百分表的使用及读数.ppt
- 格式:ppt
- 大小:2.74 MB
- 文档页数:67
百分表的结构及读数方法(图解)百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
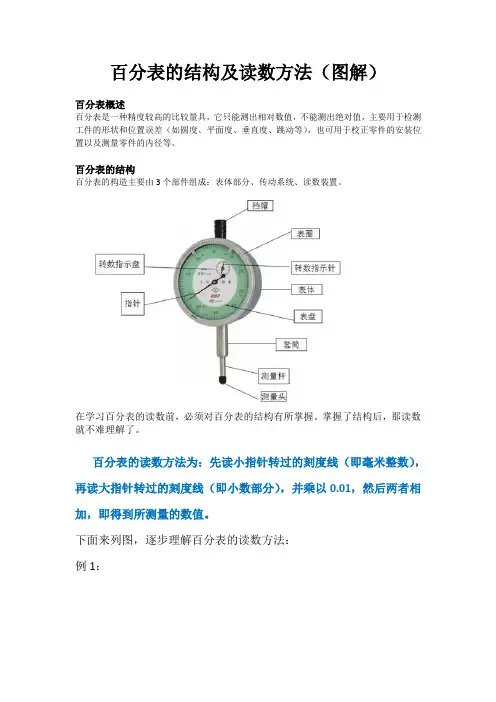
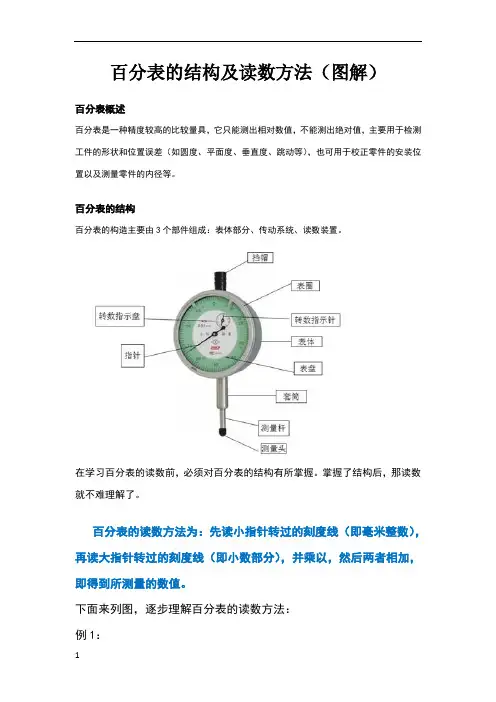
百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
在学习百分表的读数前,必须对百分表的结构有所掌握。
掌握了结构后,那读数就不难理解了。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
下面来列图,逐步理解百分表的读数方法:例1:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.01为0.87mm)=0.87mm例2:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm)+(读大指针转过的刻度线(即小数部分),并乘以0.65为0.65mm)=1.65mm例3:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm)+(读大指针转过的刻度线(即小数部分),并乘以0.97为0.97mm)=1.97mm例四:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为2mm)+(读大指针转过的刻度线(即小数部分),并乘以0.67为0.67mm)=2.67mm例五:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.35为0.35mm)=0.35mm例6:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.08为0.08mm)=0.08mm例七:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.02为0.02mm)=0.02mm例八:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.07为0.07mm)=0.07mm例九:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm)+(读大指针转过的刻度线(即小数部分),并乘以0.27为0.27mm)=0.27mm使用百分表的注意事项1)使用前,应检查测量杆活动的灵活性。
百分表的结构及读数方法(图解)百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
在学习百分表的读数前,必须对百分表的结构有所掌握。
掌握了结构后,那读数就不难理解了。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以,然后两者相加,即得到所测量的数值。
下面来列图,逐步理解百分表的读数方法:例1:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例2:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例3:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例四:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为2mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例五:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例6:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例七:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例八:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例九:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=使用百分表的注意事项1)使用前,应检查测量杆活动的灵活性。
百分表读数方法
百分表读数方法是一种测量工具,用于测量物体的直径、厚度、深度等尺寸。
百分表是一种精密测量工具,可以测量非常小的尺寸,通常精度可达到0.01毫米。
以下是使用百分表读数方法的步骤:
1. 清洁待测物体表面以及百分表的测量面,确保测量的准确性。
2. 将百分表的测量爪张开,使待测物体可以轻松地放入测量爪之间。
确保测量爪与待测物体表面垂直排列,以减小误差。
3. 用手持百分表的滚轮或旋钮轻轻将测量爪推进,直至它们紧贴在待测物体的表面上。
