可否瞄准零位不雅察百分表指针的敏锐度①用手指轻抵表杆底部,不雅察表针是否动作敏锐.松开之后,可否回到最初的地位百分表的读数办法①先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值运用百分表的留意事项①运用前,应检讨测量杆运动的灵巧性.即轻轻推进测量杆时,测量杆在套筒内的移动要灵巧,没有若何轧卡现象,每次手松开后,指针能回到本来的刻度地位. ②运用时,必须把百分表固定在靠得住的夹持架上.切不成妄想省事,随意夹在不稳定的地方,不然轻易造成测量成果不准确,或摔坏百分表. ③测量时,不要使测量杆的行程超出它的测量规模,不要使表头忽然撞到工件上,也不要用百分表测量概况光滑度或有明显凹凸不服的工作. ④测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中间线垂直,不然,将使测量杆运动不灵或测量成果不准确. ⑤为便利读数,在测量前一般都让大指针指到刻度盘的零位.百分表保护与保养①远离液体,不使冷却液.切削液.水或油与内径表接触. ②在不运用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状况. ③成套保管于盒内,防止丧掉与混用.。


百分表读数1. 什么是百分表百分表是一种用于测量物体厚度或外径的测量工具。
它由一个固定夹具和一个可移动的测量夹具组成。
测量夹具上有一个指针,用来指示物体的厚度或外径。
2. 百分表的使用方法百分表的使用方法相对简单,以下是一般的使用步骤:步骤1:准备测量物体将待测量的物体放置在百分表的测量夹具上,确保物体与测量夹具接触牢固。
步骤2:调整百分表通过旋转固定夹具,将测量夹具靠近待测量物体,但不要过紧。
然后用螺旋刻度盘调整指示针的位置,使其指向零刻度。
步骤3:读取读数旋转固定夹具,使测量夹具夹紧待测量物体,直到指示针稳定不动。
此时,可以读取百分表上的读数。
百分表通常有两种读数方式:一种是采用刻度盘直接读数,另一种是采用刻度盘和游标两者的读数。
步骤4:计算实际值根据测量夹具的分度值,可以将读数转换为实际的厚度或外径数值。
一般情况下,转换公式为:实际值 = 读数 × 分度值。
3. 百分表的注意事项在使用百分表时,需要注意以下几点:注意1:保持稳定在读取读数时,需要保持手稳定,避免造成读数误差。
如果手抖动或者物体有震动,需要等待稳定后再读取读数。
注意2:避免过紧在调整百分表时,需要注意不要将测量夹具夹得过紧,以免损坏测量夹具或待测量物体。
注意3:定期维护百分表是一种精密的测量工具,需要定期维护和清洁。
在使用过程中,应保持百分表的干净和无尘,同时定期给百分表润滑油。
注意4:使用正确的测量夹具根据不同的测量需求,选择正确的测量夹具进行测量。
如果使用错误的测量夹具,可能会导致不准确的读数。
4. 总结百分表是一种常用的测量工具,用于测量物体的厚度或外径。
使用百分表时,需要准备好待测量物体,调整百分表并读取读数。
同时,需要注意保持稳定、避免过紧、定期维护和使用正确的测量夹具。
通过正确使用百分表,可以提高测量的准确性和可靠性。
百分表的数值读取方法百分表是一种常用的测量工具,它可以测量物体的长度、宽度、高度等尺寸大小。
百分表的读数准确性对于工业生产和科学研究都非常重要。
正确的读数方法可以保证测量结果的准确性,提高工作效率。
本文将介绍百分表的数值读取方法,希望能对读者有所帮助。
一、百分表的结构百分表的主要结构由表体、测头、测杆、指针、刻度盘等组成。
表体是百分表的主体部分,它包含了测头和测杆。
测头是百分表的测量部分,它可以接触被测物体,测杆是百分表的支撑部分,它是用来保证测头的精确度和稳定性的。
指针是百分表的显示部分,它可以指示被测物体的尺寸大小。
刻度盘是百分表的刻度部分,它用来显示被测物体的尺寸大小。
二、百分表的读数方法百分表的读数方法主要包括两种,即直接读数法和估读法。
