(完整word版)最新版全套焊接工艺评定表格,推荐文档
- 格式:doc
- 大小:367.01 KB
- 文档页数:11

焊接工艺评定参数表共8页第1页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/01母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置H焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数 道次 焊接方法焊条或焊丝 焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm ) 底层 GMAW ER50-6 1.2 CO 2填充GMAW ER50-6 1.2 CO 2面层GMAW ER50-6 1.2 CO 2技术措施焊前清理衬板、坡口内侧均砂磨至光亮层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根 无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
应注意各道接头交错,面层焊道预留深度约2.0mm ,完毕后稍作清理,24h 后检验。
记录日期监理记录日期焊接工艺评定指导表共8页第2页工程名称XX新城J2-2地块项目指导书编号GZ/J2-2/GJG/02母材钢号Q345B 规格mm20 供货状态热轧生产厂武钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊条—————焊丝大西洋ER50-6 ———焊剂或气体广州龙湖CO2纯度≥99.9%,含水率≤0.005%出口部采用自加热至约50°C焊接方法GMAW 焊接位置 F焊接设备型号NBC-500 电源及极性阳预热温度(℃)—层间温度100~150 后热温度(℃)/时间(min)—焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次 焊接方法焊条或焊丝焊剂或保护气体保护气体(L/min ) 电流(A ) 电压(V ) 焊接速度(cm/min ) 热输入(Kj/cm)牌号 Φ(cm )底层 GMAW ER50-6 1.2 CO 2填充 GMAW ER50-6 1.2 CO 2面层 GMAW ER50-6 1.2 CO 2技术措施 焊前清理 衬板、坡口内侧均砂磨至光亮 层间清理逐道清除焊渣、粉尘、焊瘤、飞溅及凹凸部修填或刨切背面清根无其它:首层,中间层直线运焊引入引出段按正式焊缝要求,各道应避免停顿;面层焊前应仔细去除凹凸部,面缝焊接时压低电弧,往复运焊,引弧采用擦弧法,趁接头部红热状态快速续焊,各道快速去渣。
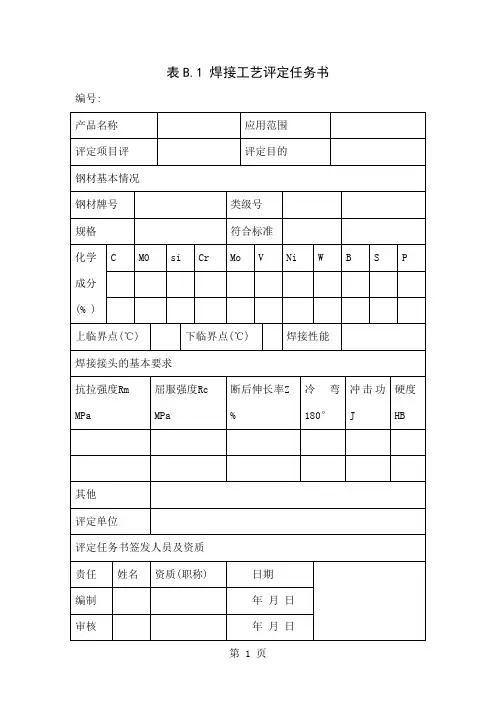
焊接工艺评定任务书
表码号: Q/CKD/D102-2009 共 1 页第 1 页
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 1 页
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 2 页
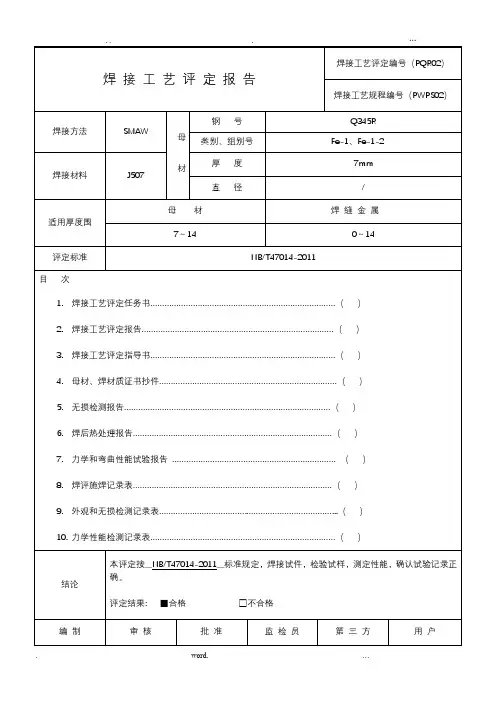
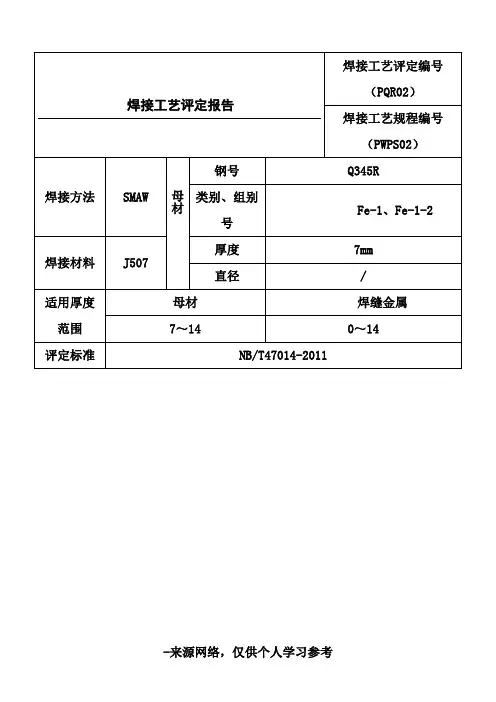
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 1 页
焊接工艺评定报告
表码号: 共 3 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 3 页
表码号: Q/ZKD/D103-2009
表码号: Q/ZKD/D104-2009
表码号: Q/ZKD/D105-2009
