新平行度测量方法(1)
- 格式:doc
- 大小:13.03 MB
- 文档页数:2

激光干涉仪平行度测量原理与方法
激光干涉仪是一款功能强大的几何量检测仪器,可以测量线性定位、直线度、垂直度、平行度、角度等多个参数,很多朋友熟悉线性定位测量,但是对于平行度测量却不太清楚,今天就给大家讲解如何进行平行度测量。
▲SJ6000激光干涉仪
1、平行度测量原理
平行度测量由两组直线度测量组成,两次测量都以直线度反射镜的光学轴为参考基准。
需要说明的是,要得到两轴的平行度,要在两个正交平面内沿每个要被比较的轴测量直线度。
因此,平行度或平行线测量实际是四次直线度测量,每次的步骤和方法同测量直线度一样,如下图所示。
得到平行度的计算公式为:
线性平行度=|θ1−θ2 |
其中,θ1为第1运动轴的斜度,θ2为第2运动轴的斜度。
第一步(测第1运动轴)
第二步(测第2运动轴)
▲ 平行度测量的光路原理构建图
2、数据采集和处理
按照上面的分析,平行度测量分成正交平面内的两次直线度测量,在同一个面内的测量分两步:第一步测量其中一轴的直线度,其方法跟直线度测量一样;第二步测量另一轴的直线度。
每次测量后均把以共同反射镜为参考基准所采集的直线度数据保存。
最后根据上述四个直线度测量结果,计算得到两轴之间的平行度或平行线误差。
3、平行度测量用组件
平行度测量用到的激光干涉仪组件:平行度测量配置主要由SJ6000激光干涉仪主机、短直线度镜组(或长直线度镜组)、SJ6000静态测量软件等组件构成。
Z 轴的平行度测量需增添可调转向镜。
4、平行度测量应用
数控机床/坐标测量机X、Y轴上多导轨平行度
▲双直线导轨安装的平行度测量。
法兰平行度测量方法
哇塞,说到法兰平行度测量方法,这可真是个重要的事儿啊!
首先呢,来详细讲讲步骤和注意事项。
先把法兰放在一个平整的基准面上,然后用专门的测量工具,比如千分尺或者游标卡尺,在不同的位置测量法兰表面到基准面的距离。
测量的时候要多测几个点,这样数据才更准确呀!注意哦,测量工具一定要准确校准,不然测出来的数据可就不靠谱啦。
而且测量的时候要轻拿轻放,别把法兰给碰坏了。
再来说说过程中的安全性和稳定性。
这就像是走钢丝一样,得小心翼翼的。
在测量的时候,要确保周围环境安全,没有什么东西会干扰测量或者对人造成危险。
同时呢,测量工具也要稳稳地拿在手里,不然数据就不准确啦,这可不能马虎呀!
接着讲讲应用场景和优势。
这种测量方法在很多行业都能用得到呢,比如机械制造、化工等等。
它的优势可不少,简单易行,成本也不高,而且测量结果还很可靠。
这就像是一把万能钥匙,能打开很多难题的大门呀!
举个实际案例吧,有一次在一个工厂里,工人们要安装一批法兰,为了确保安装质量,就用了这种测量方法。
结果发现有几个法兰的平行度有问题,及时进行了调整,避免了后续可能出现的故障。
你说这效果好不好?