直接读数法是指读取百分表上指针所指位置的刻度值,而估读法是指通过指针所指位置与相邻刻度的差值来估算被测物体的尺寸大小。
下面将分别介绍这两种读数方法。
1. 直接读数法直接读数法是最常用的读数方法,它可以直接读取百分表上指针所指位置的刻度值。
具体操作方法如下:(1)将被测物体放在百分表的测头上,调整测杆使其与测头接触。
(2)将百分表的指针调整到零位,即指针指向刻度盘上的零刻度。
(3)轻轻旋转百分表的测杆,调整测头与被测物体接触,并且不带动测头移动。
(4)读取指针所指位置的刻度值,即为被测物体的尺寸大小。
2. 估读法估读法是在直接读数法无法读取精确数值时使用的方法,它可以通过指针所指位置与相邻刻度的差值来估算被测物体的尺寸大小。
具体操作方法如下:(1)将被测物体放在百分表的测头上,调整测杆使其与测头接触。
(2)将百分表的指针调整到零位,即指针指向刻度盘上的零刻度。
(3)轻轻旋转百分表的测杆,调整测头与被测物体接触,并且不带动测头移动。
(4)读取指针所指位置与相邻刻度的差值,即为被测物体的尺寸大小的估算值。
三、百分表的注意事项在使用百分表进行测量时,需要注意以下几点:1. 测量前需要检查百分表的零位是否正确,如果不正确需要进行调整。
百分表结构
百分表是一种常用的测量仪器,用于测量长度、直径、厚度等物体的尺寸。
它由一个测量头、一个测量杆和一个刻度盘组成。
测量头是百分表的关键部件,通常由两个可移动的小夹具组成,用于夹住要测量的物体。
这些夹具可以通过旋转手柄来调整位置,以确保夹持物体的准确度。
测量杆是连接测量头和刻度盘的部分,它可以伸缩以适应不同长度的测量。
测量杆上通常有刻度,用于读取测量结果。
刻度盘是百分表的主要显示部分,它通常是一个圆形盘面,上面有刻度线和数字。
当夹具夹持物体时,通过旋转刻度盘上的指针,可以读取到物体的尺寸值。
在使用百分表进行测量时,首先将测量头的夹具放置在要测量的物体两个点之间,然后旋转手柄以夹紧物体。
接下来,通过旋转刻度盘上的指针,读取指针所指位置的刻度值,并记录下来。
最后,根据测量单位和刻度盘的分度值,计算出物体的准确尺寸。
百分表结构简单、操作方便,并且具有较高的测量精度,是工程和制造领域中常用的测量工具之一。
百分表的工作原理和构造一,工作原理百分表的工作原理,是将测尺寸(或误差)引起的测杆微小直线移动,经过齿轮传动和放大,变为指针在刻度盘上的转动,从而读出被测尺寸(或误差)的大小图5-2百分表传动系数示意图如下百分表的传动系统最常见的是二级传动,如图5-2所示,其传动原理如下:当测杆被工件抬高1毫米时,齿条上升1.6齿,由于齿轮Z2是16齿所以齿条推动齿轮Z2转动1/10转.与Z2同轴的大齿轮Z3转过 100×1/10=10齿。
小齿轮Z1是10齿,经Z 3带动后,Z1及固定在其轴上的长指针下好转一周.因为刻度盘为100等分,故当测杆移动1毫米时,长指走100分度.由此可知,指针转过一个分度,相当于测杆移动0.01毫米.上述关系也可以用数学式来表示.设齿条的节距为t则齿条移动1毫米所走过的齿数(也即16齿齿轮走过的齿数)等于Z=1/t,16齿齿轮每个齿相对的弧度为2 /Z2,故此时1/t个齿轮过的弧度为这个弧度乘上大齿轮Z3与中心齿轮Z1的传动比,就是Z3转过的弧度.根据齿条移动1毫米.指针转1圈的设计要求知,这个弧度应为2 (即360º)把图5-2中的齿数Z1,Z2,Z3代入上式,可求出齿条的节距t= =0.625毫米;齿轮的模数m= =0.199毫米;百分表的放大比K= ·Z3/Z2=2 R根据国产百分表的指针长度R=25毫米可算出K≈150,故分度值为0.01毫米时,刻线间距为0.01×150≈1.5毫米.百分表有多种结构形式,齿轮传动中所采用的参数也不完全相同.例如二级传动的齿轮也有做成Z1=13,Z2=2 0,Z3=130的,齿条的节距t=0.5毫米,模数m=0.159(哈量产品百分表Z1=12,Z2=2 0,Z3=120).三级传动的齿轮数一般分别为12,60,15和16,放大比K=232,刻线间距是2.32毫米.