焊接工艺评定报告12
- 格式:doc
- 大小:96.50 KB
- 文档页数:4
焊接工艺评定报告焊接工艺评定报告一、评定目的本报告旨在对焊接工艺进行评定,确定其可行性及优劣势,为实施焊接工作提供决策依据。
二、评定依据1.相关规范标准:按照国家标准GB/T 8110-2008《焊接工艺评定规范》进行评定。
2.焊接材料:焊接材料为XX型钢。
3.焊接设备:使用XX焊接设备。
4.焊接工艺文件:参考XX焊接工艺文件。
三、评定内容1.焊接试样制备:根据焊接工艺文件的要求,制备焊接试样。
2.焊接过程评定:对焊接试样进行焊接,评定焊接过程中的焊接质量,包括焊缝形状、焊缝质量等。
3.力学性能评定:对焊接试样进行力学性能测试,包括拉伸强度、屈服强度、冲击韧性等。
4.金属组织评定:对焊接试样进行金属组织观察和分析,确定焊接区、热影响区的组织状态。
四、评定结果根据评定内容,对焊接工艺进行评定如下:1.焊接过程评定:焊接过程中,焊缝形状和质量良好,焊接接头牢固可靠,满足设计要求。
2.力学性能评定:焊接试样的拉伸强度为XXXMPa,屈服强度为XXXMPa,冲击韧性为XXXJ,满足设计要求。
3.金属组织评定:焊接区的金属组织均匀细密,热影响区的金属组织有一定的晶粒粗化,但仍满足设计要求。
五、评定结论根据评定结果,可以得出以下结论:本次评定的焊接工艺能够满足设计要求,焊接接头的质量良好,力学性能满足标准要求,金属组织均匀细密。
因此,建议采用该焊接工艺进行实际生产。
六、评定改进措施根据本次评定结果,还可以提出以下改进措施以进一步提高焊接质量:1.优化焊接参数:通过调整焊接参数,如焊接电流、焊接速度等,进一步改善焊接质量。
2.优化焊接材料选择:选择更适合的焊接材料,以提高焊接接头的强度和韧性。
3.加强质量管理:加强焊接工艺的质量管理,进行及时的检测和跟踪,确保焊接质量稳定可靠。
七、附录1.焊接工艺文件2.焊接试样照片3.力学性能测试报告4.金属组织观察照片。
焊接工艺评定报告一、引言焊接是一种常见的金属加工技术,广泛应用于制造业领域。
焊接工艺评定报告是对焊接技术进行评估和证明的重要文件,对于确保焊接质量和产品的安全性至关重要。
本文将从焊接工艺流程、实验数据分析和结论评估三个方面,进行详细的说明,以确保焊接工艺的合理性和可靠性。
二、焊接工艺流程为了开展焊接工艺评定,我们首先需要确定合适的焊接工艺流程。
根据具体情况,我们选择了气体保护焊工艺,并采用了焊接预热、热输入控制、焊接速度控制等措施来保证焊缝质量。
在实际操作中,我们遵循了国家/行业标准和规范,确保了焊接过程的规范性和有效性。
三、实验数据分析为了评估焊接工艺的可行性和质量,我们进行了一系列的实验,并收集了相关数据。
通过对这些数据的分析,我们可以得出以下结论:1.焊接接头的拉伸强度达到了预定标准,符合要求;2.焊后金属组织结构均匀,无明显的热影响区,表明焊接时的热输入控制得当;3.焊接过程中未出现明显的气孔和裂纹等质量问题,焊接质量良好;4.经过相应的测试,焊接接头的韧性满足要求,能够承受相应的载荷。