不要用力过大,以免损坏百分表或待测物体。
4. 观察百分表的主刻线读数。
这表示1毫米的整数部分,可以在主尺上直接读取。
5. 观察百分表的辅助刻线读数。
这表示0.1毫米的部分,可以在辅助尺上直接读取。
6. 观察百分表的鼓轮刻线读数。
这表示0.01毫米的部分,可以在鼓轮上直接读取。
7. 将主刻线、辅助刻线和鼓轮刻线的读数相加,即可得到最终测量结果。
例如,主刻线读数为5毫米,辅助刻线读数为0.3毫米,鼓轮刻线读数为0.05毫米,那么总读数为5 + 0.3 + 0.05 = 5.35毫米。
8. 根据需要,可以将百分表读数转换为其他单位,如英寸。
注意:在测量过程中,确保百分表保持稳定,避免晃动,以免影响测量结果的准确性。
在使用百分表之前,务必校准百分表,确保其
准确性。
百分表的使用方法及读数
百分表是一种实用工具,它可以用来快速测量长度、宽度、深度等物体中的位置或尺寸。
它一般由两个部分组成,百分尺和百分表主体。
它们之间具有特定的相对关系,可以实现精确测量。
百分表由内层刻度和外层刻度组成,它们以特定比例移动,可以测量有精度的尺寸。
百分表的使用方法:
1.将百分表内层刻度调节到0;
2.通过百分尺将要测量的尺寸的两个边界知道,并根据百分表的特定比例移动百分表外层刻度,测量相应的尺寸;
3.特别注意,要准确测量自身物体尺寸,需要将外层刻度和内层刻度精确对齐;
4.根据百分表测量结果,可以快速有效地测量物体的尺寸。
百分表的读数:
百分表的读数也是非常重要的,它是测量测量结果的依据。
百分表的读数分为双重读数和单重读数。
双重读数是测量的最小长度单位,单重读数是测量的最大长度单位。
双重读数一般是用小数,单重读数一般是用整数表示。
比如,百分表外层刻度由20开始,测量的最小
长度单位是百分之一,测量结果为20.5,这个数字由20和0.5组成,20表示单重读数,0.5表示双重读数。
以上就是百分表的使用方法和读数的具体内容,百分表的使用非常方便,十分实用,让测量变得精准、快捷,为企业生产制造提供了
强有力的保障。


百分表的使用方法和读数方法1. 百分表的概述百分表,又称为百分测微器,是一种用于测量物体长度、厚度、直径等微小尺寸的测量工具。
它由主尺、游标和测量夹组成,通过游标的移动来测量物体的尺寸。
2. 百分表的使用方法使用百分表进行测量时,需要按照以下步骤进行操作:步骤1:准备工作将百分表放置在平稳的工作台上,并确保百分表的测量夹已经打开,游标处于初始位置。
步骤2:夹持物体将需要测量的物体放置在百分表的测量夹中,并轻轻夹紧,确保物体不会滑动或晃动。
步骤3:调整游标通过旋转百分表的主尺,使得游标的刻度与物体接触并轻轻压在物体上。
步骤4:读取游标位置观察游标的位置,并读取游标上对应的刻度数值。
百分表上刻度的最小单位通常为0.01毫米或0.001毫米,因此可以获得较为精确的测量结果。
步骤5:记录测量结果将读取到的游标位置记录下来,并进行必要的单位换算,得到最终的测量结果。
步骤6:重复测量如果需要多次测量同一物体,可以重复以上步骤,确保测量的准确性和一致性。
3. 百分表的读数方法在读取百分表的测量结果时,需要注意以下几点:读取主尺刻度百分表的主尺上通常刻有毫米或厘米的刻度,读取主尺上游标对应的刻度值。
读取游标刻度游标是百分表上最主要的测量部分,它与物体接触并测量物体的尺寸。
游标上的刻度通常是百分之一毫米或百分之一厘米,读取游标上与主尺刻度对齐的刻度值。
读取游标位置将读取到的游标刻度与主尺刻度相加,得到游标的位置。
游标位置的读数通常是以毫米或厘米为单位的。
注意游标位置的零点百分表的游标位置通常有一个零点,表示游标在未接触物体时的位置。
在读取游标位置时,应该将零点与游标读数相加,得到最终的测量结果。
4. 注意事项在使用百分表进行测量时,需要注意以下几点:切勿用力过猛在夹持物体和调整游标时,应该避免用力过猛,以免损坏百分表或物体。
防止游标滑动在调整游标位置时,应该确保游标不会滑动或晃动,以免造成测量误差。
避免污染物体在夹持物体时,应该确保手部干净,避免污染物体,影响测量结果的准确性。
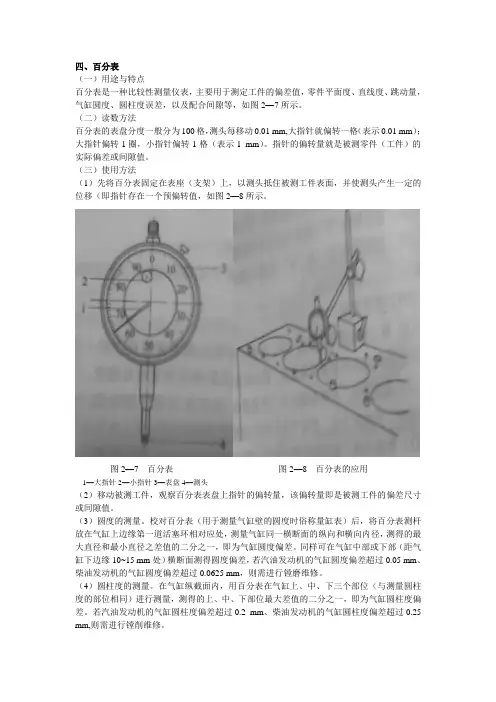
四、百分表(一)用途与特点百分表是一种比较性测量仪表,主要用于测定工件的偏差值,零件平面度、直线度、跳动量,气缸圆度、圆柱度误差,以及配合间隙等,如图2—7所示。
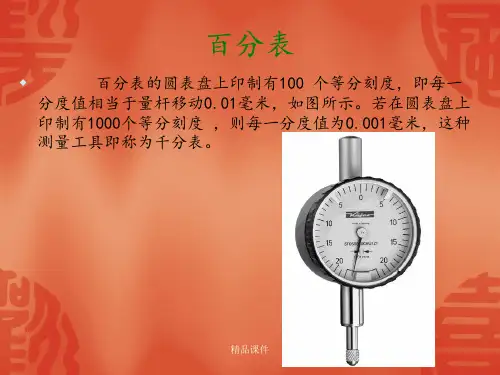
(二)读数方法百分表的表盘分度一般分为100格,测头每移动0.01 mm,大指针就偏转一格(表示0.01 mm);大指针偏转1圈,小指针偏转1格(表示1 mm)。
指针的偏转量就是被测零件(工件)的实际偏差或间隙值。
(三)使用方法(1)先将百分表固定在表座(支架)上,以测头抵住被测工件表面,并使测头产生一定的位移(即指针存在一个预偏转值,如图2—8所示。
图2—7 百分表图2—8 百分表的应用1—大指针2—小指针3—表盘4—测头(2)移动被测工件,观察百分表表盘上指针的偏转量,该偏转量即是被测工件的偏差尺寸或间隙值。
(3)圆度的测量。
