刀片材质对照
- 格式:doc
- 大小:166.00 KB
- 文档页数:5
刀刃材料:常用钢材举例说明世界上的刀具制造商使用几十种类型的钢材来制造刀片,哪一种能得到你的青睐?我们来看看世界上较为流行的刀具品牌使用的十种钢材,以帮助您选择正确的刀片材料。
三个主要属性特征使钢材有了区别——耐腐蚀性、硬度和韧性。
420HC钢420HC钢在420的基础上添加多一些的碳(HC为“high carbon”高碳)。
虽然增加了一些碳,但是它仍然只含有非常低的碳含量,钢材中的硬微晶体提供了刀具稳定和锋利边缘所需的硬度。
420HC的刃口保持性不是特别优秀,但是它具有相对较好的抗污染性(防锈)、韧性以及良好的耐磨性。
另外,巴克的420HC,它是使用专有热处理生产的。
这种钢材实际上相当不错,是一种价格低廉的钢材,性能就像中等价位的钢材一样。
1095钢这是一种高碳钢(非不锈钢),应用十分广泛,韧性非常好,但是不耐锈,因此在使用时经常被涂覆上涂层,特别是在直刀中。
在大量的传统风格的折刀中也多使用1095,热处理后,硬度会变得相当不错。
1095是一种低成本、坚韧的钢材,自第二次世界大战中以来,1095的性能发生了很大的变化,在技术和热处理方面有很大的调整。
CRKT Foresight使用的Aus 8钢AUS-8钢AUS-8是一种较常见的不锈钢,在世界各地的许多地方使用,AUS-8是一种高碳低硌不锈钢,足够坚硬、足够坚韧、耐锈、锐利度的保持度相当不错。
8Cr13MoV(任何CR系列)钢这是中国生产的钢材,9Cr这个是系列的顶端(有一些国外刀友认为9Cr比AUS-8还好)。
而8Cr,比AUS-8差一点,更容易腐蚀,而且硬度并不是很高,但是价格非常便宜,从价值的角度来说,它是一个真正的赢家。
1.4116钢这是用于瑞士军刀的钢材,它是初学者的优秀钢材,特别耐腐蚀,硬度非常好。
十分容易锐化,可以在几分钟内将其恢复到剃刀级别的水平。
154CM钢虽然不是粉末钢(使用超纯净的钢,加热压制在一起的微晶钢制造方法),但是154CM被广泛地用于比较好的刀。
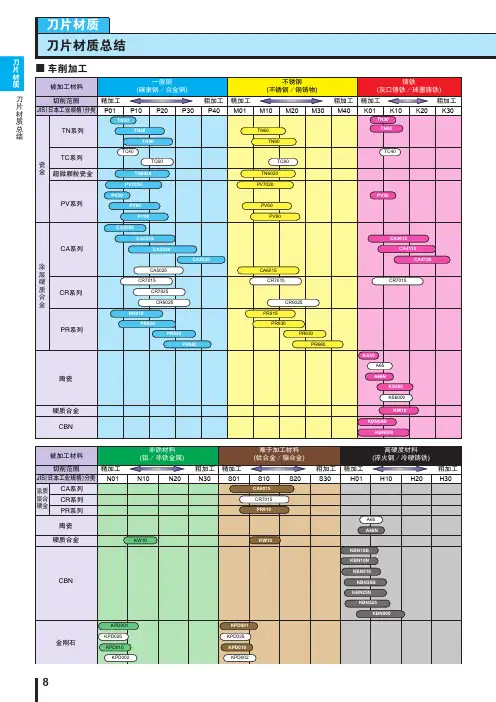
刀片材质分类Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
硬质合金刀片牌号大全和型号的识别说明内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.按晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金,新推出的双晶硬质合金。
型号厂家不同型号不同。
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金刀具型号:1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金车刀是以硬质合金刀片与碳钢材料刀杆焊接而成,具有较高的硬度、耐磨性与耐热性,硬质合金刀片是用高耐磨和高耐热的WC(碳化钨)、TiC(碳化钛)、TaC(碳化钽)和Co(钴)粉末经高温烧结而成,常用的硬质合金刀片有以下几类:1)钨钴(WC+Co)类刀片钨钴类刀片,国内标称YG类,对应的国际标称K类,此类合金刀片用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
常用的牌号有YG3、YG6、YG8等,2)钨钛钴(WC+TiC+Co)类刀片钨钛钴类刀片,国内标称YT类,对应的国际标称P类此类合金刀片用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
刀具给你个介绍几种参考:W6Mo5Cr4V2;硬度63HRC,可用于制造各种承受冲击力较大的刀具、一般刀具大型及热塑成形刀具,也可作高负荷下的磨损的零件、冷作模具等。
5Cr5WMoSiV,硬度25.58HRC;5Cr5wMoSiV钢超长剪切刀片采用井式炉低温淬火处理后,刀片性能优良,变形符合要求。
经生产应用,5Cr5WMoSiV钢剪切刀片工作寿命是5CrW2Si钢刀片的 2.5倍以上,而且FAG轴承失效形式为正常磨损,不会出现早期剥落等早期失效现象H13K,硬度60-63HRC,新型高合金材质剪刃、其具有高强度、高硬度、高韧性、高淬透性等特点,在使用中表现出极佳的性能。
