装配工艺_车桥的装配
- 格式:ppt
- 大小:987.00 KB
- 文档页数:41
题目:吉利SX11后车桥装配工艺目录1.车桥结构与组成 (2)1.1什么是车桥 (2)1.2车桥的作用 (2)1.3车桥的分类 (1)2.后车桥分装安全操作基本要求 (2)2.1一般要求 (2)2.2工作前要求 (3)2.3工作中要求 (3)2.4工作后要求 (3)3.分装后车桥装配工艺 (3)3.1放置后桥至托盘 (4)3.2安装后轮毂总成及后制动底板到后桥 (5)3.3分装轮速传感器至轮毂 (6)3.4效验后轮毂总成及后制动底板到后桥 (6)3.5安装后制动盘到后轮毂总成 (7)3.6安装后制动钳总成到后桥(预紧) (8)3.7安装FPB卡钳电机线束总成 (9)3.8安装后制动软管总成到后制动器总成 (9)3.9紧固后制动钳总成到后桥 (10)3.10紧固后支柱总成到后桥 (12)3.11吊取后悬分总成上线 (13)4.常见装配问题及注意事项 (14)参考文献 (15)吉利SX11后车桥装配工艺1.车桥的结构与组成1.1什么是车桥车桥(也称车轴)通过悬架与车架(或承载式车身)相连接,其两端安装有车轮。
1.2车桥的作用是传递作用在车轮和车架之间的力和力矩,并且缓冲由不平路面传给车架或车身的冲击力,并衰减由此引起的震动,以保证汽车平顺行驶。
主要是固定两个半轴,和差速器,以便将主轴传来的动力,通过差速器,分配给两个半轴。
这样,两个动力车轮就可以不同步运行了。
[1]1.3车桥的分类我们一般去称之为前桥与后桥。
根据车桥上车轮的作用不同,车桥也分成转向桥、驱动桥、转向驱动桥和支承桥四种。
其中转向桥和支承桥都属于从动桥。
大多数货车采用前置后驱动(FR),大型客车则采用后置后驱动(RR),因此前桥作为转向桥,后桥(或中桥)作为驱动桥;而一般汽车采用前置前驱动(RF),此4WD),前桥时前桥成为转向驱动桥,后桥充当支持桥。
至于越野车则是四轮驱动(为转向驱动桥。
以下就分别介绍汽车前后桥结构。
转向桥转向桥,是指承担转向任务的车桥,一般的汽车都是前桥承担转向任务,四轮转向汽车的前后桥,都是转向桥。
基于汽车后桥装配工艺研究【摘要】随着我国汽车工业的迅速发展,汽车后桥装配水平也逐渐提高。
在汽车制造过程中,后桥装配作业的任务主要在于把整个后桥装配成型。
然而,后桥装配的形式也因汽车的种类、产量、生产方式等因素的不同而各具特点。
本文通过对后桥的研究,并结合国内外对后桥装配的认识,提出了相应的装配方式,制定出了装配的工艺流程。
同时,后桥装配在今后的发展中,会朝向哪个方向发展作出了展望。
【关键词】后驱动桥;装配工艺1.引言近年来,随着汽车新技术的引进,后桥装配在我国的发展非常迅速。
汽车装配又是汽车制造过程的最后阶段,所以说,后桥的装配工艺好与坏将直接影响汽车的整个装配质量。
因此,装配质量的控制是保证汽车后桥使用性能和使用寿命的关键因素。
如果在装配过程中,装配不到位,而各个零部件都合格,也很难保证汽车的质量要求;相反,如果零部件的质量不好,在装配过程中,通常可以通过调整装配的方式来控制汽车的产品质量。
2.汽车后桥装配工艺现状目前国内后桥装配工艺的方式主要是固定式和移动式装配两种。
后桥装配是装配过程中的最后环节,因此要保证良好的装配质量就必须从源头抓起,对零部件的生产要求必须严格控制,做到高精度、高效率、低成本等,保证零部件之间的配合精度完全符合要求。
后桥装配主要设备和目前在国内的制造水平:后桥总成非同步装配线,能够设计制造,但技术水平不高,产品质量差,使用寿命短。
主减速器非同步装配线,目前国内使用的生产线主要是由国外引进。