法兰平行度测量方法真的很重要呀,它能确保设备的正常运行和安全,是我们不可忽视的好帮手呀!。
导轨是机床运动部件导向的关键部位,在数控机床中,导轨按照摩擦方式分为滑动导轨和滚动导轨,其中滚动导轨在数控机床的应用越来越普及。
滚动导轨为了满足机床运动的高直线度和整体高刚性的要求,对运动副中的滚珠(或滚柱)进行适当的预紧,且预紧力有日渐增大的趋势。
根据约束的要求,通常机床每个方向的直线运动,导轨最少为两条(有时为了增加支撑刚性会适当增加数量),此多条导轨的平行度数值的误差直接复制为导轨运行中的额外变形。
因此误差数值直接影响机床运行的直线度,使导轨产生额外的热量和振动,是影响机床运行速度和导轨副寿命的关键因素。
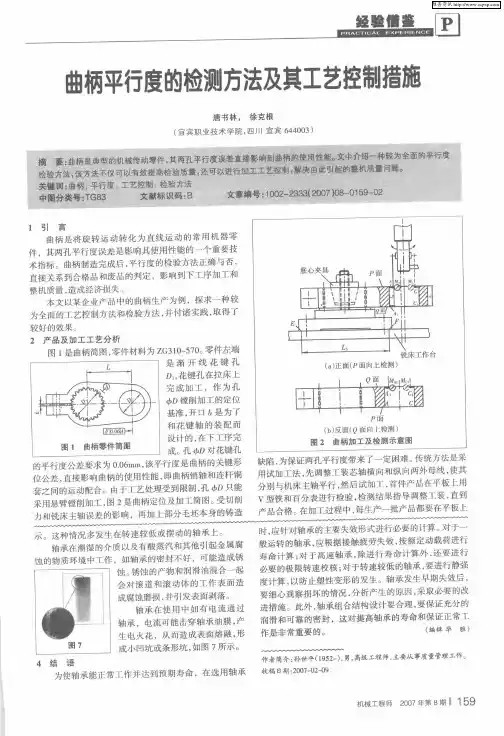
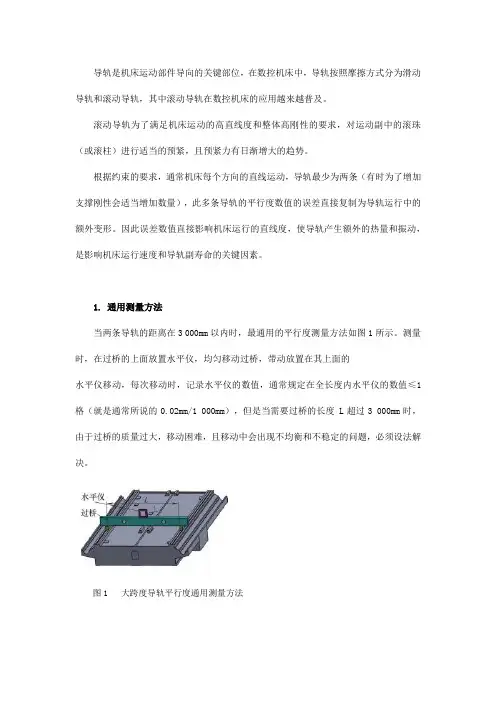
1. 通用测量方法当两条导轨的距离在3 000mm以内时,最通用的平行度测量方法如图1所示。
测量时,在过桥的上面放置水平仪,均匀移动过桥,带动放置在其上面的水平仪移动,每次移动时,记录水平仪的数值,通常规定在全长度内水平仪的数值≤1格(就是通常所说的0.02mm/1 000mm),但是当需要过桥的长度 L超过3 000mm时,由于过桥的质量过大,移动困难,且移动中会出现不均衡和不稳定的问题,必须设法解决。
图1 大跨度导轨平行度通用测量方法2. 改进后的测量方法对测量方法进行改进,如图2所示,检测跨距大的导轨Ⅰ和Ⅱ之间的平行度,在导轨Ⅰ和导轨Ⅱ的水平面上各安放两个连通的指示器,指示器之间用软管连接,两个指示器和软管中注入水(最好是有颜色的水,以便于观察水面),根据连通器的原理,两个指示器中的水面高度是绝对一样的。
现场测量情况如图3所示。
图2 大跨度导轨改进后的平行度图3 现场测量情况(1)指示器结构两个指示器的结构如图4所示,其上、下面一起在平面磨床上精加工,保证两个指示器的高度尺寸La和Lb一致(要求相差≤0.001 5mm)。
高度一致的两个测量座实物如图5所示。
a)结构示意b)图样图4 指示器结构图5 高度一致的两个测量座(2)测量方法将两个指示器用软管连接,放置在两个需要测量平行度的导轨面相同的一端,并且加满水。

机床精度测量及测量方法一、引言机床精度测量是机床制造和维护过程中的重要环节。
机床精度直接影响到加工零件的质量和生产效率。
因此,准确测量机床精度是确保机床性能和加工质量的关键。
二、机床精度测量的重要性机床精度是指机床在运行过程中所达到的加工精度,包括位置精度、重复精度、直线度、平行度、垂直度等。
机床精度测量的目的是为了评估机床的加工能力,及时发现和解决机床存在的问题,提高加工质量和生产效率。
三、机床精度测量的方法1. 直线度测量:直线度是指机床导轨面与某一参考直线之间的偏离程度。
直线度测量常用的方法有光学法、激光干涉法和电子触发法等。
其中,光学法是最常用的方法,通过光学仪器测量导轨面的直线度,并与参考直线进行比较,得出直线度的偏差值。
2. 平行度测量:平行度是指机床导轨面与参考平面之间的偏离程度。
平行度测量常用的方法有平行仪测量法、光学法和激光干涉法等。
其中,平行仪测量法是最常用的方法,通过平行仪测量导轨面与参考平面之间的平行度,并与参考平面进行比较,得出平行度的偏差值。
3. 垂直度测量:垂直度是指机床导轨面与参考垂直面之间的偏离程度。