在中厚板、棒材、螺纹钢、冷带轧钢和大直径园盘剪刀片使用过程中,被剪切材料切口平整光滑、无毛刺、使用寿命长等,都不同程度的表现出新型材质剪刃的优越性,从而提高剪切质量和效率,减轻劳动强度,通常剪切量为原有材质的2-5倍。
4Cr5MoV1Si,硬度55HRC,具有中等耐磨损能力、中等和高的切削加工性。
它能广泛应用于制造热挤压模具、压铸模具、热切边模、热锻模和热冲孔模具等,有的场合还可用于制造塑料模具。
Cr12MoV,硬度60-62HRC,有高淬透性,截面为 300 ~ 40 0㎜以下者可以完全淬透,在 300 ~40 0℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
W18Cr4V,硬度>63HRC,高速工具钢简称高工钢或高速钢,俗称“锋钢”或“风钢”,是一种适于高速切削的高碳高合金工具钢。
其突出特点是具有很高的硬度、耐磨性及热硬性(也称红硬性),当刃具温度高达500~600摄氏度左右时,硬度仍无明显下降,能以比低合金刃具钢更高的速度进行切削,主要用于制造切削速度高、负荷重、工作温度高的各种切削刀具。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10钢加工用材质。
P钢 T9015/ P10 - P20通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25不锈钢加工用材质。
M不锈钢 T6030/M25 – M35采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40钢,不锈钢加工用材质。

数控刀片型号与材质W-80度的凸三边形N-刀片为0度后角M-M级精度G-断屑槽及安装形式08-刀片的切削刃长04-刀片厚度08-刀尖圆弧YB415 适用于钢、铸钢、铸铁、不锈钢等资料的精加工、半精加工;YB435 适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工;YB235 韧性非常好的基本,刀刃安全性好;在中低速情形下粗加工,适用于钢、奥氏体不锈钢;铸钢的车、镗钻带周边削刀片,重要用于P40和M35材料;YBC151 高耐磨性基体,是一种在P15区域内普遍选用的合金;适用于钢、铸钢和不锈钢半精、精加工在高速切削条件下的幻想牌号,偶感3;YBC251 具有特别强度与韧性刀刃的基体,涂层基体内其特别组织构造使合金具有良好的强度与耐磨性,是一种应用及为普遍的涂层合金;是钢材加工的通用牌号,适用于钢、铸钢和不锈钢材料的半精加工和精加工;YBC351 高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢、铸钢的半精加工、粗加工;同时也可以断续切削高强度钢与不锈钢的粗加工;YBC201 涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削;YBC301 高温度的基体,适用于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可用于条件较差情形下的铣削加工;YBC401 极好韧性基体,适用于对钢及铸造不锈钢的中等及重型铣削加工;YBM151 涂层基体内存在特别组织构造,具有良好的切削强度与耐磨性,合适于在切削条件较好情形下进行不锈钢的精加工、半精加工;YBM251 通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在持续切削与断续切削条件下不锈钢的半精加工到粗加工;YBM351 有极好的切削强度与抗冲击性能及非常好的耐磨性,实用于车加工和镗加工不锈钢及在P30加工范畴内资料的低速重负荷粗加工;YBM252 具有良好韧性与耐磨性,适用于精车、镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢合金铸铁,也可用于中、低速切断与切槽;YBM301 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削;YBM401 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削;YBD051 基体能蒙受高温而不产生塑性变形;适用于球墨铸铁、高强度可锻铸铁和灰口铸铁的精加工;YBD052 