焊接工艺评定报告表格-全套
- 格式:doc
- 大小:111.50 KB
- 文档页数:6
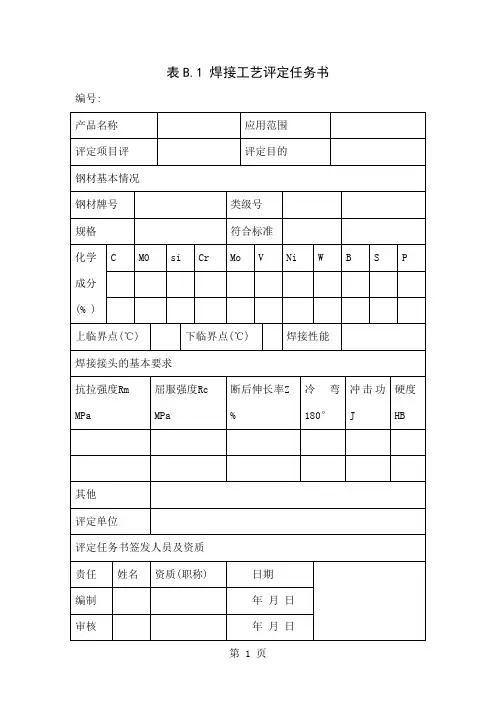
焊接工艺评定任务书
表码号: Q/CKD/D102-2009 共 1 页第 1 页
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 1 页
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 2 页
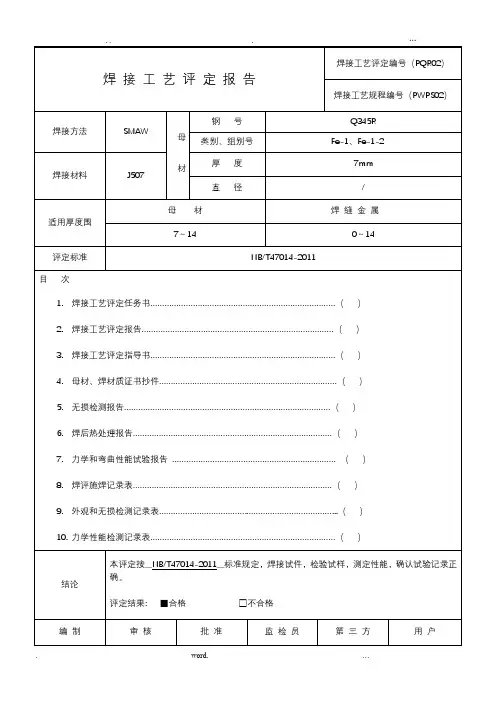
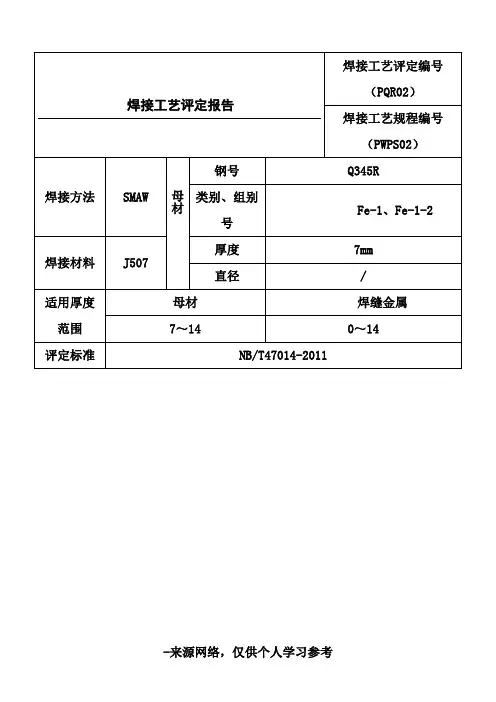
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 1 页
焊接工艺评定报告
表码号: 共 3 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 3 页
表码号: Q/ZKD/D103-2009
表码号: Q/ZKD/D104-2009
表码号: Q/ZKD/D105-2009
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
. word. …
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告。
结论:■合格□不合格
审核人:平检查员:洲2011年3月22日. word. …。

焊接工艺评定报告编号:编制:审核:批准:88888888公司目录序号页数1.焊接工艺指导书---------------------------共2页2.焊接工艺评定报告-----------------------------共4页3.试件施焊记录表-----------------------------共3页4.超声波探伤报告-----------------------------------------------共3页5.力学性能试验报告--------------------------------------------共1页6.母材及焊材材质证明书--------------------------------------共2页焊接工艺指导书单位名称批准人(签字) 编制焊接工艺指导书编号H 日期2011 相应焊接工艺评定编号焊接方法CO2气体保护焊机械化程度半自动归档日期焊接工艺指导书接头型式T型对接接头多口尺寸简图和焊道分布顺序有无衬垫及衬垫材料牌号/接口形式V形坡口组对间隙/焊接层次和顺序1-2母材:钢材标准号GB/T 3274-2007钢号 Q345B类、组别号 I-1与类、组别号I-1相焊厚度20mm直径/质量证明书号A013251903复检报告编号2013-064869填充金属:焊条标准/ 焊条牌号/ 焊条直径/焊丝牌号ER50-6 焊丝直径Φ1.2 焊剂牌号/质量证明书号 890000092729焊接位置:对接焊缝位置板对接横焊、3G方向(横向)角焊缝位置 /预热:预热温度/ 层间温度/其它/1焊条(焊丝)熔敷金属化学成分(%)C Si Mn P S Cu Ni Mo V Cr0.08- 0.15 0.80-1.151.40-1.85NAX0.025NAX0.035NAX0.50NAX0.15NAX0.15NAX0.03NAX0.15焊接位置:对接焊缝的位置:板对接横焊、3G焊接方向:横向角焊缝位置 /预热:预热温度(允许最低值)/层间温度(允许最高值)/保持预热时间/加热方式/焊后热处理加热温度/ ℃升温速度/保温时间/ 冷却方式/焊接电流范围(A)160-210 电弧电压(V)24-30焊接设备型号YD-500KR2HGE 检测仪表/按所有焊位置和厚度,分别列出电流和电压范围。
编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。
现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。
另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。
具体见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。
HGP-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;G——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。
坡口型式及代号见有关国家标准。
如V——V型坡口;X——VX型坡口;K——K型坡口等。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。
示例: HGP137-B8-(Ⅰ-1)MⅡ1G 表示顺序号为137的、JB4708-2000中Ⅰ-1类材料的、δ=8板的、Ⅱ型坡口的埋弧自动焊焊接工艺评定。
2. JB4708-2000中材料类别及钢号分类分组表如下:3.JB4708-2000与NB/T47014-2011钢材类别及钢号分类分组对应表如下:二、符合JB4734-2002《铝制焊接容器》的评定项目:四、其他(一)符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的评定项目:. .。