株洲钻石刀片材质-1
- 格式:pdf
- 大小:7.68 MB
- 文档页数:7
奋进70年,与制造业同行2020年 第1期冷加工撕下2019日历的最后一页,崭新的2020在无数期待中到来,《金属加工》(原名《机械工人》)至此也迈入创刊的第70个年头。
1950年,我国制造业百废待兴,本刊肩负着推广先进金属加工技术的使命,在相关领导和广大机械工人的期待下诞生。
70年来,本刊有幸见证了我国制造业克服种种困难、飞速发展的历史进程,而在这宏大的历史洪流中,有无数或大或小的水流奋勇向前,奏响中国制造业创新奋进的主旋律。
其中一道奔腾不息的水流,便是我们今天要讲述的国产刀具的代表企业——株洲钻石切削刀具股份有限公司(简称“株洲钻石”)。
株洲钻石切削刀具股份有限公司党委书记、总经理李屏奋进70年,与制造业同行产线,株硬厂生产的数控刀片,当时就主要供给国内的车企。
第一家数控刀片企业迈入21世纪,经过10多年的探索和实践,株硬厂不仅全面消化、吸收了引进技术,而且进行了大胆创新,为谋求企业更大发展做了大量的人才和技术储备。
2001年,株硬厂决定建造一条高起点、高标准、高性能的硬质合金刀具生产线,当时有两个选境、装备、工艺技术和质量标准等方面均按当代硬质合金数控刀片生产先进水平设计建设,为我国开发高附加值的硬质合金数控刀片和刀具打下了良好基础。
同年6月,我国第一家数控刀片企业——株洲钻石从此诞生。
员工持股的崭新模式将员工与株洲钻石的命运深刻联系起来,奠定了企业健康、长远发展的基调。
引进硬质合金生产线投产钻石工业园奠基奋进70年,与制造业同行质合金国家重点实验室成立等,但当我们问到李总有没有记忆最深刻的成就,李总的回答却是没有,因为每一件事都经过了前期十分充足的准备,一切都稳扎稳打,没有突如其来的惊喜,但有按部就班的成功。
我们想,株洲钻石这些年来的稳步发展,一定离不开李总这样一位踏实稳健且有长远眼光的“掌舵人”。
第一片走出国门的数控刀片株洲钻石很早就已经放眼国外市场,因为他们认识到国内市场容量有限,而且国外有更先进人颇受打击,这批产品大部分没有销售出去。
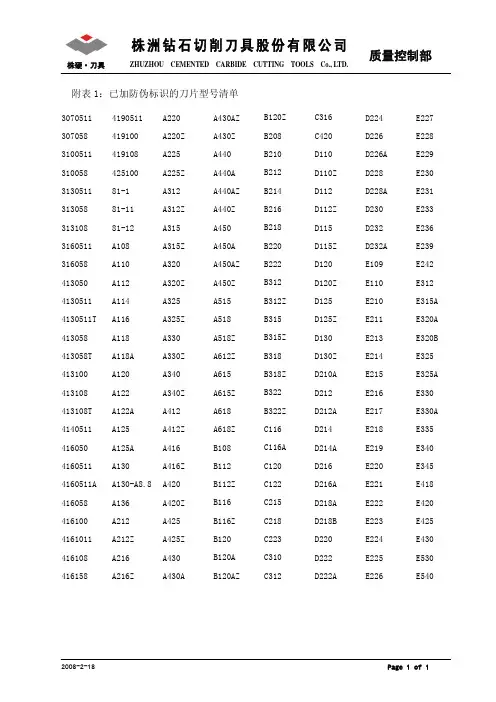
附表1:已加防伪标识的刀片型号清单3070511 307058 3100511 310058 3130511 313058 313108 3160511 316058 413050 4130511 4130511T 413058 413058T 413100 413108 413108T 4140511 416050 4160511 4160511A 416058 416100 4161011 416108 416158 419051141910041910842510081-181-1181-12A108A110A112A114A116A118A118AA120A122A122AA125A125AA130A130-A8.8A136A212A212ZA216A216ZA220A220ZA225A225ZA312A312ZA315A315ZA320A320ZA325A325ZA330A330ZA340A340ZA412A412ZA416A416ZA420A420ZA425A425ZA430A430AA430AZA430ZA440A440AA440AZA440ZA450A450AA450AZA450ZA515A518A518ZA612ZA615A615ZA618A618ZB108B112B112ZB116B116ZB120B120AB120AZB120ZB208B210B212B214B216B218B220B222B312B312ZB315B315ZB318B318ZB322B322ZC116C116AC120C122C215C218C223C310C312C316C420D110D110ZD112D112ZD115D115ZD120D120ZD125D125ZD130D130ZD210AD212D212AD214D214AD216D216AD218AD218BD220D222D222AD224D226D226AD228D228AD230D232D232AE109E110E210E211E213E214E215E216E217E218E219E220E221E222E223E224E225E226E227E228E229E230E231E233E236E239E242E312E315AE320AE320BE325E325AE330E330AE335E340E345E418E420E425E430E530E540附表2:待加防伪标识的刀片型号清单(计划2008年4月30日全部完成)XC161008 T31920W T31920V T31910YZ T31910Y T31910W T31910V T31905V T31905FZ T31905F T31905AZ T31905A T31620W T31620V T31610Y5Z T31610Y5 T31610W T31610V T31605W T31605V T31605FZ T31605F T31605AZ T31605A T31310V T31305W T31305V T31305FZ T31305F