是专为高速切削灰口铸铁时获得最佳耐磨性而优化的,这是其能利用于过往由陶瓷牌号主宰的范畴;YBD102 专为高速切削球墨铸铁时在耐磨性和抗剥落性之间取得最佳平衡而优化的;YBD151 拥有极好的高温性能和高耐磨性是加工球墨铸铁与灰口铸铁的首选牌号,容许较高的切削速度;YBD152 适合于铸铁中高速车削加工,在中速时还能蒙受稍微断续切削;此牌号利用于铸铁的铣削时也有较强的通用性;YBD251 是球墨铸铁、灰口铸铁粗加工的幻想排好;YBD252 耐磨性和韧性能良好联合,适用于有韧性请求的铸铁例如球墨铸铁的中低速温式铣削,也合适断续条件下的车削加工;YBG102 合适于轻、中等负荷铣削加工特殊实用于铸铁;YBG201 具有良好的韧性和耐磨性,对加工钢、不锈钢和铸铁拥有良好的性能,是高质量的螺纹加工专用牌号也用于钻削加工;YBG202 适用于各类被加工材料的轻、中等到负荷铣削以及不锈钢和高温合金的精、半精车削加工;YBG302 合适于各类被加工材料的中等负荷铣削和孔加工、不锈钢和高温合金的半精、粗车削加工、切断、切槽加工,实现了安全性和耐磨性能的完善联合;YNG051 进步了化学稳固性和耐磨性,联合锐利的切削刃应用,无论在高速成和低速条件下都能进步加工表面质量;适用于P10-P20类材料及不锈钢;铸铁的精加工;YNG151 与YNG051相比,一个老板的三句忠言,韧性更好,具有更好的抗塑性变形和抗积屑瘤性,适合于P10-P20类材料及不锈钢、铸铁的半精及精加工;YNG251 与YNG051相比,韧性更好,具有极好的抗塑性变形和抗积屑瘤性,适合于P10-P20类材料及不锈钢、铸铁的半精及粗加工;YC10 实用于刚,铸钢的精加工和半精加工,宜采取较高切削速度和中、小进给量,也可做仿形车和螺纹车削;YC30 用于钢的粗加工,宜采取中等切削速度和交大进给量,能在不利条件下工作;YC40 用于钢、铸钢的强力切削减,宜在恶劣的条件下采取低速切削和大给量切削加工;YD051 适用于铸铁,有色金属的精加工;YD101 适用于铸铁、有色金属的精加工、半精加工、亦可加锰钢,淬火钢等硬材料;YD201 用于铸铁、耐热合金的半精加工及铝材的半精加工粗加工,亦是铝材铣削的首选牌号也应用于塑料、橡胶、木头等非金属资料加工;特殊适用与航空产业有锋利刀刃请求道具;宜采用中切削速度和较大进给量;具有良好的耐磨性和韧性;。
户外刀具常用钢材的对比第一篇:户外刀具常用钢材的对比户外刀具常用钢材的对比喜爱野外求生运动的朋友都会对户外刀有割舍不了的情感,只是由于平时诸多条件因素的限制,对于有关户外刀具的知识了解非常有限,所以我就想把我所知道的写出来与爱刀的朋友们分享。
刀刃的钢材最好是高碳不锈钢,虽然在硬度与韧性方面,高碳钢是最出色的,但考虑到刀子的保养问题,高碳不锈钢无疑是上选。
产品好不好,首先取决于它用什么造的。
一开始就用最好的材料来生产,在实际应用中,它会给产品带来最精彩的表现和最高层次的成功。
所以当今世界上高品质的刀绝大多数都选取用高碳不锈钢。
最常见的不锈钢材质:1.440A-440B-440C440系列为含碳量和硬度由A-B-C逐次增加(A-0.6-0.75%,B-0.75-0.95%,C-0.951.2%)。
440C 是一种比较优秀的高端不锈钢,硬度通常达到56-58 Rc。
这三种钢材的抗锈能力都不错,440A最好,而440C相比最低。
SOG SEAL 2000用的是440A,Randall 用440B 来生产他们的不锈钢刀具。
440C 用的非常普遍,大多数美国刀具以及部分欧洲刀具大多采用440C。
如果你的刀标有“440”,那么它很可能比440A便宜;如果厂商用更贵的440C,他们会很愿意宣传这一点。
普遍感觉440A对于日常使用来说刚刚好,尤其是经过优质热处理的440A。
440B更加结实,而440C是优秀的。
从品质来说,440C会低于N690CO,因为N690CO比440C有更高的钴含量。
所以在欧洲,440C作为中高端刀具使用,N690CO作为高端刀具使用在美国很多品牌,包括戈博,巴克把440C作为其高端的刀具使用。
在欧洲比如全球知名品牌FOX,其高端的军用系列刀具基本都采用N690CO,而比起民用部分的中高端刀具采用440C,在售价上N690CO的刀具售价大约是440C的一倍。
2、0C-420HC420C从系列上就看出是比440C低一档的刀具,其碳含量很低,钢材很软,达不到高碳钢的标准。