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
. word. …
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告。
结论:■合格□不合格
审核人:平检查员:洲2011年3月22日. word. …。
焊接工艺评定表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)
版本:A版
目录
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
表0.2单位工程施工质量评定表
施工单位自评等级:评定人:
项目经理:
(盖公章)
年月日监理机构复核等级:
复核人:
总监或副总监:
(盖公章)
年月日
项目法人认定等级:
认定人:
技术负责人:
(盖公章)
年月日
工程质量监督机构
核定等级:
核定人:
机构负责人:
(盖公章)
年月日
表0.2.3道路工程外观质量评定表
汉中职业技术学院附属医院中医针灸康复科
康复功能评定量表
一、基本情况
姓名:性别:年龄: 科室:床号:住院号:
临床诊断:
二、功能评定
三、ADL评定
四、环境因素和个人因素
五、患者意愿及目标
六、评定总结
1.康复治疗目标:
2.康复治疗方案:
3.注意事项:
医师:治疗师:责任护士:患者或家属:
年月日。
焊接工艺评定工艺总合表格精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除屯溪高压阀门有限公司 焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.GTAW 焊接工艺评定报告编号(PQR) 9830-000 焊接工艺指导书编号(WPS) 2030-000TF 艺原016焊接方法 GMAW(二氧化碳气保焊) 自动化等级(手工.自动.半自动)自动接头坡口型式 根部间距 堆焊厚度简图:电特 性电流AC 或DC DC 极性 反接电流(范围) 110--140A 电压(范围) 20--23 v钨极尺寸和类型 3.2 金属过渡方式(GMA 一W) / 送丝速度范围 160±10/mm/min焊 接 技 巧嘴孔或喷嘴尺寸 12 直进焊或横摆焊 环焊 微摆打底焊道和中间焊道的清理方法 . □刷理 .□打磨 . 横摆方法 ∕ 背面清根方法 / 导电嘴至工作距离 10-13mm 焊接速度(范围) 160±10mm/min 捶击有无 / 多道焊或单道焊(每侧) 单道焊 焊接层数其它 : 实施焊接。
焊接接头头尾搭接长度不能少于8mm 接头要保满母 材P-No. 8 组号 1 与P-No. 8 组号 1 或 钢号和等级为 F304 与钢号和等级为 F304 或 厚度范围: / 直径范围: 25mm 其它: / 填充 金 属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NO F -No. A -No.熔敷焊缝金属厚度范围 25mm 角焊缝: 其它 / 检 查 项目外观检查(有无气孔、裂纹、渣孔、凹坑、咬边等缺陷) 全检尺寸检查:批量生产按50~100%抽检。
工艺评定时必须进行 硬度检查:着色探伤检查:磁粉探伤检查: 工艺评定应进钎 位置焊接的位置 水平(1G) 焊接方向: 向上 UP 向下 角焊缝位置:工 艺 评定 试 验 项 目拉伸试验: 进行试验并出具报告 弯曲试验: 冲击试验:侵蚀 低倍检查1:1盐酸侵蚀 或1:3硝酸侵蚀或5%硫酸侵蚀预热层间温度 / 预热温度 室温 保温时间 预热的保持方式 /焊后热处 理 温度范围 /时间范围 /气体燃料气 气体: Ar(氩气) 压力(Mpo): / 流量(L/min) 焊嘴号或焊嘴直经: / 保护气 / 