车床代号知识
- 格式:doc
- 大小:27.00 KB
- 文档页数:2

车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 (二)按机床工作精度分类 1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 (一)机床的类代号: (二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。

车床的类型代号
根据车床的不同用途和结构特点,车床的类型可以用代号来表示。
以下是常见的车床类型代号:
1. PC:普通车床。
适用于一般的车削加工,具有较广泛的适
用范围。
2. CNC:数控车床。
通过计算机控制系统来控制车床的运动,实现精密和复杂的加工。
3. CA:自动送料车床。
除了具备普通车床的功能外,还具有
自动送料的能力,可连续加工多个工件。
4. CB:数控自动送料车床。
结合了数控车床和自动送料车床
的功能,既可以实现精密加工,又能实现连续生产。
5. CC:多轴控制车床。
具有多个工作轴,可以同时进行多个
加工过程,提高加工效率。
6. CK:螺纹车床。
专门用于加工各种螺纹的车床,可以实现
高精度的螺纹加工。
7. CJ:自动复述车床。
具有复述功能的车床,常用于加工相
同形状的工件。
8. CJZ:数控自动复述车床。
结合了数控车床和复述车床的功能,既能实现复述加工,又可以进行精密加工。
这些是常见的车床类型代号,不同厂家可能会有不同的代号系统,需要根据具体情况来确定。

为便于管理和使用,都赋予每种机床一个型号,表示机床的名称、特性、主要规格和结构特点。
按照1986年颁布的金属切削机床型号编制方法(JB1838-85)。
其编制的基本方法如上图所示. 机床的类代号,用大写的汉语拼音字母表示,当需要时,每类可分为若干分类,用阿拉伯数字写在类代号之前,作为型号的首位(第一分类不予表示)。
机床的特性代号,用大写的汉语拼音字母表示。
机床的组、系代号用两位阿拉伯数字表示。
机床的主参数用折算值表示,当折算数值大于1时,则取整数,前面不加" 0”,当折算数值小于1 时,则以主参数值表示,并在前面加“O ”,某些通用机床,当无法用一个主参数表示寸,则在型号中用设计顺序号表示,顺序号由1 起始,当设计顺序号少于十位数时,则在设计顺序号之前加“0 ”。
机床的第二主参数列入型号的后部,并用“x”(读作“乘”)分开. 凡属长度(包括跨距,行程等) 的采用“1/100”的折算系数,凡属直径、深度、宽度的则采用“1/10”的折算系数,属于厚度等,则以实际数值列入型号) ;当需要以轴数和最大模数作为第二主参数列入型号时,其表示方法与以长度单位表示的第二主参数相同,并以实际的数借列入型号。
机床的重大改进顺序号是用汉语拼音字母大写表示的,按A、B、C···等汉语拼音字母的顺序选用(但“I 、O”两个字母不得选用),以区别原机床型号。
同一型号机床的变型代号是指某些类型机床,根据不同加工的需要,在基本型号机床的基础上,仅改变机床的都分性能给构时,加变型代号以便与原机床型号区分,这种变型代号是在原机床型号之后,加1 、2、3···等阿拉伯数字的顺序号,并用、(读作“之”) 分开。
例如C6132A c——表示车床(类代号)。
61——表示卧式车床(组、系代号). 32——表示车床上加工最大回转直径的1/10(主参数) A——表示此车床的结构经过第一次改选(改进顺序号). 对于以前已生产的机珠,其旧型号一般不再变动,仍沿用原型号. 例如:c616 c——表示车床. 6——表示车床类第六组,以前没有系别。
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。

车床的分类及型号车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
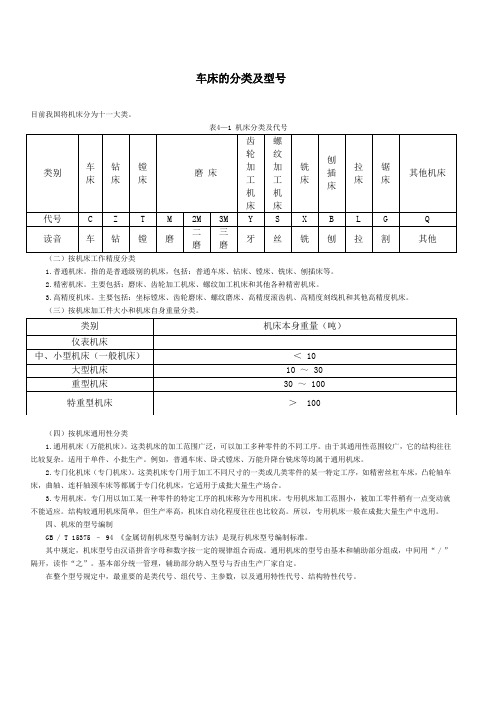
普通机床的类别代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床特种加工机床锯床其他车床代号C Z T M 2M 3M Y S X B LD G Q读音车钻镗磨磨磨牙丝铣刨拉电割其机床型号应完整地表示出机床的名称、主要技术参数与性能。
目前我国机床型号是按GB/T 15375-1994 金属切削机床型号编制方法》编制的。
型号由基本部分和辅助部分组成,中间用“/” 隔开,读作“之”。
前者需统一管理,后者纳人型号与否由企业自定。
型号构成如下:由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。