刀片材质分类Company Document number: WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢T9005/ P05 - P10钢加工用材质。
P钢T9015/ P10 - P20通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢T9025/P20 - P30及4种材质系列可应用到钢材车削加工的所有领域。
P钢T9035/P30 — P40 T9005 :在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015 :耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025 :在轻型〜中等断续切削中,发挥良好的抗崩刃性。
T9035 :具有极高抗崩刃性,更适用于强断续切削。
M不锈钢T6020/M15 - M25不锈钢加工用材质。
M不锈钢T6030/M25 - M35采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020 :适用中速〜高速领域,连续〜轻型断续切削。
T6030 :适用低速〜中速领域,有极高抗崩刃性,连续〜断续切削。
K铸铁T5104/K05 - K15铸铁、球墨铸铁材质。
K铸铁T5115/K10 - K20涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁T5125/K15 - K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁T5010/K05 - K15专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁T5020/K10 - K25质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5n5:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用T313V车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
美工刀片标准规格型号简介美工刀片是一种常用于设计、工艺制作、模型制作等领域的切割工具。
它由刀片和刀柄组成,刀片通常由高硬度的材料制成,如钢、碳化钴等。
不同的刀片规格型号适用于不同的切割任务,选用适合的刀片能够提高工作效率和切割质量。
本文将介绍一些常见的美工刀片标准规格型号,帮助你选择适合自己需求的刀片。
常见的美工刀片标准规格型号#11 刀片•材质:碳钢•规格:长度:38mm,直径:9.6mm,厚度:0.45mm•适用范围:#11刀片是最常见和最常用的美工刀片之一。
它可用于各种切割任务,如纸张、织物、橡胶、塑料、皮革、木材等。
#18 刀片•材质:碳钢•适用范围:#18刀片适用于一些细密的切割任务,如薄膜、丝线、细线等。
#22 刀片•材质:碳钢•规格:长度:18mm,直径:5.8mm,厚度:0.8mm•适用范围:#22刀片适用于一些较粗的切割任务,如塑料板、泡沫板、软木板等。
#28 刀片•材质:碳钢•规格:长度:25mm,直径:8mm,厚度:0.3mm•适用范围:#28刀片适用于一些较薄的切割任务,如纸张、软木板、织物等。
#45 刀片•材质:铝合金•适用范围:#45刀片适用于一些需要精细切割的任务,如模型制作、手工艺品制作等。
#60 刀片•材质:钛合金•规格:长度:18mm,直径:5.9mm,厚度:0.6mm•适用范围:#60刀片适用于一些需要特殊的切割任务,如切割陶瓷板、光纤等。
其他刀片除了上述常见的刀片规格型号外,还有许多其他类型的刀片,如钻石刀片、陶瓷刀片等。
这些刀片通常用于特殊的切割任务,在一些特定的领域有特殊的应用。
如何选择合适的刀片在选择刀片时,我们需要考虑以下几个因素:•切割材料:不同的材料需要不同的刀片材质和规格。
如切割硬质材料时,应选择硬度高的刀片。
•切割厚度:切割厚度较大的材料时,一般选择较厚的刀片,而切割薄膜等较薄材料时则选择较薄的刀片。
•切割精度:对于需要较高切割精度的任务,如模型制作,应选择尖锐度高的刀片。
肯纳刀片材质表:(自己收集,如有错误,请见谅)KC5510材质结构:晶粒细化的硬质合金,配以先进的PVD TiAlN涂层。
应用:KC5510是专门为高效率加工高温合金而设计的刀片材质。
超级晶粒细化的硬质合金包含6%的基结构。