校对百分表(用于测量气缸壁的圆度时俗称量缸表)后,将百分表测杆放在气缸上边缘第一道活塞环相对应处,测量气缸同一横断面的纵向和横向内径,测得的最大直径和最小直径之差值的二分之一,即为气缸圆度偏差。
同样可在气缸中部或下部(距气缸下边缘10~15 mm处)横断面测得圆度偏差,若汽油发动机的气缸圆度偏差超过0.05 mm、柴油发动机的气缸圆度偏差超过0.0625 mm,则需进行镗磨维修。
(4)圆柱度的测量。
在气缸纵截面内,用百分表在气缸上、中、下三个部位(与测量圆柱度的部位相同)进行测量,测得的上、中、下部位最大差值的二分之一,即为气缸圆柱度偏差。
若汽油发动机的气缸圆柱度偏差超过0.2 mm、柴油发动机的气缸圆柱度偏差超过0.25 mm,则需进行镗削维修。
(四)使用注意事项(1)测杆轴线应与被测工件表面垂直,否则将影响测量精度。
(2)百分表用毕,应解除所有负荷,用干净的布将表面擦拭干净,并在容易生锈的金属表面涂抹一薄层工业凡士林,水平地放在盒内,严禁重压。
五、进气歧管真空表(一)用途进气歧管真空表是一种用于测试发动机进气歧管内真空度的工具。
百分表的结构及读数方法(图解)百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
在学习百分表的读数前,必须对百分表的结构有所掌握。
掌握了结构后,那读数就不难理解了。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以,然后两者相加,即得到所测量的数值。
下面来列图,逐步理解百分表的读数方法:例1:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例2:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例3:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例四:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为2mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例五:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例6:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例七:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例八:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=例九:如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) +(读大指针转过的刻度线(即小数部分),并乘以为)=使用百分表的注意事项1)使用前,应检查测量杆活动的灵活性。
百分表的读数方法和使用方法摘要在所有机械零件测量工具中,百分表是属于其中的种长度测量工具,它的刻度值为0。
01mm,是一种测量精度比较高的一种指示类量具,目前百分表已经被广泛应用于测量工件的几何形状误差及位置误差等。
百分表概述百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可用于校正零件的安装位置以及测量零件的内径等。
百分表的结构百分表的构造主要由3个部件组成:表体部分、传动系统、读数装置。
调整百分表的零位①用手转动表盘,如图所示②观察大指针能否对准零位观察百分表指针的灵敏度①用手指轻抵表杆底部,观察表针是否动作灵敏。
松开之后,能否回到最初的位置百分表的读数方法①先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值②如下图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm)+(读大指针转过的刻度线(即小数部分),并乘以0.01为0。
5mm)=1.5mm 使用百分表的注意事项①使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置.②使用时,必须把百分表固定在可靠的夹持架上。
切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表.③测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显著凹凸不平的工作。
④测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
⑤为方便读数,在测量前一般都让大指针指到刻度盘的零位.百分表维护与保养①远离液体,不使冷却液、切削液、水或油与内径表接触。
②在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状态.③成套保存于盒内,避免丢失与混用.。