四、结论评估根据实验数据的分析和对焊接工艺的评估,我们结合实际需求,得出了以下结论:1.所选用的焊接工艺是合适的,可以满足产品设计和质量要求;2.焊后金属组织结构良好,焊缝质量良好,符合相关标准;3.焊接接头的强度和韧性满足产品的使用要求,能够承受相应的外力;4.针对实验中发现的一些小问题,我们提出了改进措施,以进一步提升焊接质量和效率。
五、改进措施在实验中,我们发现了一些可以改进的地方,具体包括但不限于:1.调整焊接参数,进一步优化焊接过程,提高焊缝的质量;2.增加焊接材料的预热温度,以降低焊接时的热输入,减少变形和裂纹的风险;3.加强车间环境的管理,确保焊接过程中的气体保护效果良好;4.定期对焊接设备进行维护和检测,确保设备的稳定性和安全性。
六、结语焊接工艺评定报告是一个重要的文件,通过对焊接工艺流程的评估和实验数据的分析,可以有效保证焊接质量和产品的安全性。
焊接工艺评定报告
本次焊接工艺评定报告旨在对甲公司的焊接工艺进行评定,以验证甲公司的焊接工艺是否符合行业规范和标准要求。
一、焊接工艺概述
甲公司采用手工电弧焊接工艺,根据图纸要求,采用E50焊条,直流电弧焊接。
焊接材料为Q235钢板,板厚为10mm。
本次焊接将进行对接焊、角焊和T型焊三种类型的试验。
二、焊接工艺评定结果
1.外观质量:本次焊接试验制作的焊缝质量较高,表面平整,无气孔、夹杂、裂纹等缺陷,符合GB/T986-2008中的VIS1级要求。
2.力学性能:对接焊、角焊和T型焊试验样品进行了拉伸和弯曲试验,试验结果显示,其拉伸强度和屈服强度均满足GB/T3323-1995中的II级要求。
试样在受到一定弯曲力后,在无明显裂纹或破裂情况下,仍能完整保持角度,符合
GB/T232-2010中的II级要求。
3.气孔率:焊缝中气孔率的测量结果在3%以内,符合行业标准要求。
4.工序评定:焊接工艺的工序详情、操作人员以及环境管理等方面均符合相关标准和规范。
三、结论
经过本次焊接工艺评定试验,甲公司的焊接工艺符合相关标准和规范的要求,已取得良好的焊接工艺评定结果,建议
甲公司在今后的焊接施工中严格按照焊接工艺和质量管理要求进行操作,确保产品的质量和安全。
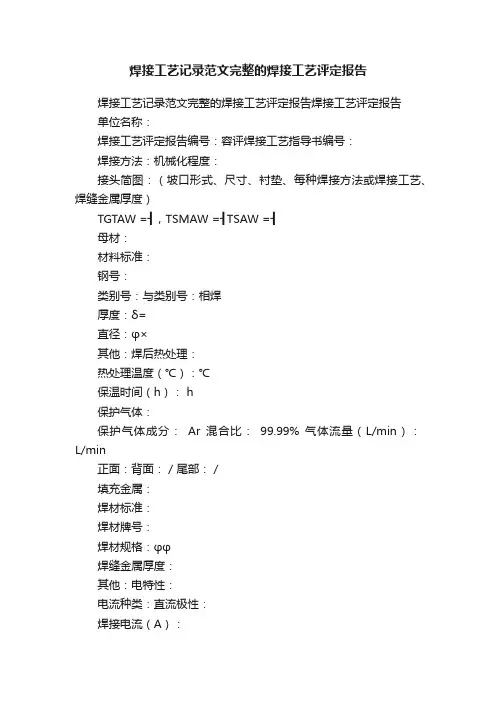
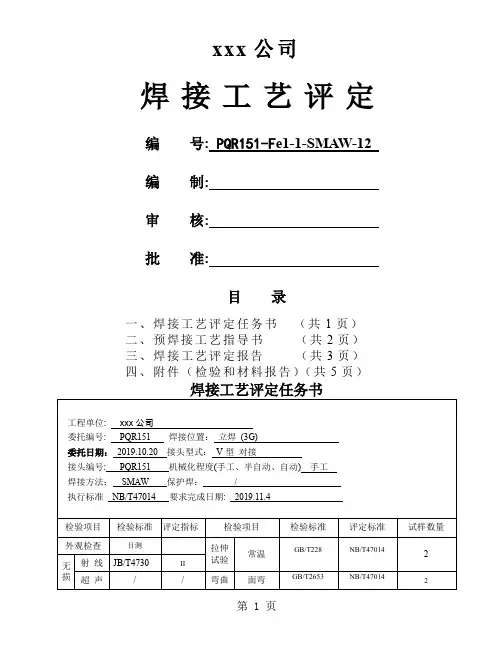
焊接工艺记录范文完整的焊接工艺评定报告焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告单位名称:焊接工艺评定报告编号:容评焊接工艺指导书编号:焊接方法:机械化程度:接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)TGTAW =┨,TSMAW =┨TSAW =┨母材:材料标准:钢号:类别号:与类别号:相焊厚度:δ=直径:φ×其他:焊后热处理:热处理温度(℃):℃保温时间(h): h保护气体:保护气体成分:Ar 混合比:99.99% 气体流量(L/min):L/min正面:背面: / 尾部: /填充金属:焊材标准:焊材牌号:焊材规格:φφ焊缝金属厚度:其他:电特性:电流种类:直流极性:焊接电流(A):电弧电压(V):钨极尺寸:铈钨极φ2.5其他: /焊接位置:对接焊缝位置:水平方向:向上、向下角焊缝位置:/ 方向:向上、向下技术措施:焊接速度:cm/min摆动或不摆动:不摆动摆动参数: /每面单(多)道焊:单双面单多道焊单(多)丝焊:单丝焊其他: /预热:预热温度(℃):≥℃层间温度(℃):≤℃其他: /金相检验(角焊缝):根部(焊透、未焊透):焊缝(熔合、未熔合):焊缝、热影响区(有裂纹、无裂纹):检验截面ⅠⅡⅢⅣⅤⅥⅦⅧ焊脚差(mm)无损检测:无损检测标准:检测种类:检测比例:合格级别:其他:耐蚀堆焊金属化学成分(重量%):C Si Mn P S Cr Ni Mo V Ti Nb分析表面或取样开始表面至熔合线的距离(mm):附加说明:结论:本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:合格焊工钢印日期第三方检验编制审核批准监检日期日期日期日期试验标准:JB4708-2000 拉伸试验试验报告编号:样号取样位置试样试验温度(℃)抗拉强度σb(MPa)伸长率δ(%)断裂载荷(KN)断裂特点和部位备注宽度厚度1 焊缝 25 常温2 焊缝 25 常温试验标准:JB4708-2000 弯曲试验试验报告编号:样号试样型试试样厚度(mm)弯轴直径D= α(mm)弯曲角(°)弯曲结果备注1 4α 180 合格2 4α 180 合格3 4α 180 合格4 4α 180 合格试验标准:JB4708-2000 冲击试验试验报告编号:样号试验温度(℃)试样缺口冲击吸收功AKV(J)侧膨胀值(mm)备注尺寸方向型式位置方向位置1 0℃ 10×10 试样纵轴垂直于焊缝轴线 V 焊缝缺口轴线垂直于母材表面焊缝中心线2 0℃ 10×10 V3 0℃ 10×10 V4 0℃ 10×10 V 热影响区焊缝与母材熔合线5 0℃ 10×10 V6 0℃ 10×10 V工艺评定记录就按照你实际使用的母材,焊材,实际使用的参数等进行填写,还有疑问的话,可以把你自己填写的发上来,针对具体的给你建议焊工工艺评定,根据工件的材质、焊接材料和接头形式,参照标准查看已有的焊接工艺评定是否被覆盖,没有就要做。
焊接工艺评定报告
焊接工艺评定报告是对焊接工艺进行评定和分析的报告,通常由专业的焊接工程师或技师编写。
报告内容主要包括焊接工艺的选择、工艺参数的确定、焊接接头的质量评定等方面。
报告的结构通常包括以下几个部分:
1. 项目背景和目的:介绍评定报告的背景和目的,包括焊接对象、要求和目标。
2. 焊接工艺选择:根据焊接对象的材料、结构和应用要求,选择合适的焊接工艺和方法。
同时,考虑到工艺的可操作性和经济性。
3. 工艺参数确定:根据焊接工艺的选择,确定相应的焊接工艺参数,包括焊接电流、电压、速度、预热温度等。
4. 检验与评定:根据焊接接头的质量标准,对焊接接头进行检验和评定,包括外观质量、机械性能、尺寸精度等。
5. 结论与建议:根据评定结果,给出相应的结论和建议,包括对工艺参数的调整和优化,以及对操作人员的培训和指导。