主齿垫片测试机床,目前国内没有设计出此设备,主要靠国外引进。
主轴承预紧力加载机,由于受到资源限制,目前国内没有设计较精密的加载机。
齿侧间隙自动调整机,采用手工调整、测试。
密封性试验台,国内主要是引进国外设备。
主动齿轮螺母拧紧机,国内能够设计制造,但水平不高。
压床,没有专门的生产厂家,主要靠国内制造。
3. 发展趋势汽车后桥装配由原来的硬性装配线向柔性装配线方向发展,来满足多种产品的需求和自动化装配。
车桥装配工艺方案-简易xx年xx月xx日CATALOGUE目录•引言•装配工艺方案总体概述•装配工艺方案详细设计•装配工艺方案实施计划•装配工艺方案风险评估与对策•装配工艺方案效益评估与优化建议•参考文献01引言背景介绍汽车行业的发展历程车桥装配工艺的重要性市场竞争状况提高车桥装配效率降低生产成本提高产品质量和稳定性目的和意义02装配工艺方案总体概述准备工作检查零件的完整性和准确性,准备好所需的工具和设备。
将轴体放置在支撑座上,然后将轴承安装在轴体上,再安装密封件和防尘盖。
将齿轮放置在轴体上,然后安装键和锁紧螺母。
将支撑和调整机构安装在轴体上,然后调整位置和高度。
检查装配质量和完整性,完成装配并记录相关数据。
装配流程简介组装轴体安装支撑和调整机构完成装配安装齿轮1装配工艺特点23该装配工艺流程简单明了,易于掌握和操作。
操作简单在装配过程中,各个部件易于拆卸和更换,方便维护和修理。
维护方便该工艺流程所需设备简单,生产效率较高。
生产效率高03操作人员技能水平根据操作人员技能水平,选择适合的工艺方案,以确保操作人员能够掌握和操作。
装配工艺方案选择依据01实际生产需要根据实际生产需要,选择适合的工艺方案,以满足生产需求。
02产品质量要求根据产品质量要求,选择合适的工艺方案,以确保产品质量达标。
03装配工艺方案详细设计检查车桥零件的尺寸、形状、材料等,确保符合要求。
准备工作按照车桥的结构特点,设计合理的装配流程,包括零件清洗、润滑、装配、调试等环节。
基本流程根据车桥的具体结构,对一些特殊部位进行重点考虑,例如螺栓连接、轴承配合等。
细节考虑装配流程详细设计根据装配流程,制定详细的操作步骤,包括装配顺序、操作手法、注意事项等。
装配操作规范制定操作步骤制定安全操作规范,确保操作过程中不会出现安全事故。
安全要求根据需要,选择合适的工具,并规定使用方法。
工具使用检验方法规定检验方法,包括外观检查、尺寸测量、压力试验等。
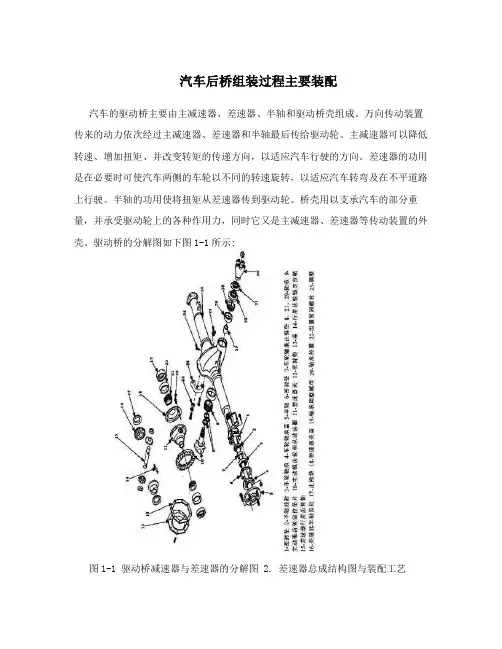
汽车后桥组装过程主要装配汽车的驱动桥主要由主减速器、差速器、半轴和驱动桥壳组成。
万向传动装置传来的动力依次经过主减速器、差速器和半轴最后传给驱动轮。
主减速器可以降低转速、增加扭矩、并改变转矩的传递方向,以适应汽车行驶的方向。
差速器的功用是在必要时可使汽车两侧的车轮以不同的转速旋转,以适应汽车转弯及在不平道路上行驶。
半轴的功用使将扭矩从差速器传到驱动轮。
桥壳用以支承汽车的部分重量,并承受驱动轮上的各种作用力,同时它又是主减速器、差速器等传动装置的外壳。
驱动桥的分解图如下图1-1所示:图1-1 驱动桥减速器与差速器的分解图 2. 差速器总成结构图与装配工艺图1-2 差速器总成装配图装配工艺过程如下:1.装配行星齿轮、半轴齿轮以及十字轴;2.行星轮轴锁销孔铆接;3.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓。
3(主减速器总成结构图与装配工艺1.动锥齿轮2.轴承座3.油封4.凸缘5.锁紧螺母6.上圆锥滚子轴承7.调整垫片 8.隔套 9.下圆锥滚子轴承图1-2 主动锥齿轮总成装配图其装配工艺过程如下:? 将上、下滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