垂直度测量常用的方法有水平仪测量法、光学法和激光干涉法等。
其中,水平仪测量法是最常用的方法,通过水平仪测量导轨面与参考垂直面之间的垂直度,并与参考垂直面进行比较,得出垂直度的偏差值。
4. 位置精度测量:位置精度是指机床在加工过程中所达到的位置精度。
位置精度测量常用的方法有坐标测量法、激光干涉法和编码器测量法等。
其中,坐标测量法是最常用的方法,通过测量工件在机床上的位置,并与设计位置进行比较,得出位置精度的偏差值。
5. 重复精度测量:重复精度是指机床在多次加工同一工件时,各次加工结果之间的偏离程度。
重复精度测量常用的方法有编码器测量法和激光干涉法等。
其中,编码器测量法是最常用的方法,通过测量工件在多次加工过程中的位置,并与设计位置进行比较,得出重复精度的偏差值。
四、机床精度测量的注意事项1. 在进行机床精度测量之前,需要对测量仪器进行校准和检验,确保测量结果的准确性和可靠性。
起重机轨道平行度校准方法-概述说明以及解释1.引言1.1 概述起重机轨道平行度校准方法是指通过一系列精确的步骤和措施,对起重机的轨道进行校准,确保其平行度达到标准要求。
起重机轨道平行度的校准是非常重要的,因为只有当起重机的轨道平行度正确时,才能保证起重机的安全运行和准确操作。
起重机轨道平行度校准方法涉及到使用光学测量仪器、激光仪器等精密设备,进行轨道表面平整度和平行度的检测和调整。
首先,需要对起重机的轨道进行清洁,确保表面干净平整。
接下来,使用专业测量工具对轨道表面进行水平、垂直和平行度的测量,以确定轨道的偏差情况。
针对轨道表面存在的偏差,可以通过调整轨道的安装螺栓、垫铁等方式进行修正。
在调整过程中,需要精确计算和控制每个螺栓或垫铁的位置和力度,以确保轨道的平行度调整到最佳状态。
此外,还需要注意在进行校准过程中,要避免任何可能引起轨道变形的因素,如外力挤压、变形或温度变化等。
必要时,可以在轨道表面添加额外的支撑或加固材料,以增强轨道的稳定性和平行度。
综上所述,起重机轨道平行度校准方法是一项复杂而关键的任务,需要仔细计划和实施。
通过准确测量和调整轨道的水平、垂直和平行度,我们可以确保起重机在运行过程中具备稳定性和安全性,提高工作效率和质量。
1.2文章结构文章结构部分的内容可以根据文章的主题和研究内容来进行编写,以下是一种可能的写作方式,仅供参考:1.2 文章结构本文主要围绕起重机轨道平行度的校准方法展开研究,下面将对全文的结构进行简要介绍。
首先,引言部分将对起重机轨道平行度校准方法的背景和研究意义进行概述。
通过对起重机轨道平行度校准方法的介绍,读者将能够更好地理解该项研究的重要性和必要性。
接下来,正文部分将详细阐述起重机轨道平行度校准方法的要点。
在2.1节,我们将介绍起重机轨道平行度校准方法的第一个要点,包括相关理论知识、校准步骤和具体操作。
在2.2节,我们将进一步探讨起重机轨道平行度校准方法的第二个要点,包括校准中可能出现的问题和解决方案。
平行度检测方法
平行度是指机器中两个或多个运动轴之间的相对运动关系。
在机械加工中,平行度的检测非常重要,因为它直接影响加工零件的准确度和质量。
平行度的检测方法包括直接测量法、对比法和干涉法等。
1. 直接测量法
直接测量法是最简单的平行度检测方法。
它需要使用一个平行度检测仪器来直接测量工件上两个或多个平面之间的平行度。
检测仪器可以是游标卡尺、千分尺或高精度测量仪器,如平板电子卡尺和外径量具等。