报告的编写需要结合具体的焊接对象和要求,使用专业的焊接工艺评定工具和设备进行实验和测试。
同时,考虑到安全和环保要求,报告中也应包括相关的安全措施和环境影响评估。
总之,焊接工艺评定报告是对焊接工艺进行评定和分析的重要文件,可以为焊接工艺的优化和质量控制提供科学依据和指导。
焊接工艺评定报告doc1.项目背景管道焊接工艺评定是指对于特定的管道焊接工艺进行评估和验证,以确定其是否满足相关的技术标准和规范要求。
本报告对管道焊接工艺进行评定,并对其进行详细描述和分析。
2.管道焊接工艺描述该管道焊接工艺采用氩弧焊法,焊接材料为碳钢,焊口类型为对接焊缝。
焊接设备包括氩弧焊机、焊线钳和焊接电源等。
3.工艺评定方法为了评定该管道焊接工艺的可行性和质量稳定性,我们采用了以下方法进行评定:-对焊接设备进行检验和校准,确保其符合相关的安全要求和技术规范;-对焊接工艺参数进行优化,包括焊接电流、电压、焊丝速度等;-进行焊缝金属组织分析和力学性能测试,以评估焊接接头的质量和可靠性;-进行焊接工艺的稳定性分析,包括焊接速度、温度控制等。
4.工艺评定结果经过以上评定方法的实施,我们得出了以下结论:-焊接设备符合相关的安全要求和技术规范,能够提供稳定的焊接电流和电压;-通过优化焊接工艺参数,我们得到了较好的焊接效果,焊缝的表面光滑,未出现明显的缺陷和裂纹;-焊缝金属组织呈现均匀细致的晶粒结构,力学性能测试结果满足相关的标准要求;-焊接工艺的稳定性较好,能够稳定控制焊接速度和温度。
5.结论与建议综上所述,该管道焊接工艺评定结果良好,能够满足相关的技术标准和规范要求。
建议在实际应用中继续监控和检验焊接设备,以确保其性能和安全可靠性。
同时,建议进行定期的力学性能测试和焊缝金属组织分析,以监测焊接接头的质量和可靠性。
[1]焊接工艺标准,国家质量监督检验检疫总局,2024年。
[2]焊接工艺规范,国家标准化管理委员会,2024年。
焊接工艺评定报告焊接工艺评定报告一、背景作为一种重要的加工方式,焊接广泛应用于制造业、建筑业和汽车工业等领域中。
在生产过程中,为了确保焊接质量和安全性,必须对焊接工艺进行评定,以确定最优的焊接参数和工艺流程。
本报告旨在对某焊接工艺进行评定,并提出优化建议,以提高焊接质量和生产效率。
二、评定过程1.实验设备本次实验使用的焊接设备为焊接机、焊接钳和焊接材料等。
其中焊接机型号为AC220V+10% 50HZ,最大输出电流为50A-250A。
焊接材料为钢筋,焊接方式为手动电弧焊。
2.评定指标根据焊接工艺的特点和要求,本次评定主要考察以下指标:(1)焊接质量:焊缝密实,焊缝无裂缝、气孔等缺陷。
(2)焊接强度:焊接后的钢筋牢固,符合相应标准的强度要求。
(3)焊接效率:焊接速度较快,能够满足各个施工阶段的需求。
(4)经济性:焊接工艺合理,材料和设备利用率高,能够达到节约成本的效果。
3.实验操作首先,对焊接机进行检查和调试,保证其正常工作。
然后,将钢筋定位在焊接台上,在焊接面上铺一层焊剂,然后使用焊接钳对其进行焊接。