T31305AZT31305AT31005FZT31005FT31005AZT31005AJCQ8JCQ6.5JCQ6JCQ5.5JCQ5JCQ4.5JCQ4JCQ3.5JCQ3JCQ16JCQ12JCQ10JCL32-120JCL28-120JCL25-120AJCL25-120JCL20-120AJCL20-120JCL15-120F230CF230BF230AF230F225F220F218F216BF216AF216F213F211F209E525E522E518E515E415E320E315E252E250E247E108E107E106E105D252D246D240D238D236D218D210D208D206C545C539C450C442C435C430C425C308C306C305C304C303C236C228C1910H7ZC1910H7C1910H6ZC1910H6C1610H6ZC1610H6C125C110AC110B433B428B228B225B130ZB130B125AZB125AB125A410ZA410A408A406A310A210A208A170A160A150A140A122BA10651610V42510H842510H742510H1042510AZ42510A42210H841930YZ41930Y41920W41920V41920N41920D7Z41920D741920AZ41920A41910V41910N41910H741910H41910G41910A4191007H41905V41905N41905LZ41905L41905H741905H41905FZ41905F41905AZ41905A41620YZ41620Y41620V41610W41610V41610N41610H41610D6Z41610D641605V41605N41605L41605H641605H41605FZ41605F41605AZ41605A4160508H41310V41305W41305V41305N41305LZ41305L41305H541305H41305FZ41305F41305AZ41305A41005V41005H41005FZ41005F41005AZ41005A31920V31910V31910N31910A31905FZ31905F31905DZ31905D31905CZ31905C31905AZ31905A31620V31610W31610V31610N31605V31605N31605FZ31605F31605B31605AZ31605A31603DZ31603D31603CZ31603C6Z31603C631603C3160307CZ3160307C31320V31310W31310V31305N31305F 31305BZ 31305B 31305AZ31305A31303DZ31303D531303D31303CZ31303C5Z31303C531303C31005V31005N31005AZ31005A31003DZ31003D31003CZ31003C附表3:标识部位刀片类型 标识部位带孔机夹刀片 刀片底部,防伪标识成弧形环绕孔 不带孔机夹刀片 刀片底部的几何中心位置 焊接刀片 刀片底部的几何中心位置注1:刀片底面积小于7㎜×8㎜,只标识“Z”注2:C304型刀片标识打于侧面。
PCD刀具的应用与发展聚晶金刚石(PCD)刀具加工铝制工件具有刀具寿命长、金属切除率高等优点,其缺点是刀具价格昂贵,加工成本高。
这一点在机械制造业已形成共识。
但近年来PCD刀具的发展与应用情况已发生了许多变化。
如今的铝材料在性能上已今非昔比,在加工各种新开发的铝合金材料(尤其是高硅含量复合材料)时,为了实现生产率及加工质量的最优化,必须认真选择PCD刀具的牌号及几何参数,以适应不同的加工要求。
PCD刀具的另一个变化是加工成本不断降低,在市场竞争压力和刀具制造工艺改进的共同作用下,PCD刀具的价格已大幅下降50%以上。
上述变化趋势导致PCD刀具在铝材料加工中的应用日益增多,而刀具的适用性则受到不同被加工材料的制约。
PCD刀具的基本特点具有极高硬度和独特机械性能的PCD复合片是由金刚石颗粒和催化剂的混合物在高温高压下烧结而成,在合成过程中产生了金刚石颗粒共生物,并在金刚石颗粒之间建立起连接“桥”,从而获得具有催化剂岛状结构、类似于整体金刚石的PCD材料。
PCD材料的结构与PCBN(聚晶立方氮化硼)材料不同。
在PCBN材料中,CBN粒子之间并无实际粘结物;而PCD材料中则存在共生物,金刚石颗粒之间通过晶格“桥”相互连接。
PCD刀具牌号是以金刚石颗粒的粒度进行分类。
根据制造商的标准,细颗粒、中等颗粒和粗颗粒PCD牌号所对应的金刚石粒度大致分别为2µm、10µm和25µm。
粗颗粒PCD牌号比细颗粒PCD牌号强度更高,耐磨性更好,在粗加工中具有更长的工作寿命,但粗颗粒PCD刀具的切削刃难以达到细颗粒PCD刀具表面的光滑程度。
因此,细颗粒PCD刀具可获得更好的加工表面光洁度,但磨损速度较快。
PCD刀具的价格变化过去,价格昂贵一直是影响用户广泛接受PCD刀具的一个主要障碍,但现在情况发生了很大变化。
业界估计,在过去的两三年中,PCD刀具的价格已下降了40%~60%。
出现PCD刀具价格“跳水”的原因之一是市场供大于求。
转株钻刀片的材质说明YB415适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
YB435适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
YB235韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
YBC151高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
YBC251具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
YBC351高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
YBC201涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