这种方法的优点是简单易行,检测结果准确可靠。
但需要注意的是,直接测量法只适用于平面表面的平行度检测,对于非平面表面的检测则不适用。
2. 对比法
对比法是一种比较高效的平行度检测方法。
它需要使用一个基准工件和待测工件进行比较,从而确定待测工件上两个或多个平面之间的平行度。
基准工件可以是已知平行度的平板,待测工件可以是需要进行平行度检测的零件。
这种方法的优点是比直接测量法更加快捷和简便,同时也适用于非平面表面的检测。
3. 干涉法
干涉法是一种高精度的平行度检测方法。
它需要使用激光干涉仪等高精度测量仪器来测量工件之间的干涉光程差,从而得到工件之间的平行度。
这种方法的优点是测量精度高、可靠性好、适用于各种表面形状的检测和连续测量等。
但不足之处是设备昂贵,使用需要技术指导和专业培训等。
以上是平行度检测的几种常见方法,通过不同的检测方法可以得到不同的平行度测量精度和数据。
在实际应用中,应根据具体情况选择合适的检测方法,并进行正确的数据处理和分析,以确保加工质量和生产效率。
千分尺平行度测量方法嘿,你问千分尺平行度咋测量啊?这事儿其实不难,听我给你唠唠。
首先呢,你得有一把千分尺。
这千分尺就像个小精密工具,可不能马虎对待。
准备好千分尺后,找一个平面的标准块。
这标准块就像是个裁判,能帮你判断千分尺的平行度好不好。
把千分尺打开,夹住标准块。
这时候你得注意,夹的时候要轻轻的,别太用力,不然会影响测量结果。
夹住标准块后,看看千分尺的两个测量面是不是和标准块的平面贴得紧紧的。
如果有缝隙,那就说明平行度不好。
接着呢,可以用眼睛从不同的角度观察千分尺和标准块的接触情况。
从侧面看,从上面看,各个角度都瞅瞅。
要是发现有哪里不对劲,比如一边高一边低,那就说明平行度有问题。
还可以用手轻轻晃动千分尺,感受一下有没有松动。
如果有松动,那肯定平行度不行啦。
然后呢,如果觉得自己眼睛看不准,可以借助一些工具,比如放大镜啥的。
把放大镜放在千分尺和标准块的接触处,仔细观察有没有缝隙或者不平整的地方。
我给你讲个我自己测量千分尺平行度的事儿吧。
有一次,我在车间里要用千分尺测量一个零件的尺寸。
我就先拿了个标准块来测千分尺的平行度。
一开始我觉得自己夹得挺紧的,应该没问题。
可是用眼睛一看,发现好像有点不对劲。
从侧面看的时候,感觉千分尺的一边有点翘起来。
我赶紧松开重新夹,这次我更加小心了。
夹好后,我又用放大镜仔细观察了一下,确定没有缝隙了才开始测量零件。
通过这件事我就知道了,测量千分尺平行度可不能马虎,不然会影响测量结果,导致零件不合格呢。
总之呢,测量千分尺平行度要仔细,多观察,多尝试不同的方法。
这样才能保证测量结果准确,让你的工作更顺利。
加油吧!。
平行检查方案标题:平行检查方案引言概述:平行检查是一种常见的质量控制方法,用于验证测量结果的准确性和可靠性。
在各行各业的实验室和生产环境中,平行检查方案被广泛应用。
本文将介绍平行检查的概念、作用以及实施方法。
一、平行检查的概念1.1 平行检查是指在相同条件下对同一样本或标准进行多次测量,以比较测量结果之间的一致性。
1.2 平行检查可以用于评估实验方法的准确性、仪器的精度以及操作人员的技术水平。
1.3 平行检查的结果通常用于判断测量结果的可靠性,提高实验数据的质量。
二、平行检查的作用2.1 评估测量方法的准确性:通过比较平行检查的结果,可以判断测量方法的准确性和偏差。