每10厘米焊接一次,并根据焊接面的情况进行必要的调整。
最后,对焊接质量和焊接强度进行测试和评估。
4.实验结果通过实验,得出了以下结果:(1)焊接质量较高,焊缝密实无缺陷。
(2)焊接强度达到了预期的标准值。
(3)焊接效率较高,焊接速度稳定。
(4)经济性良好,材料和设备利用率高。
5.优化建议为了提高焊接的质量和效率,建议采取以下措施:(1)优化焊接工艺,采用焊接机自动焊接,提高焊接质量和效率。
(2)调整焊接电流,采用更佳的焊接电流参数,提高焊接效率和节约能源。
(3)优化焊接材料,选择更优质的焊接材料,提高焊接质量和强度。
(4)加强操作培训,提高焊工技术水平,确保焊接质量和强度。
三、结论通过本次焊接工艺评定,确认了该焊接工艺的焊接质量和强度符合要求,并提出了优化建议,以进一步提高焊接质量和效率。
建议生产部门根据实际情况,选用适合的优化方案,不断完善焊接工艺,提高生产效率和产品质量。
焊接工艺评定报告1. 引言焊接工艺评定报告是对焊接工艺进行全面评估和分析的重要文件。
本报告旨在对焊接工艺进行评定,以确保焊接工作的质量和安全性。
本报告将详细介绍焊接工艺的选择、实施和评估过程,并提供相应的测试结果和建议。
2. 焊接工艺选择在进行焊接工艺评定之前,首先需要根据具体的焊接要求选择适合的焊接工艺。
常见的焊接工艺包括电弧焊、气体保护焊、电阻焊等。
根据焊接材料、焊接位置和焊接要求的不同,选择合适的焊接工艺对保证焊接质量至关重要。
3. 焊接工艺实施在进行焊接工艺评定之前,需要进行焊接工艺实施的准备工作。
首先是准备焊接设备和材料,确保其满足焊接要求。
然后是进行焊接试验,以验证焊接工艺的可行性和稳定性。
焊接试验需要按照相应的标准或规范进行,包括焊接参数的设定、焊接工艺的实施和焊接质量的检验。
4. 焊接工艺评估在焊接工艺实施完成后,需要对焊接质量进行评估。
评估焊接质量可以采用多种方法,包括目视检查、尺寸测量和无损检测等。
根据评估结果,可以对焊接工艺进行调整和改进,以提高焊接质量。
5. 焊接工艺测试结果在焊接工艺评估过程中,进行了一系列的焊接测试,并记录了相应的测试结果。
根据测试结果,可以评估焊接工艺的可行性和稳定性。
测试结果显示,所选用的焊接工艺在焊接质量和效率方面表现良好,符合焊接要求。
6. 焊接工艺改进建议根据对焊接工艺的评估和测试结果,可以提出一些焊接工艺改进建议。
改进建议包括调整焊接参数、改进焊接设备和材料、优化焊接工艺流程等。
通过实施这些改进建议,可以进一步提高焊接工艺的质量和效率。
7. 结论本报告对焊接工艺进行了全面评定和分析。
通过对焊接工艺的选择、实施和评估,确保了焊接工作的质量和安全性。
根据测试结果和评估分析,所选用的焊接工艺表现良好,符合焊接要求。
同时,也提出了一些焊接工艺改进建议,以进一步提高焊接质量和效率。
以上是本次焊接工艺评定报告的主要内容。
通过评估和分析,我们可以不断改进焊接工艺,提高焊接质量和效率。
焊接工艺评定报告一、引言焊接工艺评定是对焊接过程和焊接人员的技术能力进行评估和认证的一项重要工作。
本报告旨在对焊接工艺的评定结果进行详细说明,并提出相关的建议和改进措施。
