典型后桥装配工艺
- 格式:ppt
- 大小:6.34 MB
- 文档页数:4
摘要毕业设计的课题基本分为三大类,即工艺工装设计类、组合机床设计类和计算机课题类。
本课题所涉及的是第一类,设计任务为汽车后桥壳体的工艺工装设计,在壳体内部装有主传动器、差速器、半轴等传动机构。
壳体起保证和支撑的作用,其主要加工表面为端面外圆、法兰平面、弹簧座平面、以及内孔等。
本次设计主要包括工艺规程、夹具、刀具和量具的设计。
此次设计共分三个阶段,即:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。
结合本次设计零件的特点,在设计中完成工艺规程一套,夹具两套:(1)铣床夹具(2)钻床夹具,其中,前者为手动夹紧。
另外还据任务书分别设计刀具——铣刀一把和量具——单头双极限卡规一套,共完成图纸近5张,基本完成老师所交给的任务。
关键词:汽车后桥;工艺分析;设计任务全套CAD图纸,联系153893706ABSTRACTThe subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly.This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically.Key word:The rear axle of automobile;the crafu analuses;designs the task目录1 绪论 (1)1.1 我国汽车后桥制造业的现状及其发展趋势 (1)1.2 汽车后桥壳体的构造 (1)1.3 汽车后桥壳体的性能要求 (1)2 零件的分析 (3)2.1 零件的作用 (3)2.2 零件的工艺分析 (3)2.3 生产类型的确定 (4)2.4 确定毛坯的制造形式 (4)2.5 基面的选择 (4)3 械加工工艺路线 (6)3.1 工艺方案 (6)3.2 工艺方案比较分析 (7)3.3 加工阶段的划分和检验工序的安排 (7)4 加工余量、工序、毛坯尺寸的确定 (9)5 工时定额 (10)5.1工序六的工时定额 (10)5.2工序十三的工序定额 (11)6 夹具设计 (12)6.1 铣床夹具设计 (12)6.1.1 工件的加工工艺分析 (12)6.1.2 定方案,设计定位元件 (12)6.1.3 确定夹紧方式和设计夹紧结构 (13)6.1.4 定位误差的分析 (14)6.1.5 夹紧元件的强度校核 (14)6.1.6 夹具体的设计 (15)6.1.7 夹具体设计及其操作的简要说明 (15)6.2 钻床夹具的设计 (16)6.2.1 定位基准的选择 (16)6.2.2 夹紧力的确定 (16)6.2.3 钻削力的计算 (16)6.2.4 动力源设计 (17)6.2.5 夹具体的设计 (18)6.2.6 夹具设计及操作简要说明 (19)7 CAD绘图简介 (20)8 量具设计 (21)9 刀具设计 (24)结论 (26)致谢 (27)参考文献 (28)附录A 英文原文 (29)附录B 汉语翻译 (35)1 绪论1.1我国汽车后桥制造业的现状及其发展趋势我国丰富的原材料资源为后桥壳体国产化提供了坚实的基础。
微型汽车后桥焊接工艺柳州五菱汽车联合发展有限公司冲焊件厂(545007)李伟吾0前言微型汽车后桥采用的是冲压焊接结构。
首先钢板经冲压成半桥壳,由两个半桥壳对焊形成后桥壳,然后再由后桥壳与半轴套管焊接成桥壳体。
具有结构简单、重量轻的优点。
以前后桥壳均采用焊条电弧焊来进行焊接,需焊接两遍,焊接速度慢,劳动强度大,焊接质量差。
而后桥壳焊接总成的质量直接影响到后桥装配总成的整体质量。
焊缝成形良好、水压和密封试验、力学性能等各项技术指标全部满足技术要求的后桥壳,可避免车桥在运行过程中产生异响、漏油等现象。
反之就可能出现异响、漏油、甚至壳体断裂等质量问题。
而且焊条电弧焊工艺劳动强度大,不易实现生产机械化和自动化,严重制约了后桥生产的进一步发展。
为此,我们采用了适合微型汽车后桥生产的新式焊接工艺,在生产中引入C O2气体保护焊,提高了后桥焊接的整体性能,并实现了大批量生产。
微型汽车后桥主要部件有:油箱上、下壳,油箱后盖,接口法兰,左、右半轴套管,两端的半轴套管法兰及其它小件。
C O2气体保护焊是一种高效率、低成本的焊接方法,而且是明弧焊,方便监视和控制,有利于实现焊接过程中的机械化和自动化,因此我们在后桥壳焊接生产线上对规则焊缝采用了CO2气体保护焊工艺。