? 将下滚子轴承内圈压入主轴,其配合关系为过盈配合。
? 依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
? 对锁紧螺母施加拧紧力矩M1,其大小在230N?m-260N?m之间。
4.后桥主减总成工艺装配后桥主减总成装配工艺如下:1.装配行星齿轮、半轴齿轮以及十字轴,并通过销孔对十字轴进行固定2.安装被动闪齿轮,并拧紧被动闪齿轮上装配的螺栓3.将主动锥齿轮上的滚子轴承外圈压入主减壳中,其配合关系为过盈配合。
4.将下滚子轴承内圈压入主轴,并依次装好隔套、上滚子轴承内圈、凸缘、垫片、锁紧螺母。
5.最后将差速器总成通过轴承装配到减速器壳体上。

STR系列中、后桥装配流程
1、桥壳总成上线
2、装弓形固定卡(只对冲压桥壳)
3、装制动器总成
4、装拨叉操纵杆
5、装隔圈、装轮毂轴承内环
6、装后轮毂
7、装齿圈支架(调整轮毂轴承阻力矩)
8、装齿圈、轮边减速器总成
9、装制动鼓
10、装半轴总成、拨叉活动块及滑动啮合套
11、装主减速器
12、装端盖
13、装贯通轴及输出法兰(只对中桥)
14、装U形架或焊接U形架(只对后桥)
15、总成试车
16、装工作缸等
HOWO系列中、后桥装配工艺流程
1、桥壳总成上线
2、装主减速器总成
3、装气室支架及制动底板总成
4、装凸轮轴、制动间隙调整臂
5、装制动蹄
6、装后轮毂
7、装后制动鼓
8、装半轴
9、焊接支撑块
10、装加、放油螺塞等。
四川汽车职业技术学院毕业设计(论文)论文题目:中国重汽汽车车桥装配工艺系别:汽车工程系专业班级:12级汽车制造与装配技术2班学生姓名:**指导教师:蹇欣洲二O一五年五月十八日目录引言 (4)1.汽车的基本原理 (4)1.1什么是车桥? (4)1.2汽车车桥的种类 (6)1.3汽车驱动桥的功能和结构 (8)2 重汽MCY13系列单级减速驱动桥 (9)3 中国重汽汽车车桥工艺装配 (11)3.1 驱动桥装配与调试工艺 (11)3.2 驱动桥的总装配工艺过程 (13)4 车桥装配工安全操作规程 (15)5 近期国内汽车车桥的发展 (16)5.1 AGV(Automated Guided Vehicle)车桥装配生产线 (16)5.2 中国重汽车桥及配套产品质量改进双提升显成效 (17)参考文献 (20)致谢 (21)浅谈汽车车桥装配工艺的发展趋势----中国重汽MCY13系列驱动桥【摘要】随着自动化工业的发展,我国工业自动化已经取得了举世瞩目的成果。
其中制造业的发展尤为迅速,已经成为推动我国经济迅速发展的核心力量和支撑性行业。
汽车配件制造诸如汽车车桥焊装生产线也在逐渐向自动化方向发展,国内汽车配件企业生产线的自动化程度也在想赢的提高。
为了满足人们的各种需求,汽车行业得到空前的发展。
车桥作为汽车重要零件之一,车桥装配也是汽车最关键最重要的装配岗位之一,车桥的这些性能的保证就在制造的过程中工艺的合理性充分能解决车桥的性能,同时也必须得到制造企业充分重视。
本文介绍了中国重汽汽车车桥的基本情况与生产装配工艺特点,以及车桥MCY13系列的功能和结构,以及它的工作原理和国内近期车桥的发展,并对车桥装配技术的发展趋势做了说明和展望。
【关键词】社会经济车桥装配工艺现状提高性能技术发展引言车桥是汽车行驶系之一,按车轮的运动方式可分为驱动桥、转向桥、转向驱动桥和支持桥4种。
车桥是车辆的主要传力件和承载件,它起着支撑车辆荷重,将动力传导到驱动轮上的作用,是车辆上各种复杂力的集合点。