2.2 验证仪器的精度:平行检查可以帮助验证仪器的精度和稳定性,及时发现并纠正仪器故障。
2.3 提高实验数据的可靠性:通过实施平行检查,可以减少测量误差,提高实验数据的可靠性和准确性。
三、平行检查的实施方法3.1 确定检测对象:选择需要进行平行检查的样本或标准,确保其代表性和稳定性。
3.2 设定实验条件:保持实验条件的一致性,包括温度、湿度、时间等因素。
3.3 多次测量并比较结果:进行多次测量,记录并比较测量结果,评估其一致性和可靠性。
四、平行检查的注意事项4.1 避免人为干扰:在进行平行检查时,应避免人为干扰和误操作,确保实验数据的准确性。
4.2 注意实验环境:保持实验环境的稳定性和清洁度,避免外部因素对实验结果的影响。
4.3 定期校准仪器:定期对实验仪器进行校准和维护,确保其精度和稳定性。
五、平行检查的应用领域5.1 化学分析:在化学实验室中,平行检查常用于验证分析方法的准确性和仪器的精度。
5.2 医学诊断:在临床实验室中,平行检查可以帮助医生准确诊断疾病,提高诊断结果的可靠性。
5.3 生产质量控制:在生产环境中,平行检查可以用于检测产品的质量,确保产品符合标准要求。
结论:平行检查作为一种重要的质量控制方法,在各行各业都有着广泛的应用。
刀口尺测量平面度方法1.平行度和工件平面度的测量方法锉削加工是钳工较常用的方法,在检测被加工表面的平行度和平面度时,通常通过运用刀口尺测量工件表面与刀口的重合状况来检验工件的平面度和直线度。
检验平行度时,则通过测量被加工表面到基准面的距离。
然而这样操作有个缺点就是操作麻烦,同时精度很低。
现在可以通过灵活运用块规、平板、杠杆百分表相互组合来进行测量。
测量时,将装有杠杆百分表的高度游标卡尺和被测工件的基准面同时放置在平板上,在平板上平缓移动高度游标卡尺的底座,同时眼睛仔细观察杠杆百分表指针的数值变化,就可以清楚准确的检测出工件的平面度和平行度。
再配合以块规为高度标准,杠杆百分表就能精准的测量出被加工表面上每一点的数据,与标准值相互比较得到其加工余量。
2. 工件斜面的测量方法斜面锉配角度是钳工常常使用的加工工序。
加工时普遍使用万能角尺测量角度,但是加工精度的保证是个问题。
而利用杠杆百分表、正弦规和块规的组合测量法,就能解决的很好。
将加工好的工件放置于已转一角度的正弦规上,使其与基准面平,就能准确的测量出角度、尺寸、平面度、平行度,并能精准的测量出加工表面的每一点加工余量。
这些改变了原先使用刀口尺和万能角尺来测量斜平面的角度和平面度的方法使用正弦规检测工件的加工角度面,在加工精度方面不仅具有通常检测方法无法比拟的优点,在其他方面也具有区别于传统加工技巧和检测方法的灵活性。
①把工件安置在调整好角度的正弦规上,灵活根据工件被加工角度面到检测平台的相关尺寸、计算好相关数值,在用高度尺直接在正弦规上划线。
这种操作方法,可避免使用传统方法划出两个方向坐标线交点,在用划针、平尺手工连线两个坐标点的方法所带来的误差,提高了精度和稳定性。
②可以通过利用工件的工艺直角面或者外形直角面对工件内外角度面进行相应的加工检测。
③可以利用杠杆百分表在被测角度面正打表,测量时,如受到限制时则可以采用反打表检测等在燕尾配合中,关于角度的检测多数会采用角度样板或万能角度尺,但是万能角度尺的测量精度较低,无法满足高精度的测量精度要求,因此对于燕尾的角度测量精度较难保证,由此会给其他尺寸的测量带来较大的影响。
