塑胶模具验收报告表单模板.xls
- 格式:xlsx
- 大小:24.08 KB
- 文档页数:11
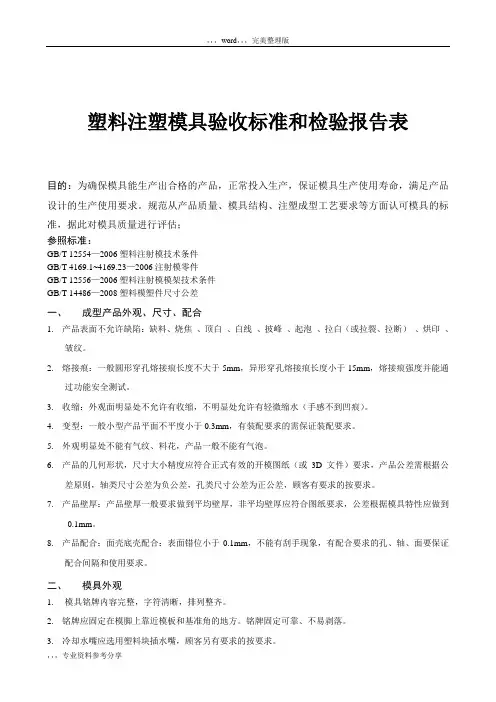
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑料注塑模具验收标准和检验报告表目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
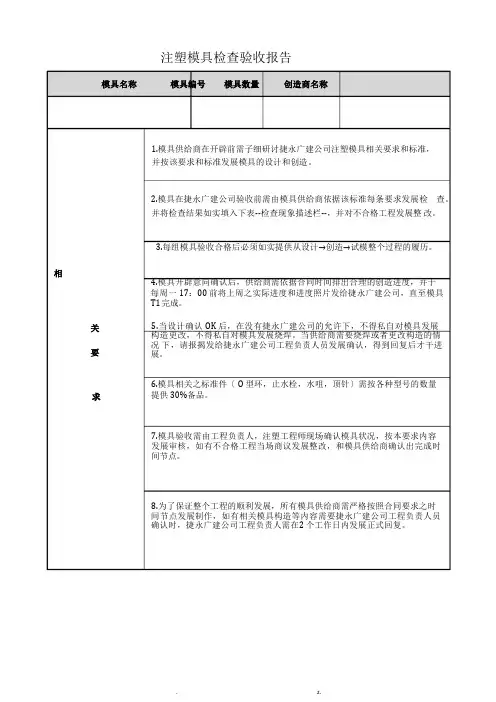
注塑模具检查验收报告1.模具供给商在开辟前需子细研讨捷永广建公司注塑模具相关要求和标准,并按该要求和标准发展模具的设计和创造。
2.模具在捷永广建公司验收前需由模具供给商依据该标准每条要求发展检查。
并将检查结果如实填入下表--检查现象描述栏--,并对不合格工程发展整改。
3.每组模具验收合格后必须如实提供从设计→创造→试模整个过程的履历。
4.模具开辟意向确认后,供给商需依据合同时间排出合理的创造进度,并于每周一 17:00 前将上周之实际进度和进度照片发给捷永广建公司,直至模具T1 完成。
5.当设计确认 OK 后,在没有捷永广建公司的允许下,不得私自对模具发展构造更改,不得私自对模具发展烧焊。
当供给商需要烧焊或者更改构造的情况下,请报揭发给捷永广建公司工程负责人员发展确认,得到回复后才干进展。
6.模具相关之标准件〔 O 型环,止水栓,水咀,顶针〕需按各种型号的数量提供 30%备品。
7.模具验收需由工程负责人,注塑工程师现场确认模具状况,按本要求内容发展审核,如有不合格工程当场商议发展整改,和模具供给商确认出完成时间节点。
8.为了保证整个工程的顺利发展,所有模具供给商需严格按照合同要求之时间节点发展制作,如有相关模具构造等内容需要捷永广建公司工程负责人员确认时,捷永广建公司工程负责人需在2 个工作日内发展正式回复。
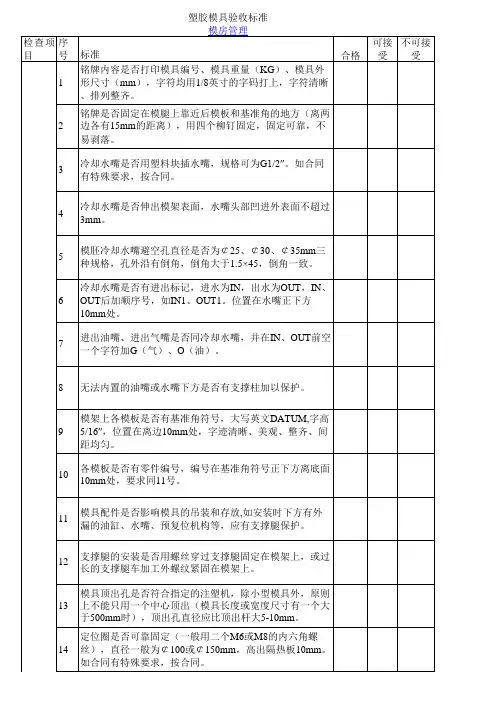
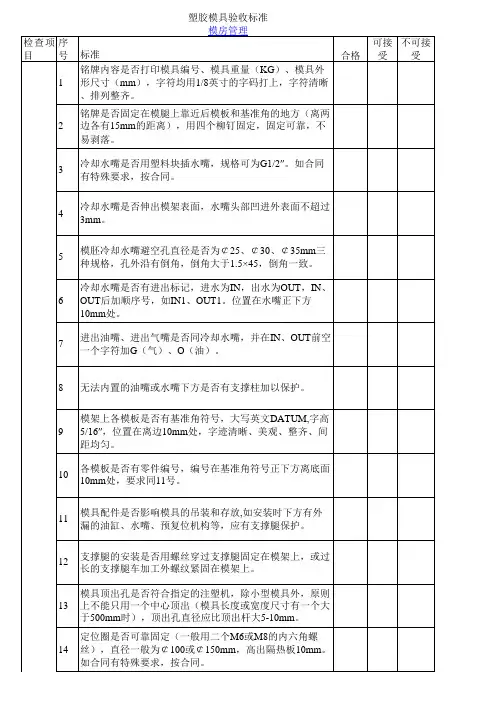