有些小型百分表的传动比为104.尽管百分表的结构,参数不同,但是工作原理和计算方法是一样的.二,百分表的构造下面以哈量和成量生产的百分表为例,说明其各部分的图5-3百分表结构图百分表主要由三个部件组成;第一个部件是表体部分.在表体25的上端压配上套筒12,下端压配下套筒27.测杆17可在铜套11和26中上下滑动.挡帽5用螺纹装在测杆的上端,起限位作用,也可在测量时用来提起测杆,测头29用螺纹装在测杆的下端.挡块18用螺钉固定在测杆上,用来限制测杆的行程.导杆1用来导向和防止测杆转动.它的一端以螺纹和测杆相连,另一端在导槽块2的槽中滑动.拉力弹簧31拉测杆向下产生测力.它的两端分别挂在导杆1和螺钉3上.第二个部件是传动系统.轴承座10用销钉22和螺钉28固定在圆座板20上.轴承板6用三只螺钉32固定在圆座板上的立柱上.齿轮4,7,9和23装在圆座板和轴承座之间.游丝3一端用销子固定在齿轮4的轴上,另一端用销子固定在圆座板上的立柱上.小刻度盘21用两只销子固定在圆座板上.短指针固定在齿轮4的轴上.长指针16与指针套19压配,指针套装在齿轮7的轴上.第三个部件是读数装置部分.13是滚花表圈,表蒙15用弹簧胀圈14固定在表圈中,刻度盘24嵌在表圈内.装配第一个部件与第二个部件时,先使测杆上的齿条与齿轮23啮合好,然后用三只螺钉将这两个部件固紧.第三个部件是利用圆座板上的两只片状销子33插入表圈的环形槽中,从而使第二,第三两个部件结合在一起.片状销子用螺钉34固定在圆座板上.刻度盘与圆座板之间有一个环形片簧,用以避免表圈幌动,并使刻度盘与表圈紧密贴合,在表圈转动时带动刻度盘一起转动,以便调整百分表零位.百分表后盖是用三只螺钉8固定在表体上.齿轮4叫做补偿齿轮,与游丝配合使用.百分表的齿轮一般制成压力角为20º的渐开线齿线.百分表除上述结构外,常见的还有图5-4. 图5-5.和图5-6.所示见种.图5-4.螺杆与蜗轮啮合式百分表传动机构图5-5小型百分表结构图5-4.为螺杆与蜗轮啮合式百分表的传动机构.它的第一级为带有螺旋线的螺杆与蜗轮传动.这种表的刻度盘一般是不可转动的,调零靠旋旋转螺杆来实现,图5-5是小型百分表的结构,由于表体尺寸小,多用扇形齿轮代替整圆齿轮.它的示值范围小,一般为0~3毫米.这种百分表的结构形式,传动方式,工作原理等与普通百分表相同.图5-6是一种三级传动的小型百分表传动机构.它具有三个齿轮副,特点是传动比大(K=232),因此刻线间距也大,读数精度也高.图5-6三级齿轮传动百分表机构下面分别介绍百分表的各种装置(一)缓冲装置当百分表测杆受到突然冲击时,测杆上的齿轮的啮合点瞬时受力很大,容易损坏齿轮,为克服这一缺陷,有的百分表采用了图5-7所示的缓冲装置.图中固定块5由螺钉6固定在测杆8上,齿条7可以在测杆上滑动,并借助拉力弹簧3紧密地靠在固定块上,当测杆向上急速运动时,如果作用力大于弹簧的拉力,测杆与齿条便发生相对运动,产生缓冲作用,避免齿轮受损.(二)测杆导向装置测杆导向的方式很多,除图5-3所示的以外,常见的还有图5-7到图5-15所示的几种.在图5-7中,采用双导杆2导向.导杆的一端插入导槽块1的导槽中,另一端分别与固定块5和齿条7连接.导槽块由三块组成,用螺钉固定在表体4上(见A-A局部社图).此结构导向作用稳定可靠,并且便于调整和修理.在图5-8中,导槽直接做在表体的内圆上,修理较困难.在图5-9中,导槽做在表体中部的突台上.在图5-10中,用导板代替导杆,导板固定在测杆上.测杆移动时,导板两端的凸出部分沿着后盖内表面滑动(图5-10a),或导板沿着后盖上两个凸起的平面导轨滑动(图5-10b).这种导向装置的缺点是,卸下后盖就失去导向作用;优点是容易修理.图5-11是较理想的一种导向结构.导杆伸进导槽内的一端做成球形,导槽块可以拆卸,因而修理时容易使导槽与导杆得到良好的配合图5-12所示结构是用螺钉将导杆夹持在测杆上,导杆的位置可以调节.