1油箱上、下壳焊接工艺设备由KR350型C O2气体保护焊机和操作机构组成。
操作机构采用气压装置进行定位夹紧,机械转动驱动,能方便、灵活、准确地调整好焊枪和工件之间的焊接位置及角度。
另外,可以通过控制台设定焊接参数,调整焊接位置,实施焊接动作。
该设备操作简单,自动化程度高。
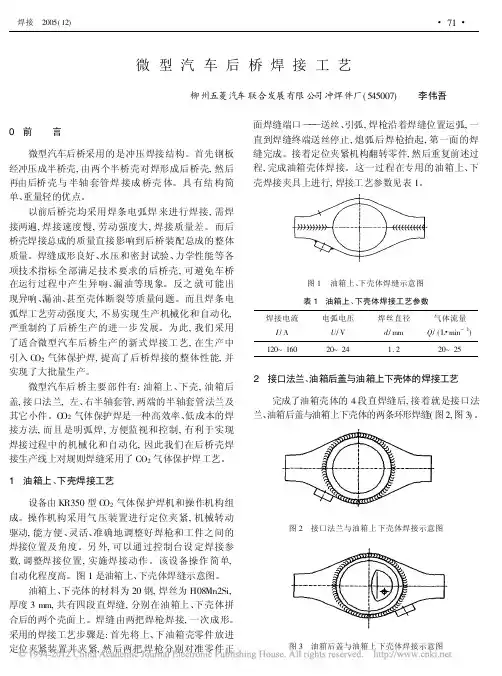
图1是油箱上、下壳体焊缝示意图。
油箱上、下壳体的材料为20钢,焊丝为H08Mn2Si,厚度3mm,共有四段直焊缝,分别在油箱上、下壳体拼合后的两个壳面上。
焊缝由两把焊枪焊接,一次成形。
采用的焊接工艺步骤是:首先将上、下油箱壳零件放进定位夹紧装置并夹紧,然后两把焊枪分别对准零件正面焊缝端口)))送丝、引弧,焊枪沿着焊缝位置运弧,一直到焊缝终端送丝停止,熄弧后焊枪抬起,第一面的焊缝完成。
1、吊放车架于装配线。
吊放车架前要检查车架的完整性、表面光洁型;确认无划漆、无雨雪、无锈蚀、无碰伤后,方可把车架吊上线。
将车架反放在装配链的枕木上,这样有利于前桥、后桥、传动轴等零部件的装配。
2、以车架为基准装配前后桥装配时,把前桥、后桥连接销涂上机油使其油槽向下穿入孔中,对准销上的凹槽与支架上的孔,将楔形锁销由前向后穿入孔中,装上弹簧垫圈、扭矩螺母。
3、装贮气筒于支架上检查贮气筒油漆质量、不得有漏漆、划漆、凸焊螺母焊缝平整、贮气筒不得有明显缺陷。
4、连接传动轴于后桥减速器上。
检查传动轴油漆无划伤,将传动轴凸缘上的孔与后桥减速器凸缘上的孔对准,从传动轴方向穿入螺栓、套上弹簧垫圈、扭紧螺母。
5、翻转底盘首先把后桥垫木夹在后桥上,将翻转底盘夹具夹在车架前、后端,锁住保险销,操纵设备翻转底盘、翻转后取下夹具及垫木。
6、装配转向机及垂臂。
检查转向机装配完整性、转向臂轴螺纹不得有损伤;把转向机放在分装夹具上夹好,取转向臂,按标记套在转向臂轴上并压到底,然后套上垫圈和弹簧垫圈(分装工位)取转向机托架,使其孔位与转向机的孔位对准,然后穿上螺栓并套弹簧垫圈,扭紧;把分装好的转向机总成合件用吊具吊起,使托架孔位和大梁的孔位对准,从里向外或从下向上穿螺栓,套上弹簧垫圈,扭紧。
7、装发动机于支架上。
检查发动机风扇不得变形,发电机、起动机及各种传感器、警报开关不得变形、碰伤;接线柱螺钉完整;发动机、变速箱油堵处不得有漏油痕迹,表面无明显碰伤。
吊起发动机使后悬置软垫的孔位与后支架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,在拧上螺母2-3扣;操纵电葫芦使发动机前悬置软垫的孔位与前悬置托架的孔位对准,从上向下穿螺栓并套上垫圈和弹簧垫圈,在拧上螺母2-3扣;扭紧后支承、前支承的螺栓螺母。
8、装排气管。
取排气制动阀,在两端套上垫密圈,再使其夹在消声器进气管前段与进气管后段之间,并使螺栓孔对齐,传入螺栓,套上垫圈、弹簧垫圈并拧上螺母。
汽车后桥壳体的工艺工装设计摘要三大类的毕业设计课题分别为,工艺工装设计类、组合机床设计类以及计算机课题类。
所选课题所涉及的是工艺工装设计,设计任务为汽车后桥壳体的工艺工装设计,在汽车后桥壳体内装有主传动器、差速器、半轴等传动机构。
壳体起到保证和支撑两方面作用,它的主要加工表面为端面外圆、法兰平面、弹簧座平面、和内孔等。
此次设计主要包括工艺规程、夹具、刀具和量具的设计。
本次设计一共分三个主要阶段,为:(1)毕业实习阶段(2)课题设计阶段(3)考核答辩阶段。
根据此次设计零件的特性,在设计过程中共完成两套夹具及一套工艺规程:两套夹具分别为:(1)铣床夹具(2)钻床夹具,其中,铣床夹具为手动夹紧。
另外并根据任务书分别设计刀具——一把铣刀和量具——单头双极限卡规一套,总共完成图纸约5张,老师所分配的任务基本完成。
