注塑模具验收表
- 格式:xls
- 大小:42.00 KB
- 文档页数:2
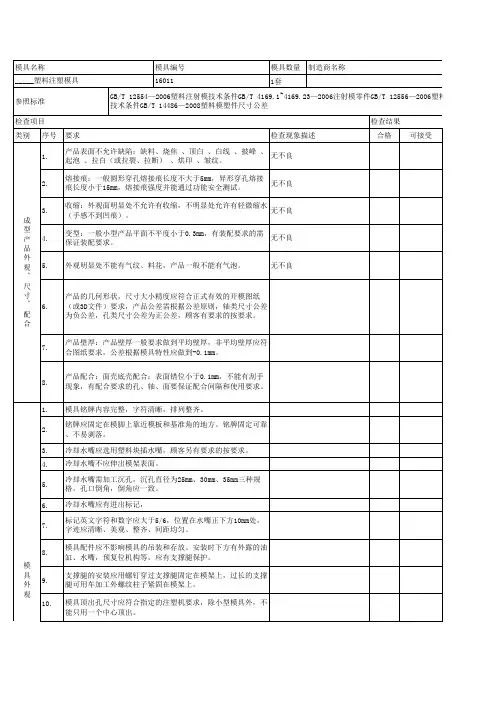
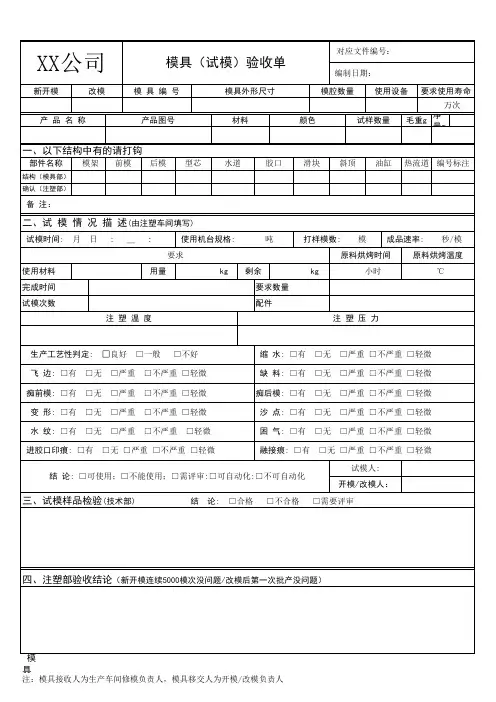
一、成型产品外观、尺寸、配合1. 产品外表不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白〔或拉裂、拉断〕、烘印、皱纹。
2. 熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能平安测试。
3. 收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水〔手感不到凹痕〕。
4. 变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5. 外观明显处不能有气纹、料花,产品一般不能有气泡。
6. 产品的几何形状,尺寸大小精度应符合正式有效的开模图纸〔或3D文件〕要求,产品公差需根据公差原那么,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7. 产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8. 产品配合:面壳底壳配合:外表错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
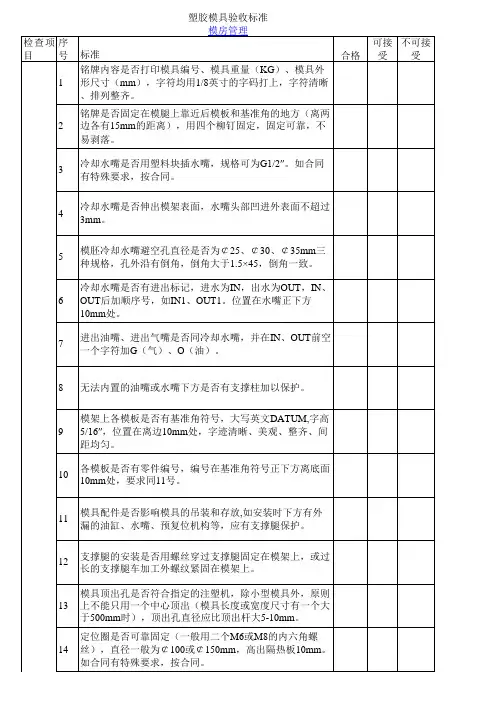
二、模具外观1. 模具铭牌内容完整,字符清晰,排列整齐。
2. 铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3. 冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4. 冷却水嘴不应伸出模架外表。
5. 冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6. 冷却水嘴应有进出标记。
7. 标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