注塑模具检查验收报告一 模具的标牌和外观标示2. 模具水路标牌,标牌格式和标准如下,如果水路较为复杂可适当加大比 例,但必须标示内容完整正确。
型芯 和型腔分开标示。
1. 模具铭牌内容完整,字符清晰,罗列整齐。
按如下标准发展编制,用铆钉 安装于模具操作侧的模脚上检查现象描述不可 承受可承 受合格3. 模具锁模块注意标牌,相关标准如下检查现象描述合格可承不可列图受承受所示,用铆钉固定安装于模具操作侧锁模块附近。
4. 对于有使用热流道模具需按各热流道产商标牌标准制作标牌,安装于型腔固定板侧面上部5. 相关铭牌放置位置于模具操作侧,如下列图所示:6. 模板需有序号和模号,以及常用信息,需要在模板上做凹字,字高必须大于 8mm,按如下标准所示:7. 所有吊环孔下方需要有吊环大小标检查现象描述合格可承不可示,标示字高必须大于 8mm,如下列受承受图所示:8. 所有模具水路接头位置需要有水路编号和进出标示,标示位于水路附件,字高需大于 8mm 〔水路标示尽量位于接头位置的上端或者摆布端,下端容易被冷却水腐蚀〕,模具出运喷漆后,也需要清晰可见9. 进出油嘴、进出气嘴是否同冷却水嘴,并在 IN、OUT 前空一个字符加 G 〔气〕、 O 〔油〕。
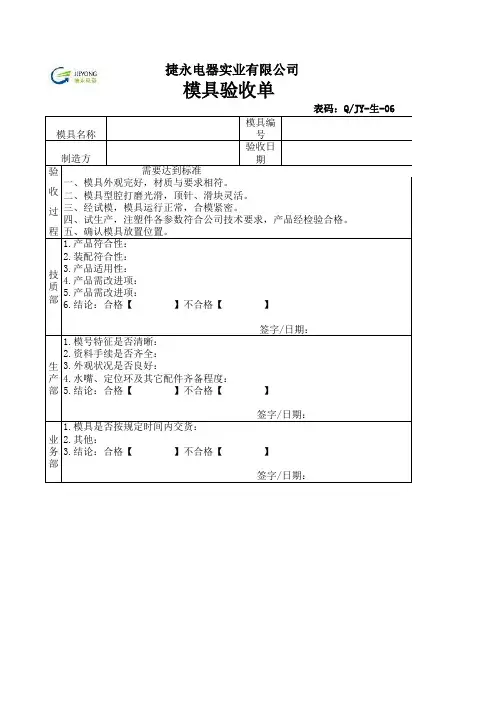
表码:Q/JY-生-06模具编号验收日期
五、确认模具放置位置。
需要达到标准
捷永电器实业有限公司
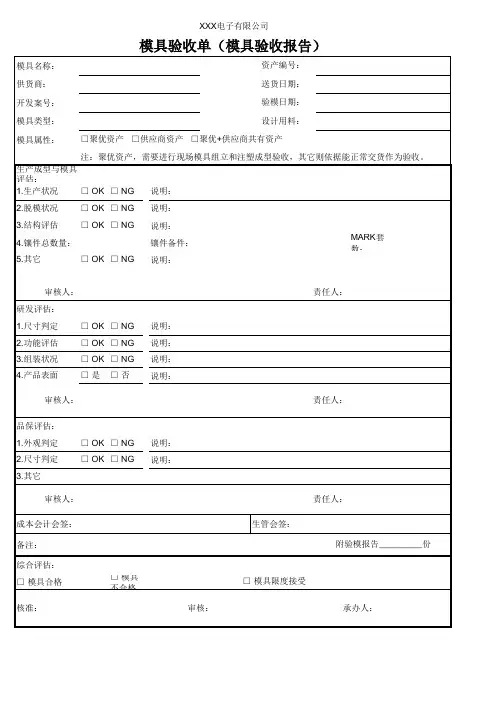
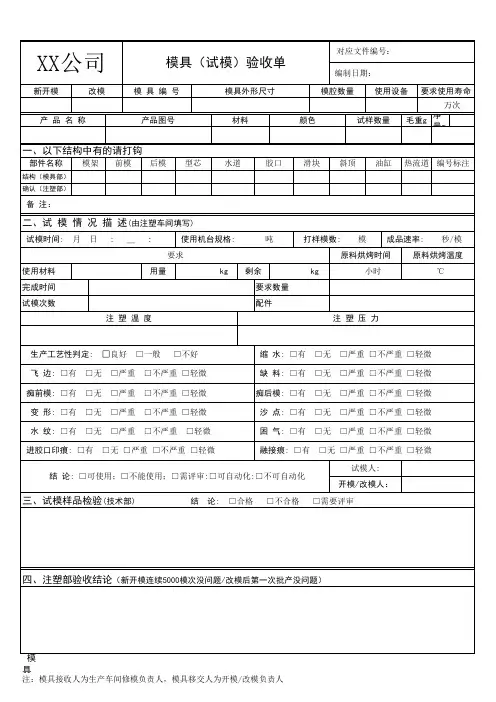
模具验收单
模具名称制造方验收过程四、试生产,注塑件各参数符合公司技术要求,产品经检验合格。
二、模具型腔打磨光滑,顶针、滑块灵活。
三、经试模,模具运行正常,合模紧密。
一、模具外观完好,材质与要求相符。
5.结论:合格【 】不合格【 】
签字/日期:
1.产品符合性:
技质部2.装配符合性:
3.产品适用性:
4.产品需改进项:
5.产品需改进项:
6.结论:合格【 】不合格【 】
签字/日期:
业务部
1.模具是否按规定时间内交货:
2.其他:
3.结论:合格【 】不合格【 】
签字/日期:生产部1.模号特征是否清晰:
2.资料手续是否齐全:
3.外观状况是否良好:
4.水嘴、定位环及其它配件齐备程度:。
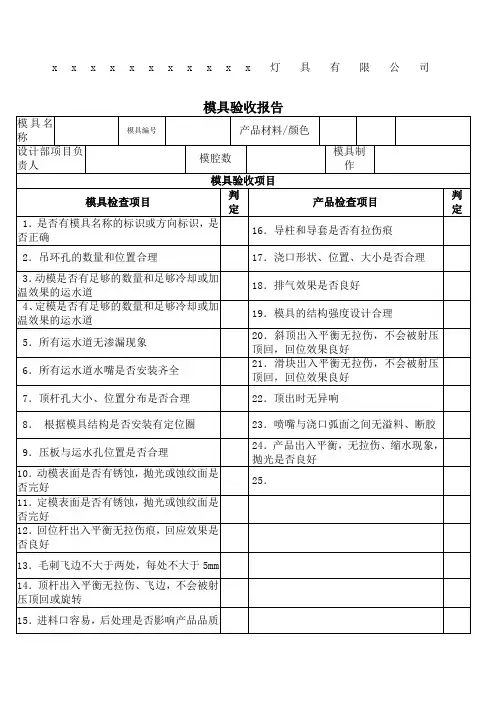
模具名称mold name 模具编号:mold no.模具穴数cavity 模具类型/type:模具重量weight(KG)模具外形尺寸outer sizeMM 产品材质part material 材料规格material size(MM)产品净重part net weight(g)开模日期/mold opening date 产品水口重/runnerweight(g)适用机台吨位machine tons 组立完成日期assembly finish date 标准周期/cycle 试产产品品号part no.首次试产日期T1 date 试产数量/trail Qty 验收合格日期verified date验收单位/dept备注/remark工程主管/supervisor 模具验收报告模具基本资料/Mold basic information五金工程模/punch test mold 塑胶模/plastic mold185*200*490□T1:2000 □T2:5000 □T3:10000 □T4:15000模具图片/mold photo验收内容/verified information验收项/item验收意见/comment1>五金连续模:是否连续生产产品1万pcs以上punch mold: if continually produce part more than 10K pcs.2>五金工程模:是否已冲压产品2Kpcs以上punch test mold: if already punched more than 2K pcs part 3>塑 胶 模:是否已生产2000模次的产品4>SOP资料是否已建立受控。
If SOP file been made and controlled 5>标准产能是否符合设定要求。
