快走丝线切割加工质量的影响因素与解决措施
- 格式:pdf
- 大小:713.04 KB
- 文档页数:2

第3期(总第172期)2012年6月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.3Jun.文章编号:1672-6413(2012)03-0186-02线切割加工零件常见质量问题的分析与解决方案王 欣(江苏省苏州市昆山登云科技职业学院,江苏 昆山 215300)摘要:选用线切割快速走丝机床,针对加工零件变形、表面进刀痕、黑白条纹等不良质量,通过反复试验,找到问题出现的原因,并给出相应的解决方案。
关键词:线切割加工;快走丝;质量;改善中图分类号:TG484 文献标识码:B收稿日期:2012-02-13;修回日期:2012-02-20作者简介:王欣(1983-),女,天津人,技师,在读硕士研究生,从事模具专业教学工作。
0 引言电火花线切割机按切割速度可分为快走丝和慢走丝。
慢走丝电极丝作单向低速运行,用一次就废弃掉,以保证加工段电极丝的直径因放电损耗变化很小,对加工精度几乎无影响,其加工的工件表面质量好,但成本高。
快走丝电火花线切割机床的电极丝是快速往复运动的,电极丝在加工过程中反复利用,能满足一般的使用需求,成本低,在许多企业模具制造中得到广泛的应用。
本次试验选用线切割快速走丝机床,针对工艺路线安排不当产生的材料变形、进刀痕,参数选取不当引起的表面质量变化,工装及其他因素的影响所产生的材料质量问题进行分析,提出相应的解决方案,最终解决企业加工中常见的质量问题。
1 加工工艺的安排1.1 切割路线的安排切割前应合理安排工艺路线,切割时应考虑工件材料原有的内部应力平衡状态,防止因工件材料变形致使切出时可能产生夹丝、断丝的现象。
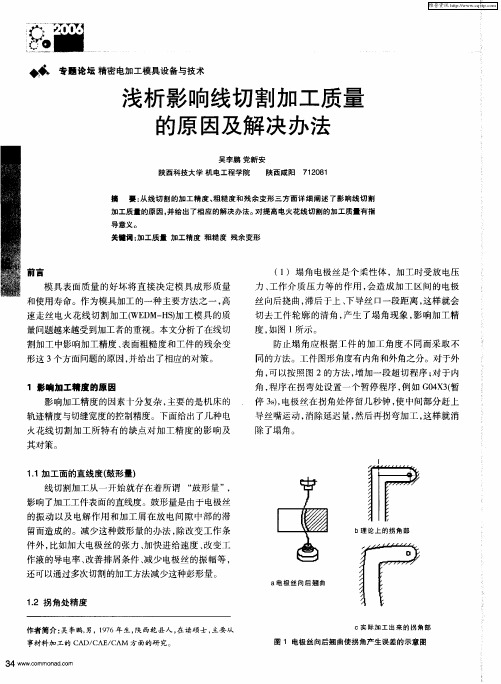
线切割加工路线如图1所示。
图1 线切割加工路线此次试验,采用铝材加工异形体,比较图2(a)与图2(b)可知:图2(a)加工时从工件外表面切入,加工后表面一边表现细致,一边表现粗糙;图2(b)从工件内部加工零件,加工后零件表面均匀,加工质量良好。
转快走丝线切割常见问题和解决办法1:换向条纹能完全去掉吗?由电蚀原理决定,放电电离产生高温,液内的碳氢化合物被热分解产生大量的碳黑,在电场的作用下,镀覆于阳极。
这一现象在电火花成型加工中被利用作电极的补偿。
而线切割中,一部分被丝带出缝隙,也总有一部分镀覆于工件表面,其特点是丝的入口处少,而丝的出口处多。
这就是产生犬牙状黑白交错条纹的原因。
这种镀层的附着度随工件主体与放电通道间的温差变化,也与极间电场强度有关。
就是说,镀覆碳黑的现象是电蚀加工的伴生物,只要有加工就会有条纹。
碳黑附着层的厚度通常是0.01~2μ,因放电凹坑的峰谷间都有,所以擦掉是很困难的,要随着表面的抛光和凹坑的去除才能彻底打磨干净。
只要不是伴随着切割面的搓板状,没有形状的凸凹仅仅是碳黑的附着,可不必大感烦脑。
因为切割效率,尺寸精度,金属基体的光洁度才是我们所追求的。
为使视觉效果好一些,设法使条纹浅一点,可以从以下几个方面同时着手,即冷却液稍稀些、稍旧一些,加工电压降低一点,变频跟踪更紧一点等。
要彻底没有条纹,则要把产生条纹的条件全部铲除,即丝不换向,液内无乳化的碳氢物改用纯水,这样我们快走丝线切割的主要优越也就没了。
目前去掉换向条纹最有效的办法仍然是多次切割,就沿轮廓线留量0.005~0.02,切割轨迹修正后再切一遍,不留量沿上次轨迹再重复一遍,这样的重复切割,伴随脉冲加工参数的调整,会把换向的条纹完全去除干净,且把加工精度和光洁度都提高一等。
重复切割的最基本条件是机床有足购的重复定位精度和操作的可重复性。
当然还要有操作者的明确思路和准确操作。
2:搓板纹是怎么产生的?随着钼丝的一次换向,切割面产生一次凸凹,在切割面上出现富于规律的搓板状,通常直称为"搓板纹"。
如果不仅仅是黑白颜色的换向条纹,产生有凸凹尺寸差异,这是不能允许的。