具有极强的韧性。
先进的PVD涂层使刀片具有极强的抗变形能力,所以可比其它PVD涂层刀具提高两倍以上的切削速度进行加工。
KC5525材质结构:晶粒细化的高钴硬质合金,配以先进的PVD TiAlN涂层。
应用:和KC5510一样具有先进的PVD涂层,同时拥有极晶细化的硬质合金10%钴基,高含量的钴为刀片在断续切削时提供了更高的刃口安全性。
而且在高切削速度情况下保持抗变形能力,得益于同样细化的WC颗粒,可用于高温合金的中等到重型断续切削。
KU10T材质结构:极具抗变形能力的硬质合金基体。
配有先进的PVD涂层。
应用:KU10T是理想的用于半精加工的通用刀片材质。
在加工状况稳定的情况下加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢时表现优良。
KU10T同样在加工淬硬钢和短屑材料时表现优良。
KU25T材质结构:具有高韧性的和高耐磨性的硬质合金基体,并配以先进的PVD涂层。
应用:KU25T是大多数工件材料理想的精加工到通用加工刀片材料。
比切断加工。
在加工状况稳定的情况下,可加工大多数钢、不锈钢、铸铁、非铁金属和高合金钢。
KU25T可以有效地加工淬硬钢和短屑工件材料。
KC8050材质结构:新研平的带有厚氧化铝涂层的富钴硬质合金刀片材质。
应用:对于大范围的工件材料(钢、不锈钢、铸铁)从粗加工到精加工都有良好的加工表现。
适应性强。
极具有耐磨性能和防止细微崩碎,使工件表面加工质量优良。
在加工钢和铸铁时,则推存使用的是具有正前角的-MP和-FP槽型。
KC9040材质结构:富钴基体的硬质合金,配以氧化铝涂层的刀片材质。
应用:适用于对刃口安全性有要求时,所有类型的钢、不锈钢和大多数工件材料的重型加工粗加工。
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 –M25 不锈钢加工用材质。
M不锈钢 T6030/M25 –M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 –K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 –K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 –P40 钢,不锈钢加工用材质。
常用于制作刀片的五类材质作者:admin发布时间:2012-11-15 17:03:13点击次数:595常用于制作刀片的五类材质一、高速钢高速钢是一种加人了较多的钨、铬、钒、相等合金元素的高合金工具钢,有良好的综合性能。
其强度和韧性是现有圆刀片材料中最高的。
高速钢的制造工艺简单,容易刃磨成锋利的切削刃;锻造、热处理变形小,目前在复杂的刀片,如麻花钻、丝锥、拉刀、齿轮刀片和成形刀片制造中,仍占有主要地位。
高速钢可分为普通高速钢和高性能高速钢。
普通高速钢,如W18Cr4V广泛用于制造各种复杂刀片。
其切削速度一般不太高,切削普通钢料时为40-60m/min。
高性能高速钢,如W12Cr4V4Mo是在普通高速钢中再增加一些含碳量、含钒量及添加钴、铝等元素冶炼而成的。
它的耐用度为普通高速钢的1.5-3倍。
粉末冶金高速钢是70年代投入市场的一种高速钢,其强度与韧性分别提高30%-40%和80%-90%.耐用度可提高2-3倍。
目前我国尚处于试验研究阶段,生产和使用尚少。
二、硬质合金按GB2075—87(参照采用ISO标准)可分为P、M、K三类,P类硬质合金主要用于加工长切屑的黑色金属,用蓝色作标志;M类主要用于加工黑色金属和有色金属,用黄色作标志,又称通用硬质合金,K类主要用于加工短切屑的黑色金属、有色金属和非金属材料,用红色作标志。
P、M、K(后面的阿拉伯数字表示其性能和加工时承受载荷的情况或加工条件。
数字愈小,硬度愈高,韧性愈差。
P类相当于我国原钨钛钴类,主要成分为WC+TiC+Co,代号为YT。
K类相当于我国原钨钴类,主要成分为WC+Co,代号为YG。
M类相当于我国原钨钛钽钴类通用合金,主要成分为WC+TiC+TaC(NbC)+Co,代号为YW。
三、涂层刀片简述涂层刀片是近20年出现的一种新型刀片材料,是刀片发展中的一项重要突破,是解决刀片材料中硬度、耐磨与强度、韧性之间矛盾的一个有效措施。
涂层刀片是在一些韧性较好的硬质合金或高速钢刀片基体上,涂覆一层耐磨性高的难熔化金属化合物而获得的。