例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:(1)机床的类代号用大写的汉语拼音字母表示。
必要时,每类可分为若干分类。
机床的类代号,按其相对应的汉字字音读音。
机床的类和分类代号见下表(2)机床特性代号机床特性分为通用特性和结构特性。
1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。
例如 CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义,见下表。
2)结构特性它只在同类机床中起区分机床结构、性能不同的作用。
当型号中有通用特性代号时,结构特性代号排在通用特性代号之后,否则结构特性代号直接排在类代号之后。
例如 CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同。
(3)机床的组、系代号每类机床划分为十个组,每个组又划分为十个系(系列),分别用一位阿拉伯数字表示,位于类代号或特性代号之后。
系代号位于组代号之后。
(4)机床的主参数代号机床主参数在机床型号中用折算值表示,位于组、系代号之后。
主参数等于主参数代号(折算值)除以折算系数。
例如卧式车床的主参数折算系数为1/10,所以CA6140型卧式车床的主参数为400mm。
常见机床的主参数名称及折算系数见下表。
机床名称主参数名称主要数折算系数卧式车床床身上最大回转直径1/10摇臂钻床最大钻孔直径1卧式坐标镗床工作台面宽度1/10外圆磨床最大磨削直径1/10立式升降台铣床工作台面宽度1/10卧式升降台铣床工作台面宽度1/10龙门刨床最大刨削宽度1/100牛头刨床最大刨削长度1/10(5)机床的重大改进顺序号当机床的结构、性能有更高的要求,并需按新产品重新设计、试制和鉴定时,按改进的先后顺序选用A、B、C、…等汉语拼音字母(但“I、O”两个字母不得选用),加在型号基本部分的尾部,以区别原机床型号。
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床的类型代号概述车床是一种用于加工金属工件的机床,广泛应用于制造业中。
车床的类型代号是指对不同种类的车床进行编码,以便于标识和区分。
不同的车床类型代号对应着不同的结构和功能特点,适用于不同的加工需求。
常见的车床类型代号以下是一些常见的车床类型代号及其对应的含义:1.C系列(CNC车床):CNC代表计算机数控,C系列车床是通过计算机控制系统来实现自动化加工操作。
它具有高精度、高效率、多功能等特点,广泛应用于批量生产和复杂形状零件加工。
2.CK系列(数控滚动轴颈车床):CK系列车床主要用于加工滚动轴颈部分,具有较高的刚性和稳定性。
它采用数控系统控制刀架移动和进给速度,能够实现高精度、高效率的加工。
3.CW系列(数控斜轨导轨车床):CW系列车床采用斜轨导轨结构,具有较好的刚性和稳定性。
它适用于加工大型、重型工件,能够实现高精度、高效率的加工。
4.CKX系列(数控双颈车床):CKX系列车床具有两个刀架和两个主轴,可以同时进行两道工序的加工。
它适用于多道工序、高效率的生产要求,能够大幅提高生产效率。
5.CSK系列(数控独立主轴车床):CSK系列车床具有独立的主轴和刀架,可以实现多道工序同时进行。
它适用于复杂形状零件的加工,能够提高生产效率。
6.CKK系列(数控滚珠丝杠双颈车床):CKK系列车床采用滚珠丝杠传动结构,具有较高的传动精度和刚性。
它适用于精密零件的加工,能够实现高精度、高效率的加工。
7.CKY系列(数控铣削车床):CKY系列车床是一种综合了铣削功能的数控车床。
它具有旋转主轴和可移动刀架,可以进行铣削、车削等多种加工操作。
车床类型代号的意义车床类型代号不仅仅是对车床进行分类和标识,还反映了车床的结构和功能特点。
通过了解和理解车床类型代号,可以更好地选择适合自己加工需求的车床,并提高加工效率和质量。
例如,如果需要加工复杂形状零件且要求高精度和高效率,可以选择CNC车床(C 系列)。
如果需要加工滚动轴颈部分,可以选择数控滚动轴颈车床(CK系列)。
大连的代号是D,他们产的加CD6140A,沈阳的有时用ACA6140 车床为:C表示车床,A 应该是代表大连机床厂生产,6表示组代号(落地及卧式车床) ,1表示系代号(普通落地及卧式车床) ,40是机床主参数,即加工工件的回转直径为400毫米。
CA6140 车床为:C表示车床,A 结构特性代号,6表示组代号(落地及卧式车床) ,1表示系代号(普通落地及卧式车床) ,40是机床主参数及回转直径为400毫米。
C表示车床,A表示第一次重大改进,6表示落地及普通车床,1表示普通车床,40是机床主参数,回转直径为400毫米。