YBC301高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工YBC401极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
YBM151涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工YBM251通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工YBM351有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工YBM252具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽YBM301涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
YBM401涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削。
株洲钻石数控刀具-车削刀片主要牌号及用途(一)涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
涂层硬质合金(CVD、PVD)YBC151高耐磨性的基体与MT-TiCN、厚AI2O3、TiN涂层的结合;适合于钢材的精加工。
YBC251刃口安全性的韧性基体与MT-TiCN、厚AI2O3、TiN涂层的极佳结合;适合于钢材的半精加工。
YBC351高强度与抗塑性变形基体与MT-TiCN、厚AI2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合钢材的粗加工。
YBM151特殊组织机构基体与TiCN、薄AI2O3、TiN涂层的结合,具有良好的扩散磨损性及抵抗塑性变形能力,同时具抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251韧性和强度好的基体与TiCN、薄AI2O3、TiN涂层的结合,适合于不锈钢的半精加工及粗加工。
YBD151高耐磨性基体与MT-Ti(CN)、厚AI2O3、TiN涂层的极佳结合,适合于铸铁材料的精加工及半精加工。
YBG102 ncTiAIN涂层与细颗粒基体结合,适合于各类材料(特别适合于铸铁)的轻、中等负荷铣削加工以及高温合金的精、半精车削加工。
YBG202 ncTiAIN涂层与超细颗粒的强韧性基体结合,适合于各类被加工材料的轻、中等负荷铣削,孔加工不锈钢的精、半精车削加工和高温合金粗车削加工。
YBG302 ncTiAIN涂层与韧性硬质合金基体结合,适合于各类被加工材料的中等负荷切削、孔加工、切断、切槽加工以及不锈钢的半精、粗车削加工,实现了安全性和耐磨性能的结合。
株洲钻石数控刀具-车削刀片主要牌号及用途(一)涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
涂层硬质合金(CVD、PVD)YBC151 高耐磨性的基体与MT-TiCN、厚AI2O3、TiN涂层的结合;适合于钢材的精加工。
YBC251 刃口安全性的韧性基体与MT-TiCN、厚AI2O3、TiN涂层的极佳结合;适合于钢材的半精加工。
YBC351 高强度与抗塑性变形基体与MT-TiCN、厚AI2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合钢材的粗加工。
YBM151 特殊组织机构基体与TiCN、薄AI2O3、TiN涂层的结合,具有良好的扩散磨损性及抵抗塑性变形能力,同时具抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251 韧性和强度好的基体与TiCN、薄AI2O3、TiN涂层的结合,适合于不锈钢的半精加工及粗加工。
YBD151 高耐磨性基体与MT-Ti(CN)、厚AI2O3、TiN涂层的极佳结合,适合于铸铁材料的精加工及半精加工。
YBG102 ncTiAIN涂层与细颗粒基体结合,适合于各类材料(特别适合于铸铁)的轻、中等负荷铣削加工以及高温合金的精、半精车削加工。
YBG202 ncTiAIN涂层与超细颗粒的强韧性基体结合,适合于各类被加工材料的轻、中等负荷铣削,孔加工不锈钢的精、半精车削加工和高温合金粗车削加工。
YBG302 ncTiAIN涂层与韧性硬质合金基体结合,适合于各类被加工材料的中等负荷切削、孔加工、切断、切槽加工以及不锈钢的半精、粗车削加工,实现了安全性和耐磨性能的结合。

PCD的定义,PCD是英文Polycrystalline diamond的简称,中文直译过来是聚晶金刚石的意思.它与单晶金刚石相对应.摘自:中国机械资讯网聚晶金刚石(PCD)刀具发展1.概述1.1 PCD刀具的发展金刚石作为一种超硬刀具材料应用于切削加工已有数百年历史。
在刀具发展历程中,从十九世纪末到二十世纪中期,刀具材料以高速钢为主要代表;1927年德国首先研制出硬质合金刀具材料并获得广泛应用;二十世纪五十年代,瑞典和美国分别合成出人造金刚石,切削刀具从此步入以超硬材料为代表的时期。
二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
1.2 PCD刀具的性能特点金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。
金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。
但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开。
PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0.1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 -6~1.18×10 -6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
数控机床刀具厂家_数控机床刀具品牌排行一、国内刀具厂家1 株洲钻石2 东莞耐斯卡特3 成都森泰英格4 成都千木二、世界各国刀具品牌盘点1.德国;1 瓦尔特(WALTER);2 贝克(BECK);3 博泰(botek);4 维地亚(widia);5 威玛诺(WEMARO);6 德国(JBO);7 凯狮(KELCH);8 蓝帜(Leitz);9 玛帕(MAPAL);10 蒂泰克斯(TITEX);11 迪哈特(dihart);2.瑞典:1 山特维克可乐满(SANDVIK);2 山高(SECO);3 DIETERLE;3.日本:1 京瓷(KYOCERA);2 尼肯(NIKKEN);3 圣和(SHOWA);4 大昭和(BIG);5 三菱(MITSUBISHI);6 弥漫和(YAMAWA)絲攻;7 OSG 絲攻;8 优能 UNION 微型铣刀;9 日立(HITACHI);10 东芝泰柯珞(TOSHIBA);11 二不越荔枝(NACHI);12 住友(SUMITOMO);13 元刀(ASADA);14 冈崎(OKAZAKI);15 鹰牌(EAGLE);16 (FP)铰刀;17 戴杰(DIJET)铣刀;18 富士(H.T.D)絲攻;19 神户直冈(kobelco);20 小笠原(OGASAWARA);4.以色列:依斯卡(ISCAR);5.美国:1 肯纳(kenna);2 昂思路(Onsrud);3 LBK;4 切削王(Mastercut);5 铣星(MILLSTAR);6 SGS;7 国洛泰克(NTK)Mast;6.韩国:1 YESTOOL;2 多仁(DINE);3 HEADONG;4 HANBOO;5 克洛依(KORLOY);6 特固克(TAEGUTEC);7.西班牙:LAT;8.意大利:1 FIUDI.;2 DELFER;三、其余著名刀具厂商简要介绍1 英迈工具(INMIND):专业钨钢铣刀、丝锥、钻头生产厂家,著名刃具品牌。
YB415 适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
YB435 适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
YB235 韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
YBC151 高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
YBC251 具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
YBC351 高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
YBC201 涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
YBC301 高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工YBC401 极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
YBM151 涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工YBM251 通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工YBM351 有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工YBM252 具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽YBM301 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
YBM401 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
普通涂层牌号的特点及用途YBM151----特殊组织结构基体与TiCN、薄Al2O3、TiN涂层结合,具有良好的抗扩散磨损性及抵抗塑性变形能力,同时具良好抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251----韧性和强度好的基体与TiCN、薄Al2O3、TiN涂层结合,适合于不锈钢的半精加工及粗加工。
YBD151----高耐磨性基体与MT- Ti (CN) 、厚Al2O3、TiN 涂层的极佳组合,适合于铸铁材料的精加工及半精加工。
YBC151----高耐磨性的基体与MT- TiCN、厚Al2O3、TiN涂层的组合;适合于钢材的精加工。
YBC251----刃口安全性良好的韧性基体与MTTiCN、厚Al2O3、TiN涂层的极佳组合;适合于钢材的半精加工。
YBC351----高强度与抗塑性变形基体与M T -TiCN、厚Al2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合于钢材的粗加工。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的长处:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。