其它气:本说明书可作为新产品试制和单件小批产品的工艺规程精品好资料-如有侵权请联系网站删除焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧)多焊丝或单焊丝(每侧)焊接层数 2 转动角度 720°焊丝离工件距离mm 检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤 / 磁粉探伤合格 (见附件)母材材料标准号:F304型号和等级为:F304P-No. 8组号1与P-No.8组号1或厚度范围: / 直径范围:25mm其它: /拉伸试验试样号宽厚抗拉强度(≥N/mm2) 断口位置和性质报告编号填充金属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NOF-No. A-No.熔敷焊缝金属厚度范围25mm角焊缝:其它 /弯曲试验试样号类型 d/α弯曲角度报告编号冲击试验位置焊接的位置水平(1G) 焊接方向:向上UP向下角焊缝位置:试样号缺口位置缺口温度试验温度冲击值剪切面mils 断裂不断裂预热层间温度预热温度保温时间预热的保持方式焊后热处理温度范围时间范围角焊缝试验气体燃料气气体: Ar(氩气) 压力(Mpo): / 流量(L/min)焊嘴号或焊嘴直经: / 保护气 / 其它气:结果满意:是否熔透母材:是否3倍镜检查结果其他试验试验类型熔敷金属成份其他焊工(签字)钢印号施焊时间评定结果签字人其现场监控人员日期批准电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围) 20--23 v 送丝速度范围 160±10/mm/min钨极尺寸和类型金属过渡方式(GMA一W)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除焊工技能资格评定记录(WPQ) TF 艺原017焊工姓名 郑凯 钢印号: C 部门: 焊接工部所用的焊接方法: GT AW 自动化等级 :■手工 □半自动 □机动 □自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号: HQ-04 厚度 25mm 填充金属标准: AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊 角焊 母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1 与ASME P- No . 8-1 (QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)] 实心 实心 每种焊接方法的手工或半自动焊接的变素 实际值 评定范围 化学分析时堆焊层厚度 / / 焊接位置(1G ,5G 等) (QW-405) 1G 1G 焊接方向(上坡焊/下坡焊) / / 背过渡形式(GTAW) (QW409) / / 焊接电流类型和极性 (STAW) (QW409) DC /反接 DC/ 反接 自动/机动焊变数 (QW-360) 实际值 评定范围 直接控制/遥视控制 ∕ ∕ 电压自动控制 (GTAW) ∕ ∕ 衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕ ∕外观检验结果 (QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹 、无其它缺陷。
焊接工艺评定任务书
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
部件
名称
部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02
评定试板
焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。