8. 模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
9. 支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
10. 模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
11. 定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。
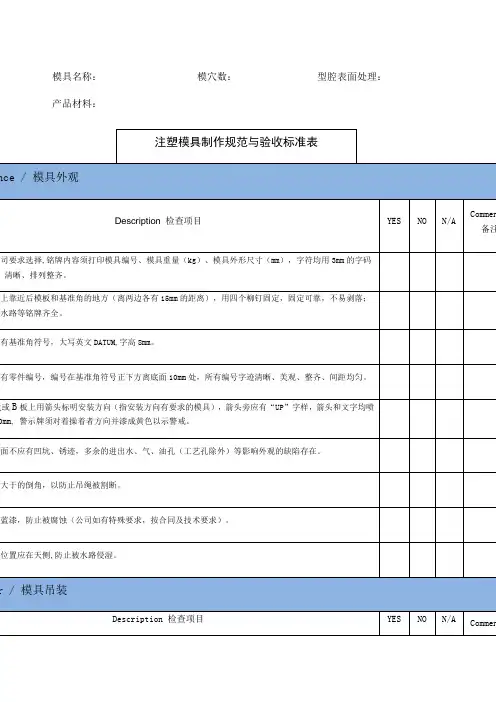
模具名称:模穴数:型腔表面处理:产品材料:otting per attached sketch/按下图所示的配合关系检查sembly lifter/装斜顶时的检查项目查项目品合格率:85%以上,附品管检查报告。
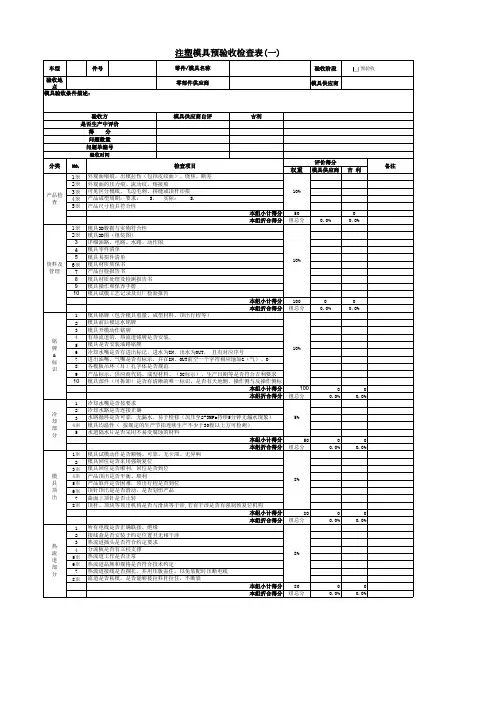
预验收须满足模具验收标准表合格项85%以上。
2.终管检查报告。
终验收须满足模具验收标准表合格项95%以上。
签名:年月日浇口及模胚制作参考标准常见浇口尺寸基本设计原则推荐如下:1. 点浇口:2. 扇形浇口:3. 潜伏式浇口:L= W=w=宽度 [mm]A= 型腔表面积 [ mm 2 ] n= 材料常数 for PE, PS30An L = ~ mmd = 浇口直径( mm )t = 零件壁厚( mm )A = 型腔表面积 ( mm 2 )dL t4At 0.206n d ⨯=4. 边缘浇口:5. 凸耳浇口:L = ~ mmh = n tWt L h30AnW=W=w= 浇口宽度 [mm]A= 型腔表面积 [ mm2 ]n= 材料常数for PE, PS30An30? ~15o ~W = 浇口宽度 ( mm )A = 型腔表面积 ( mm2 )n = 材料常数 material constantfor PE, PS6. 