关键词:汽车后桥;工艺分析;设计任务ABSTRACTThe subject of the graduation project is divided into three big classes,namely the frock designing type of craft ,making up the designingtype of lathe and comper subjects basically.What this subject involved is the first kind,designing the task for the rear axle of automobile,the craft frock of the shell is designed.Equipped with the organizations of the transmission,such as main hammer mechanism actuator,differential mechanism,semi-axis,ect,within the shell.The shell plays a role in guatanteeing and support,it processes flange,spring seat plane,and interior hole round for outside of the terminal surface of surface,ect,mainly.This design includes the design of rules of craft,jig,cutter and measuring tool mainly.This design divides three stages altogether,namely:(1)Graduation field work stage(2)Ddeign phase of subject(3)Examine the stage of bine this charateristic of designing the part,finisshes one set of rules of craft in the design,two sets of jigs:(1)Jig of the milling machine(2)The jig of the drilling machine,among them,the former,in order to clamp manually.Still design the cutter sepatately according to the task book in addition—One milling cutter is with measuring,finish drawing amount nearlu 5 altogether,finish the task that a teacher assigns basically.Key word:The rear axle of automobile;the crafu analuses;designs the task目录1 绪论 (1)1.1 目前国内汽车后桥制造业的近况和发展前景 (1)1.2 汽车后桥壳体的结构 (1)1.3 汽车后桥壳体的性能刚需 (2)2 零件的分析 (3)2.1 零件的功用 (3)2.2 零件的工艺分析 (4)2.3 生产类型的拟定 (5)2.4 确定毛坯的制造形式 (5)2.5 基面的选择 (5)3 械加工工艺路线 (6)3.1 工艺方案 (7)3.2 工艺方案比较及分析 (8)3.3 划分加工阶段和安排检验工序 (8)4 加工余量、工序、毛坯尺寸的确定 (10)5 工时定额 (11)5.1工序六的工时定额 (11)5.2工序十三的工序定额 (12)6 夹具设计 (13)6.1 铣床夹具设计 (13)6.1.1 工件的加工及其工艺分析 (13)6.1.2 选定方案和定位元件的设计 (13)6.1.3 确定夹紧方式及夹紧结构的设计 (14)6.1.4 分析定位误差的 (15)6.1.5 夹紧元件的强度校核 (16)6.1.6 夹具体的设计 (16)6.1.7 夹具体设计及其操作的说明 (16)6.2 钻床夹具的设计 (17)6.2.1 选择合理的定位基准 (17)6.2.2 夹紧力的确定 (17)6.2.3 钻削力的计算 (18)6.2.4 动力源的设计 (18)6.2.5 夹具体的设计 (20)6.2.6 夹具设计和操作重点说明 (20)7 CAD绘图简介 (21)8 量具设计 (22)9 刀具设计 (25)结论 (27)致谢 (28)参考文献 (29)1 绪论1.1目前国内汽车后桥制造业的近况和发展前景汽车作为现代化交通工具,我国汽车行业发展,工业经济振兴,自主品牌汽车已经迅速开拓出新天地。