二、评定目的本次焊接工艺评定的目的是确定焊接工艺的合理性和适用性,以保证焊接的质量和工艺参数的稳定性。
同时,评定还将对焊接人员的技术能力进行综合评估,以确保他们能够熟练地操作焊接设备和掌握相应的焊接技术。
三、评定内容1. 焊接设备评定对焊接设备进行评估,包括焊接电源、焊接材料和焊接辅助设备的性能和质量检查。
评定包括设备的安全性能、电气性能和热工性能等方面的检测。
2. 焊接工艺评定对不同的焊接工艺进行评估,包括电弧焊、气体保护焊、等离子焊等。
评定焊接工艺的合理性、稳定性和节能性能等方面的指标。
根据焊接材料的特性,确定最佳的焊接参数和工艺流程。
3. 焊接人员评定评估焊接人员的技术能力和经验水平,包括焊接操作技能、焊接质量控制能力和焊接问题解决能力等方面的评估。
通过焊接工艺评定和焊接操作考核,确定焊接人员的技术等级和工作能力。
四、评定方法1. 设备评定方法根据相关标准和规范,对焊接设备进行检测和测试。
包括对设备的外观检查、功能测试和性能测试等。
同时,还需要对设备的电气接地、防护措施和安全性能进行评估。
2. 工艺评定方法通过对焊接试样的制作和评估,检测焊缝的质量和焊接参数的稳定性。
通过对焊接工艺参数的调整和优化,获得更好的焊接效果和焊缝质量。
3. 人员评定方法根据焊接人员的工作经验和技术能力,进行理论知识考核和实际操作考核。
通过对焊接样品的制作和评估,评估焊接人员的焊接质量和技术水平。
五、评定结果根据评定方法,经过严格的测试和考核,得出以下评定结果:1. 设备评定结果:焊接设备的性能和质量良好,符合相关标准和规范。
2. 工艺评定结果:焊接工艺参数的稳定性和焊接质量满足要求,但仍存在一些改进空间。
3. 人员评定结果:焊接人员的技术能力和工作能力达到相应标准,但个别人员仍需加强操作技能和焊接质量控制能力。
焊接工艺评估任务书
任务书编号:HP-25
制定日期校对日期
修改:O
焊接工艺评估指引书
第1页共2页工艺评估指引书编号:HP-25 日期:5月30日
工艺评估试件号;HP-25 工艺评估任务书编号:HP-25
焊接措施:GTAW 自动化限度:手工
修改:O
编号:HP-24-2 第2页共2页
编制日期校对日期
批准日期
修改:O
工艺评估报告(PQR)
第1页共2页工艺评估报告编号PQR NO HP-25 日期4月20日
工艺评估指引书HP-25 工艺评估任务书编号HP-25
修改:O
,
PQR NO. HP-25 第 2 页共 2 页
其它试验
焊工姓名万龙钢印号120
实验室报告编号HP25
兹证明本报告所述均属对旳,受检焊缝是根据下述指定旳工艺评估原则之规定进行准备、焊接和实验旳。
√《锅规》附录I《焊接工艺评估》JB4420《锅炉焊接工艺评估》
√其她焊接工艺评估原则
编制:日期:审核:日期:批准:日期:
修改:O
编号: HG-25 WPS No. 焊接工艺规程工艺评估书编号: HP25
PQR No.
修改:○
共 2 页第 2 页
编号: HG-25 WPS No. 焊接工艺规程工艺评估书编号: HP25
PQR No.