目前我国机床型号是按GB/T 15375-1994 金属切削机床型号编制方法》编制的。
型号由基本部分和辅助部分组成,中间用“/” 隔开,读作“之”。
前者需统一管理,后者纳人型号与否由企业自定。
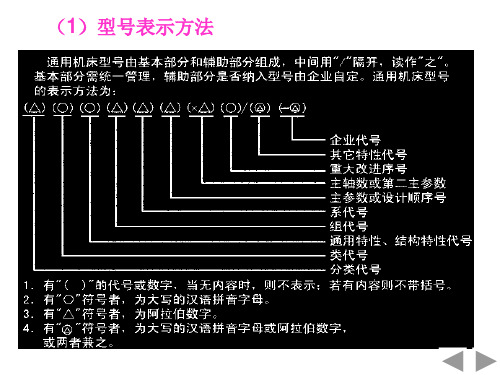
一、通用机床A(B)1234(.5)(C)(/6)(×7)注:以上带()者为可选项,使用时不加括号,字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
例如CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同A:类别代号。
C车床,Z钻床,T镗床,M,2M,3M磨床,Y齿轮加工机床,S螺纹加工机床,X铣床,B刨床,L拉床,D电加工机床,G切割机床,Q其它机床B:通用类别代号或结构特性代号。
通用类别代号:G为高精度,M为精密,Z 为自动,B为半自动,K为数控,H为自动换倒,F为仿形,W为万能,Q为轻型,J为简式。
结构特性代号是为区别主参数相同而结构不同的机床而设置的。
例如CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义。
1:组别代号。
2:型别代号。
34:主参数或设计顺序号。
.5:主轴数(前面以.分开)。
C:重大改进顺序号。
/6:同一型号机床的变型代号。
×7:最大跨距、最大工件长度、工作台长度等第二参数。
大连的代号是D,他们产的加CD6140A,沈阳的有时用A
CA6140 车床为:C表示车床,A 应该是代表大连机床厂生产,6表示组代号(落地及卧式车床) ,1表示系代号(普通落地及卧式车床) ,40是机床主参数,即加工工件的回转直径为400毫米。
CA6140 车床为:C表示车床,A 结构特性代号,6表示组代号(落地及卧式车床) ,1表示系代号(普通落地及卧式车床) ,40是机床主参数及回转直径为400毫米。
C表示车床,A表示第一次重大改进,6表示落地及普通车床,1表示普通车床,40是机床主参数,回转直径为400毫米。
目前我国机床型号是按GB/T 15375-1994 金属切削机床型号编制方法》编制的。
型号由基本部分和辅助部分组成,中间用“/” 隔开,读作“之”。
前者需统一管理,后者纳人型号与否由企业自定。
一、通用机床
A(B)1234(.5)(C)(/6)(×7)
注:以上带()者为可选项,使用时不加括号,字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
例如CA6140型卧式车床型号中的“A” 是结构特性代号,以区分与C6140型卧式车床主参数相同,但结构不同
A:类别代号。
C车床,Z钻床,T镗床,M,2M,3M磨床,Y齿轮加工机床,S螺纹加工机床,X铣床,B刨床,L拉床,D电加工机床,G切割机床,Q其它机床
B:通用类别代号或结构特性代号。
通用类别代号:G为高精度,M为精密,Z 为自动,B为半自动,K为数控,H为自动换倒,F为仿形,W为万能,Q为轻型,J为简式。
结构特性代号是为区别主参数相同而结构不同的机床而设置的。
例如CK6140型车床。
K表示该车床具有程序控制特性,写在类别代号C之后。
通用特性代号有固定的含义。
1:组别代号。
2:型别代号。
34:主参数或设计顺序号。
.5:主轴数(前面以.分开)。
C:重大改进顺序号。
/6:同一型号机床的变型代号。
×7:最大跨距、最大工件长度、工作台长度等第二参数。
二、专用机床型号:
A-1
注:字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
A设计单位代号。
1:设计顺序号。
三、组合机床及自动生产线的型号:
A-B1(2)
注:以上带()者为可选项,使用是不加括号,字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
A:设计单位代号。
B:分类代号。
U大型组合机床,H小型组合机床,K自动换刀数控组合机床,UX 大型组合机床自动线,HX小型组合机床自动线,KX自动换刀数控字和机床自动线。
1:设计顺序号。
这是老型号解释是当时机械工业部的标准:
第一个A是为了区别主参数相同而结构不同的车床;
第二个A是性能和结构经过重大改革的机床;
CA6140A,承载要看机床的长度,1米350kg,1.5米380kg,2米400kg
目前又有了很多厂家不再沿用原来机械工业部的标准,而是自己编织编号,利润沈阳的SI开头,大连CD,德州CDZ,安阳AD等,应经不再追寻原有规律,如果选型需要参照厂家样本。