汽车后桥锻造工艺流程英文回答:The forging process for automotive rear axles involves several steps to ensure the production of high-quality and durable components. Here is a general outline of the forging process for automotive rear axles:1. Material selection: The first step is to select the appropriate material for the rear axle. Common materials used for rear axles include steel alloys such as carbon steel or alloy steel.2. Heating: The selected material is heated to a specific temperature to make it more malleable for forging. The heating process is typically done in a furnace.3. Forging: Once the material reaches the desired temperature, it is placed in a forging press or hammer. The forging process involves applying compressive forces toshape the heated material into the desired axle shape. The forging press or hammer applies high pressure to deform the material and create the required geometry.4. Trimming and sizing: After the forging process, the forged axle is trimmed to remove any excess material and to achieve the desired final shape. Sizing may also be done to ensure dimensional accuracy.5. Heat treatment: The forged axle is then subjected to heat treatment to enhance its mechanical properties. Heat treatment processes such as quenching and tempering are commonly used to improve the strength and toughness of the axle.6. Machining: After heat treatment, the forged axle may undergo machining operations to achieve the required surface finish and dimensional accuracy. Machining processes such as turning, milling, and drilling may be employed.7. Inspection and testing: The finished axle isthoroughly inspected to ensure it meets the required specifications and quality standards. Non-destructivetesting methods such as ultrasonic testing or magnetic particle inspection may be used to detect any