应在如下几处找原因:丝松或丝筒两端丝松紧有明显差异,这造成了运行中的丝大幅抖摆,换向瞬间明显的挠性弯曲。
快走丝线切割机断丝原因浅析作者:樊荣来源:《科技视界》 2014年第7期樊荣(陕西省机械高级工军技校,陕西汉中 723003)【摘要】本文分析了快走丝线切割断丝的常见原因,并提出了相应对策。
【关键词】线切割;断丝原因;对策快走丝线切割机是我国特有的加工模式,机床结构简单,廉价可靠,在加工中有相当广泛的应用,加工中断丝是一种最常见的问题,在切割过程中发生断丝,不仅会带来重新上丝的麻烦,而且会在工件上产生断丝痕迹,影响加工质量,严重的甚至会造成工件报废。
因此,有效的减少断丝,具有重要意义。
总的来说,造成断丝的原因不外乎以下几点:1)钼丝受力超过强度极限后折断,受力来源有:工件夹丝;材料内部有不导电物将丝勒住;切屑与割缝的摩擦力;张力;热胀冷缩及往复缠丝等产生的内应力等。
2)放电时产生高温又未能及时冷却而熔断。
3)前两者的综合作用。
线切割整个工作系统大致由电极丝、工件、脉冲电源、走丝装置、工作液几部分构成,因此无论是受力还是高温基本都与这几项因素有关,现分析如下:1 与电极丝相关的断丝原因1.1 丝张力的影响提高电极丝的张力可减少丝振的影响,从而提高精度和切割速度。
但过大的张力不仅使丝承受了较大的拉力还会使一段时间后电极丝伸长,电极丝的伸长必然导致丝张力下降,加上贮丝筒上的电极丝正反运动时张力不一样,工作中频繁的换向必然致使丝张力产生波动。
波动的后果是:丝振加剧,形成电弧放电,将丝烧断。
因此张力不宜过大也不宜太小,一般认为张力在12~15N较为合适。
若机床停用,应将贮丝筒摇至末端并松掉钼丝。
1.2 走丝速度的影响走丝速度的提高有利于电极丝把工作液带入工件放电间隙中,有利于电蚀产物的排除,但走丝速度过高,电极丝抖动严重,反而破坏了加工的稳定性。
走丝速度过低,加工屑不能及时排出,加工时丝损耗大,也易断丝。
一般经验以小于10m/s为宜。
1.3 电极丝材料及直径的影响快走丝线切割加工所用的电极丝材料以钼丝最多,常用的在0.12~0.18mm之间。

快走丝线切割机床加工质量分析及工艺参数选择摘要:全面分析了快走丝线切割机床加工质量的影响因素。
通过工艺实验归纳总结了电参数与加工质量和效率之间的工艺规律。
关键词:快走丝线切割机床;加工质量;分析;电参数;选择1.引言影响丝线切割加工产品质量的因素有很多,受到多个综合性因素的影响,如机床的制造精度因素,电加工机理、工艺方法等因素。
在生产实践应用中,由于快走丝线切割机床的工艺较为复杂,在生产过程中,进行不同的参数设置会有不同的生产结果,在生产过程中,如参数选择应用不当,会对产品的加工质量产生一定的影响。
作为加工模具的主要生产设备,高速走丝电火花线切割机床在实践应用中,会出现很多的问题,如由于工艺等多方面的问题会出现加工表面粗糙度达不到相关要求,无法达到模具和精密零件的加工的要求。
因此,要对影响加工质量的因素进行分析找到其固有的规律,根据产品的要求,找到适宜的工艺并设置相应的工艺参数,总结出提高加工质量的工艺等方法是非常必要的。
本文对快走丝线切割机床加工过程中的工艺参数进行了实验分析,对影响加工质量的因素进行了探析,通过建立工艺参数数据库的方式来总结出优质的工艺加工方法。
2.加工质量分析在生产操作中,对于快走丝线切割机床加工质量产生影响的因素诸多,比如由于操作机床的技术问题等原因,还有一些电参数的工艺设计问题。
对质量产生影响的因此是多样性的,如:工艺系统的精度、刚度和稳定性等因素。
如由机床、电极丝、夹具、工件所组成的工艺系统的精度的管理水平等。
提高加工质量的比较有效的方法之一即是改善加工工艺。
对于加工工艺的提高,要根据加工产品的特点来选择合理的加工条件、次数及电参数等工艺参数,以达到最佳的切削效果。
其中最重要的一个环境即工艺参数的设定,合理的设定工艺参数对于质量的影响重大,通过要求设计者要具备丰富的专业知识,并在实践中积累了大量的操作经验。
能够根据产品的要求来设计合理的工艺参数。