皮带轮平行度测量方法1. 引言1.1 背景介绍在工业生产过程中,皮带轮的平行度是一个非常关键的参数。
皮带轮的平行度指的是皮带轮轴线之间的平行度,其大小直接影响到传动系统的性能和寿命。
如果皮带轮的平行度不符合要求,会导致皮带侧向移动,增加摩擦力,造成能量损失和噪音增加,甚至会导致皮带磨损加剧、断裂等问题。
由于皮带传动在工业生产中应用广泛,因此对皮带轮平行度进行准确测量和调整非常重要。
传统的测量方法存在一些问题,比如操作复杂、测量精度低等。
我们有必要研究新的皮带轮平行度测量方法,以提高测量的效率和准确性。
本文将介绍一种新的皮带轮平行度测量方法,借助先进的测试设备和测量技术,实现对皮带轮平行度的准确测量和调整。
通过本文的研究,可以更好地指导工业生产中皮带传动系统的维护和管理工作,提高传动系统的运行效率和可靠性。
1.2 研究意义皮带轮平行度测量方法的研究意义主要体现在以下几个方面:1. 提高设备运行效率:皮带传动系统是工业设备中常见的传动形式,其性能直接影响设备运行效率和稳定性。
通过准确测量皮带轮的平行度,可以确保传动系统的正常运行,减少能量损失,提高设备的运行效率。
2. 减少设备维护成本:如果皮带轮的平行度不符合要求,会导致皮带异常磨损、噪音增大甚至断裂等问题,增加设备的维护成本和停机时间。
通过精确测量皮带轮的平行度,可以及时发现问题并采取措施进行修复,降低设备的维护成本。
3. 保障生产安全:皮带传动系统的稳定性直接关系到生产安全,如果皮带轮的平行度不达标,可能导致设备故障甚至事故发生。
通过科学的测量方法,可以对皮带轮的平行度进行有效监测和调整,提高设备运行的安全性。
研究皮带轮平行度测量方法对于提高设备运行效率、减少设备维护成本以及保障生产安全具有重要意义。
希望通过本文的介绍和分析,能够为相关行业的从业人员提供参考,推动相关领域的发展和进步。
1.3 研究方法研究方法是指在进行皮带轮平行度测量时所采用的方法和步骤。
三坐标测量机测平行度的计算方法
三坐标测量机测平行度的计算方法包括以下步骤:
1. 将被测工件放置在三坐标测量机的测量台上,并确定工件的位置和方向。
2. 通过计算机程序控制三坐标测量机的探针移动,使其与被测工件的表面接触,并记录下接触点的位置坐标。
3. 根据需要测量平行度的两个面或线,可以分别对它们进行测量。
例如,如果要测量一个平面与另一个平面的平行度,可以将探针分别移动到两个平面的位置,并记录下每个位置的坐标。
4. 通过计算机程序计算出每个接触点之间的距离和角度,以及它们之间的变化量。
这些数据可以用来评估平行度误差的大小。
以上信息仅供参考,如有需要,建议咨询专业人士。
关于曳引轮与导向轮平行度测量方法
1.将曳引机罩拆下。
2. 先调整工装的宽度(B)使之和钢丝绳宽(A)一至,然后将工
装固定于导向轮挡绳杆下方。
3.用线坠一端固定在曳引轮左侧,拉一条平
行于钢丝绳的平行线,将绳线一端固定在工
装挂钩侧。
挂钩距离钢丝绳边缘30mm。
(尽
可能的同时穿过曳引轮和导向轮中心)。
4.测量曳引轮端钢丝绳与线的距离为30mm
5.分别用钢板尺和工装测量曳引轮和导向轮边缘距线的距离,使曳引轮两边缘之差和导向轮两边缘之差不大于±1mm 。
平行度、位置度的检测:把基准线的一端固定于到曳引轮侧钢丝绳距离为A1处,另一端用钢丝绳夹固定于到导向轮侧钢丝绳距离为A1+t 处(t 为1/2槽距)。
然后测量B1、B2,C1、2的差值。