defects or irregularities.8. Surface finishing: Depending on the specific requirements, the forged axle may undergo surface finishing processes such as shot blasting or coating to improve its appearance and corrosion resistance.9. Final assembly: The forged axle is then assembledwith other components to complete the rear axle assembly. This may involve attaching gears, bearings, and other necessary parts.中文回答:汽车后桥的锻造工艺流程涉及多个步骤,以确保生产出高质量、耐用的零部件。
车桥基本工艺工序及组成
1、转向节
转向节是汽车转向桥上的主要零件之一,一般载货汽车多以前桥为转向桥,轴向节中集中了轴套,盘爪,叉架等四类零件的结构特点。
一般采用40Cr或40MnB等合金结构钢,通过模锻的方法制造,叉架部分要求精度较高,转向节的工艺过程和生产线的形式取决于生产纲领的大小,加工过程中均以精加工后的轴承轴径级主销控做定位基准。
2、关键工序:
铣上下耳内外端面——钻打主销孔、倒角——拉主销孔——铣端面叉窝——精铣两外侧面——钻中心孔——车轴颈、肩及端面圆弧——粗磨轴颈及端面圆弧——铣法兰侧面——钻较锥孔——拉见槽——铣轴承窝——精铣上而内侧面——钻孔攻螺纹——压挤衬套——精磨轴颈及端面——清洗螺纹——铣平台——探伤——清洗——最终检验——修复
从动螺旋伞齿轮,以内孔及两端面定位
车桥部件及车桥总成
1、螺旋伞齿轮的铣齿夹具
主动螺旋伞齿轮的铣齿夹具由定位套本体和弹簧套组成。
夹紧时弹簧通过两个锥面的作用先后实现对加工齿轮的两个轴颈的定位夹紧
2、十字轴加工
十字轴材料一般用20CrMnTi,采用模锻方法制造,通过以下工序加工:
铣端面——钻中心孔——清理中心孔——中间检查——车外圆、倒角、车槽——铣平面——中间检查——热处理——粗磨轴颈——精磨轴颈——最终检查
3、后桥的总成
①后桥的三个组件,直接进入总成装配
②一级分组件:主动锥齿轮点成,主动圆柱齿轮,从动锥齿轮及轴承内圈总成,减速器外壳该及轴承外圈总成,差速器总成
③二级分组件:主动锥齿轮轴承座及外圈总成主动锥齿轮前轴承盖及油封总成,从动锥齿轮及主动圆柱齿轮铆接后伸直接进入一级分组件
1 / 1。
基于汽车后桥装配工艺研究【摘要】随着我国汽车工业的迅速发展,汽车后桥装配水平也逐渐提高。
在汽车制造过程中,后桥装配作业的任务主要在于把整个后桥装配成型。
然而,后桥装配的形式也因汽车的种类、产量、生产方式等因素的不同而各具特点。
本文通过对后桥的研究,并结合国内外对后桥装配的认识,提出了相应的装配方式,制定出了装配的工艺流程。
同时,后桥装配在今后的发展中,会朝向哪个方向发展作出了展望。
【关键词】后驱动桥;装配工艺1.引言近年来,随着汽车新技术的引进,后桥装配在我国的发展非常迅速。
汽车装配又是汽车制造过程的最后阶段,所以说,后桥的装配工艺好与坏将直接影响汽车的整个装配质量。
因此,装配质量的控制是保证汽车后桥使用性能和使用寿命的关键因素。
如果在装配过程中,装配不到位,而各个零部件都合格,也很难保证汽车的质量要求;相反,如果零部件的质量不好,在装配过程中,通常可以通过调整装配的方式来控制汽车的产品质量。
2.汽车后桥装配工艺现状目前国内后桥装配工艺的方式主要是固定式和移动式装配两种。
后桥装配是装配过程中的最后环节,因此要保证良好的装配质量就必须从源头抓起,对零部件的生产要求必须严格控制,做到高精度、高效率、低成本等,保证零部件之间的配合精度完全符合要求。
后桥装配主要设备和目前在国内的制造水平:后桥总成非同步装配线,能够设计制造,但技术水平不高,产品质量差,使用寿命短。
主减速器非同步装配线,目前国内使用的生产线主要是由国外引进。
主齿垫片测试机床,目前国内没有设计出此设备,主要靠国外引进。
主轴承预紧力加载机,由于受到资源限制,目前国内没有设计较精密的加载机。