3.最佳电参数选择在快走丝线切割机床加工工艺设计中,最为重要的设计之一即是电参数工艺参数的设计。
快走丝线切割加工黑白条纹产生原因分析及对策摘要本文分析了数控电火花线切割加工工件产生的黑白条纹的原因,以及提高数控电火花线切割加工工件表面粗糙度的一些方法,重点说明黑白条纹的去除方法。
通过改进工作液喷射方式,根据工件调试不同切削液等各种办法,可以很大程度上减轻黑白条纹,提高高速线切割加工的表面粗糙度,使得工件表面光洁均匀。
关键词数控;线切割;电火花;黑白条纹;HSWEDM1 电火花线切割加工概述现有的数控线切割电火花加工机床分为低速走丝(LSWEDM)和高速走丝(HSWEDM)两类。
低速走丝线切割机床一般用黄铜作为电极丝。
电极丝采用单向低速运行,用一次就废弃。
高速走丝机床的电极丝使快速往返运行的,电极丝在加工过程中反复使用。
这类电极丝主要有钼丝、钨丝,市场上常用的是直径0.18mm的钼丝。
快速走丝方式的丝速一般为每秒几百毫米到十几米,如果丝速为10m/s时,相当于l 微秒时间内电极丝移动0.01mm。
这样快的速度,有利于脉冲结束时,放电通道迅速消电离。
2 电火花线切割加工产生黑白条纹的原因分析采用往返式高速走丝方式的电火花线切割加工,所加工的钢工件表面往往都会出现明显的黑白相间的条纹(如图1),切割表面存在黑白交叉条纹影响加工表面宏观质量的一个重要问题。
通过反复观察工件加工过程和加工后工件检测,可以发现一个规律,在滚筒运丝换向的一个切割行程内,条纹的出现与电极丝的运动方向有关,电极丝进入处呈黑色,出口处呈白色。
这是因为排屑和冷却条件不同造成的。
电极丝从上往下运动时,工作液从上部浇注,由电极丝带入切缝内,放电产物则由电极丝从下部带出加工区。
这时,上部工作液充分,冷却条件好,电极丝进口处工作液充分,放电是在工作液(乳化液)中进行,下部工作液少,冷却条件差,但排屑条件较上部好。
工业液在放电区域内受高温影响瞬时高压气体,并急速向外扩散,对上部的电蚀产物排出造成困难。
这时,放电产生的炭黑等物质凝聚附着在上部加工表面,使之呈现黑色。
影响线切割加工表面质量的因素分析和对策摘要:针对线切割加工中加工表面常出现的烧伤、纹路粗糙等质量问题作了详细分析并提出了相应措施,对进一步完善和提高线切割加工表面质量具有一定的意义。
关键词:线切割加工;表面质量;措施1.上下切割面烧伤呈焦黄色线切割加工中预置进给速度对切割速度、加工精度和表面质量影响很大。
预置进给速度应紧密跟踪工件蚀除速度。
二者加工间隙应恒定在最佳值上。
这样可增大有效放电状态,减少开路和短路,使切割速度达到给定加工条件下的最大值,从而保证加工的稳定性和零件表面质量。
1.1进给速度过高(过跟踪)此时间隙中空载电压波形消失,加工电压波形变弱,短路电压波形浓。
这时工件蚀除的线速度低于进给速度,间隙接近于短路,加工表面发焦呈褐色,工件的上下端面均有过烧现象。
1.2进给速度过低(欠跟踪)此时间隙中空载电压波形较浓,时而出现加工波形,短路波形出现较少。
这时工件蚀除的线速度大于进给速度,间隙近于开路,加工表面亦发焦呈淡褐色,工件的上下端面也有过烧现象。
1.3进给速度稍低(欠佳跟踪)此时间隙中空载、加工、短路三种波形均较明显,波形比较稳定。
这时工件蚀除的线速度略高于进给速度,加工表面较粗、较白,两端面有黑白交错相间的条纹。
1.4进给速度适宜(最佳跟踪)此时间隙中空载及短路波形弱,加工波形浓而稳定。
这时工件的蚀除速度与进给速度相当,加工表面细而亮,条纹均匀。
在这种情况下,能得到表面粗糙度、精度高的最佳加工效果。
表1给出了根据进给状态调整变频的方法。
表1根据进给状态调整变频的方法实频状态进给状态加工面状况切割速度电极丝变频调整过跟踪慢而稳焦褐色低略焦、老化快应减慢进给速度欠跟踪忽慢忽快不均匀不光洁易出深痕低易烧丝、丝上有白斑伤痕应加快进给速度欠佳跟踪慢而稳略焦褐、有条纹较快焦色应稍增加进给速度2.加工表面纹路粗糙2.1电极丝张力的影响。
线切割加工中,电极丝的张力大小同样影响到加工面的质量、加工速度和加工稳定性。