If the production capacity fulfill requirement 6>试产过程是否安全便利。
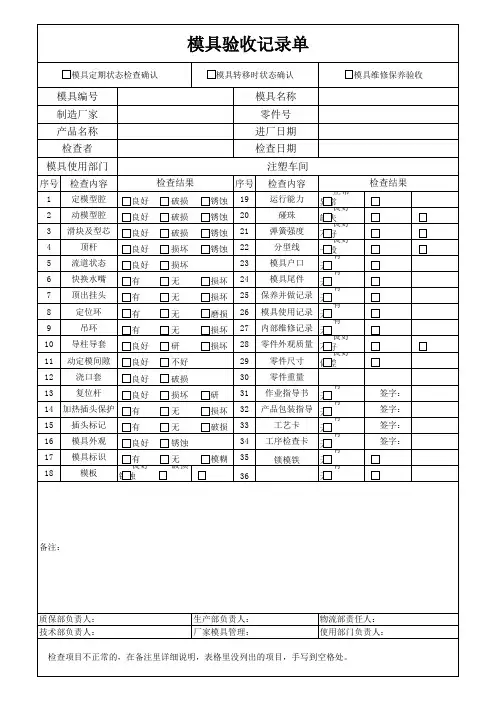
《注塑模具验收单》22 浇口套入口直径是否大于喷嘴注射口直径。
■ □ □ 23 模具外形尺寸是否符合指定的注塑机。
■ □ □ 24 安装有方向要求的模具是否在前模板或后模上用箭头标明 安装方向,箭头旁应有“ UP 字样,箭头和文字均用漏板 喷黄色漆,子咼50mm□□□25 模架表面是否有凹坑、锈迹,多余不用的吊环、进出水、 气、油孔等及其他影响外观的缺陷。
■ □ □ 26 模架各板是否都有大于1.5m m 的倒角。
■ □ □ 27模具是否便于吊装、运输,吊装时不得拆卸模具零部件(油 缸除外需单独包装)。
吊环与水嘴、油缸、预复位杆等干 涉,可以更改吊环孔位置。
■□□28 每个重量超过10KG 的模具零部件是否有合适的吊环孔,如 没有,也需有相应措施保证零部件拆卸安装方便。
吊环大 小和吊环孔位置按相关企业标准设计。
□ □ □ 29 吊环是否能旋到底,吊装平衡。
■ □ □ 30顶杆、顶块等顶出机构如与滑块等干涉,是否有强制预复 位机构,顶板有复位行程开关。
□ □ □ 31 顶针板丁是否有垃圾钉。
■ □ □ 32 模具撑头面积是否为方腿间后模板面积的 25% — 30%。
□ □□33 撑头是否比模腿高出一0.15mm 并不与顶出孔干涉。
■34锁模器是否安装可靠,有定位销,对称安装,不少于 4个 (小模具可2个)。
□ □ □ 35 三板模前模板与水口板之间是否有弹簧,以辅助开模。
□ □ □ 36 大型模具所有零配件安装完毕,合模是否有干涉的地方。
□ □ □ 37如注塑机米用延伸喷嘴,定位圈内部是否有足够大的空间, 以保证标准的注塑机加长喷嘴带加热圈可以伸入。
■ □ □ 38所有斜顶是否都可以从一个通过底板和顶针底板的且其角 度与斜顶角度一致的孔拆卸。
■ □ □ 39 螺丝安装孔底面是否为平面。
■ □ □ 40 M12(含M12以上的螺丝是否为进口螺丝(级)。
□ □ □ 1 顶出时是否顺畅、无卡滞、无异响。