在图5-13所示的百分表中,后盖和表体制成一体,导槽1直接开在后盖的内平面上,导杆2固定在测杆5上,可沿导槽上下滑动.在图5-14中,导槽块4固定在圆座板上,导杆5在导槽中滑动. 图5-15所示的导向装置是利用导板5和导槽4导向,其结构与图5-8相似.图5-7缓冲装置和测杆导向装置之一图5-8测杆导向装置之二(三)行程限制器百分表限制测杆行程的结构常见的有图5-3,和图5-13.到图5-15所示的几种.在图5-3中,是利用挡帽5和挡块18限制测杆行程.有时也用一只螺钉旋在测杆上代替挡块限制行程上限在图5-13中,表壳后盖内平面上有个环形槽4,槽中装有一个弹簧3.当测杆5移动时,固定在测杆上的导杆2 受弹簧的限制,从而限制测杆的行程.。
百分表的结构及读数方法(图解)
百分表概述
百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
百分表的结构
百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
在学习百分表的读数前,必须对百分表的结构有所掌握。
掌握了结构后,那读数就不难理解了。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以,然后两者相加,即得到所测量的数值。
下面来列图,逐步理解百分表的读数方法:
例1:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例2:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例3:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例四:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为2mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例五:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例6:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例七:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例八:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
例九:
如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=
使用百分表的注意事项
1)使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
2)使用时,必须把百分表固定在可靠的夹持架上。
切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
3)测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显著凹凸不平的工作。
4)测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
5)为方便读数,在测量前一般都让大指针指到刻度盘的零位。
百分表维护与保养
1)远离液体,不使冷却液、切削液、水或油与内径表接触。
2)在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状态。
3)成套保存于盒内,避免丢失与混用。
以上是对常用量具中的百分表工具的介绍,百分表作为一种精度较高的长度测量工具,其测量精度可达到,另外还有一种测量精度比百分表更高的测量仪器,那就是千分表,千分表的测量精度可达到,是比百分表精度更高的测量工具。
在实际测量应用中,我们可根据工件尺寸测量的要求来决定最终选择哪种工具。