齿侧间隙自动调整机,采用手工调整、测试。
密封性试验台,国内主要是引进国外设备。
主动齿轮螺母拧紧机,国内能够设计制造,但水平不高。
压床,没有专门的生产厂家,主要靠国内制造。
3. 发展趋势汽车后桥装配由原来的硬性装配线向柔性装配线方向发展,来满足多种产品的需求和自动化装配。
题目:吉利SX11后车桥装配工艺目录1.车桥结构与组成 (2)1.1什么是车桥 (2)1.2车桥的作用 (2)1.3车桥的分类 (1)2.后车桥分装安全操作基本要求 (2)2.1一般要求 (2)2.2工作前要求 (3)2.3工作中要求 (3)2.4工作后要求 (3)3.分装后车桥装配工艺 (3)3.1放置后桥至托盘 (4)3.2安装后轮毂总成及后制动底板到后桥 (5)3.3分装轮速传感器至轮毂 (6)3.4效验后轮毂总成及后制动底板到后桥 (6)3.5安装后制动盘到后轮毂总成 (7)3.6安装后制动钳总成到后桥(预紧) (8)3.7安装FPB卡钳电机线束总成 (9)3.8安装后制动软管总成到后制动器总成 (9)3.9紧固后制动钳总成到后桥 (10)3.10紧固后支柱总成到后桥 (12)3.11吊取后悬分总成上线 (13)4.常见装配问题及注意事项 (14)参考文献 (15)吉利SX11后车桥装配工艺1.车桥的结构与组成1.1什么是车桥车桥(也称车轴)通过悬架与车架(或承载式车身)相连接,其两端安装有车轮。
1.2车桥的作用是传递作用在车轮和车架之间的力和力矩,并且缓冲由不平路面传给车架或车身的冲击力,并衰减由此引起的震动,以保证汽车平顺行驶。
主要是固定两个半轴,和差速器,以便将主轴传来的动力,通过差速器,分配给两个半轴。
这样,两个动力车轮就可以不同步运行了。
[1]1.3车桥的分类我们一般去称之为前桥与后桥。
根据车桥上车轮的作用不同,车桥也分成转向桥、驱动桥、转向驱动桥和支承桥四种。
其中转向桥和支承桥都属于从动桥。
大多数货车采用前置后驱动(FR),大型客车则采用后置后驱动(RR),因此前桥作为转向桥,后桥(或中桥)作为驱动桥;而一般汽车采用前置前驱动(RF),此4WD),前桥时前桥成为转向驱动桥,后桥充当支持桥。
至于越野车则是四轮驱动(为转向驱动桥。
以下就分别介绍汽车前后桥结构。
转向桥转向桥,是指承担转向任务的车桥,一般的汽车都是前桥承担转向任务,四轮转向汽车的前后桥,都是转向桥。
一、实习背景随着我国汽车产业的快速发展,汽车后桥作为汽车传动系统的重要组成部分,其装配工艺和质量对汽车的整体性能和安全性能有着至关重要的影响。
为了提高自身的实践能力和对汽车后桥装配工艺的深入了解,我选择了在某汽车制造企业进行后桥装配实习。
本次实习时间为一个月,实习期间,我参与了后桥的装配全过程,了解了后桥的结构、装配工艺和注意事项。
二、实习单位及岗位实习单位:某汽车制造企业实习岗位:后桥装配实习生三、实习内容1. 后桥结构及零部件认识实习初期,我首先对后桥的结构及零部件进行了详细的学习。
后桥主要由驱动轴、差速器、半轴、桥壳、桥壳盖、轴承、密封件等组成。
通过对这些零部件的认识,我对后桥的装配有了初步的了解。
2. 后桥装配工艺流程在后桥装配过程中,我主要参与了以下装配工艺:(1)驱动轴装配:将驱动轴与半轴连接,安装轴承和密封件,确保驱动轴与半轴的连接牢固。
(2)差速器装配:将差速器与驱动轴连接,安装轴承和密封件,确保差速器与驱动轴的连接牢固。
(3)半轴装配:将半轴与桥壳连接,安装轴承和密封件,确保半轴与桥壳的连接牢固。
(4)桥壳装配:将桥壳与差速器、半轴连接,安装轴承和密封件,确保桥壳与差速器、半轴的连接牢固。
(5)后桥总成装配:将装配好的后桥总成进行组装,确保各个零部件的连接牢固,并对后桥总成进行测试,确保其性能符合要求。
3. 装配注意事项在后桥装配过程中,我了解到以下注意事项:(1)装配过程中要严格按照装配工艺进行,确保各个零部件的连接牢固。
(2)装配过程中要确保轴承、密封件等关键零部件的安装正确,避免因安装错误导致后桥故障。
(3)装配过程中要注重安全,避免发生安全事故。
(4)装配完成后要对后桥总成进行测试,确保其性能符合要求。
四、实习收获1. 实践能力提升:通过本次实习,我掌握了后桥装配的基本工艺和操作技能,提高了自己的实践能力。
2. 理论知识与实践相结合:在实习过程中,我将课堂上所学的理论知识与实际操作相结合,加深了对汽车后桥装配工艺的理解。