修改:○。
焊接工艺评定报告【报告标题】焊接工艺评定报告【报告编号】XXXXX【报告日期】XXXX年XX月XX日【报告编制】XXX公司焊接工艺评定小组【报告目的】本报告旨在对该焊接工艺进行评定,确保焊接过程遵守相应的标准要求,保证焊接质量和安全性。
【报告结论】经过对焊接工艺的评定,我们得出以下结论:1. 焊接程序符合相关标准要求:该焊接工艺所采用的焊接程序符合国家标准(如GB/T XXXX-XXXX)要求,能够满足焊缝的质量和安全性要求。
2. 焊接设备和材料符合要求:焊接设备经过检测,并且保持良好的工作状态。
焊接材料符合相关标准,焊接接头的强度和耐久性得到保证。
3. 焊接工艺参数合理:焊接工艺参数,如焊接电流、电压、速度等,在评定过程中经过合理调整,能够满足焊接接头的质量要求。
4. 焊接工艺操作规范:焊工经过专业培训,掌握了焊接操作技能,严格按照焊接工艺要求进行操作,保证焊接质量。
【报告建议】根据以上结论,我们提出以下建议:1. 焊接工艺文件的制定和管理:建议根据评定结果,完善焊接工艺文件,确保焊接过程的规范化和可控性。
2. 质量管理体系的建立:建议建立完善的焊接质量管理体系,包括焊接工艺检验、焊接质量检验等环节,提高焊接质量的可追溯性和稳定性。
3. 培训和技能提升:建议加强焊工的培训和技能提升,提高其操作水平和质量意识,确保焊接质量。
【报告附件】1. 焊接工艺文件;2. 焊接设备和材料检测报告;3. 焊工培训记录。
【编制人员签名】【日期】XXX(报告编制人员) XXXX年XX月XX日【审核人员签名】【日期】XXX(报告审核人员) XXXX年XX月XX日【批准人员签名】【日期】XXX(报告批准人员) XXXX年XX月XX日。
316L不锈钢手工电弧焊焊接工艺评定试验报告1.简介:本焊接工艺评定用手工电弧焊焊接方法进行不锈钢双面焊和单面永久性衬垫焊。
钢板材料: 牌号:316L 厚度:12mm焊接位置: 平焊、横焊、立焊、仰焊2.焊接设备及测试设备:2.1. 手工电弧焊焊机牌号:ZXE-3X400生产厂家:上海向春电焊机厂2.2. 屏幕显示液压万能试验机牌号:WES-300C生产厂家:济南试验机厂牌号:WE-100生产厂家:上海试验机厂2.3.冲击试验机型号:JB-30B制造厂:吴忠试验机厂2.5. 硬度机牌号:HV-120V生产厂家:山东2.4. X射线无损探伤机牌号:300KV生产厂家:日本理光3. 焊接工艺评定内容316L不锈钢手工焊焊接工艺评定评定报告1焊接工艺评定试验内容:A) 焊接接头横向抗拉强度试验编号: X-LB) 焊接接头冷弯试验编号: X-BC) 焊接接头宏观及硬度试验编号:X-H注:X为试板编号2 焊接试板材料及规格试板牌号: 316L炉批号: 450891-002试板规格: 12X200X5003 焊接材料:电弧焊焊条焊条牌号:E316L-17焊条规格:Φ3.2mm Φ4.0mm炉批号:05110 051184 试样取样图:截弃段拉伸试样弯曲试样冲击及宏观试样备用段弯曲试样拉伸试样截弃段5 焊接坡口图60゜-70゜゜6 焊接规范7无损探伤:试板焊制完毕进行外观检查,24小时后进行X射线无损探伤结果:达到标准要求,详见附录。
8焊接接头物理试验结果:a) 焊接接头横向抗拉试验结果b)焊接接头弯曲试验结果c)焊接接头宏观分析:试样经过酸蚀后,进行宏观分析结果:未发现宏观缺馅。
详见照片d)焊接接头冲击试验结果:(V型缺口)e)焊接接头硬度测试:试样编号:5-H试样编号:6-H试样编号:.11-H试样编号:12-H试样编号:16-H9 试验结果评定:经过上述试验,我们认为该焊接工艺符合CCS规范要求。