重叠式浇口:模架尺寸选择参考标准一、 注塑类模具镶块式模具的模架与镶件大小的选择,可参考下面的数据: 图4-146 模架尺寸的确定“A ”—表示镶件侧边到模板侧边的距离; “B ”—表示定模镶件底部到定模板底面的距离; “C ”—表示动模镶件底部到动模板底面的距离; “D ”—表示产品到镶件侧边的距离;30An L= ~ W=w= 浇口宽度 [mm] A= 型腔表面积 [ mm 2 ] n= 材料常数30An W= w= 浇口宽度 [mm] A= 型腔表面积[ mm 2 ] n= 材料常数for PE, PS“E”—表示产品最高点到镶件底部的距离;“H”—表示动模支承板的厚度(当模架为A型时)“X”—表示产品高度。

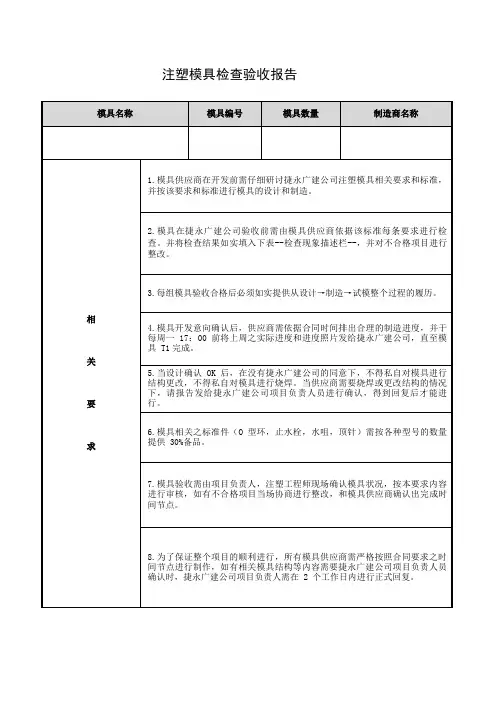
注塑模具检查验收报告注塑模具检查验收报告1. 模具铭牌内容完整,字符清晰,排列整齐。
按如下标准进行编制,用铆钉安装于模具操作侧的模脚上检查现象描述合格可接受不可接受2. 模具水路标牌,标牌格式和标准如下,如果水路较为复杂可适当加大比例,但必须标示内容完整正确。
型芯和型腔分开标示。
3. 模具锁模块注意标牌,相关标准如下图所示,用铆钉固定安装于模具操作侧锁模块附近。
检查现象描述合格可接受不可接受4. 对于有使用热流道模具需按各热流道产商标牌标准制作标牌,安装于型腔固定板侧面上部5. 相关铭牌放置位置于模具操作侧,如下图所示:6. 模板需有序号和模号,以及常用信息,需要在模板上做凹字,字高必须大于8mm,按如下标准所示:7. 所有吊环孔下方需要有吊环大小标示,标示字高必须大于 8mm,如下图所示:检查现象描述合格可接受不可接受8. 所有模具水路接头位置需要有水路编号和进出标示,标示位于水路附件,字高需大于 8mm(水路标示尽量位于接头位置的上端或左右端,下端容易被冷却水腐蚀),模具出运喷漆后,也需要清晰可见9. 进出油嘴、进出气嘴是否同冷却水嘴,并在 IN、OUT 前空一个字符加G(气)、O(油)。
10. 模具安装方向上的上下侧开设水嘴,是否内置,并开导流槽或下方有支撑柱加以保护。
11. 模具需在模脚或后模板上用箭头标明安装方向,箭头旁应有“UP”字样,箭头和文字为红色,安装位置见第 5条1. 模具配件应不影响模具的吊装和存放。
如果有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
如下图:检查现象描述合格可接受不可接受2. 所有模具必须装有锁模块,锁模块必须喷涂红色油漆,重量小于 500kg的模具可在反操作侧放置于 1 个锁模块。
模具重量大于 500KG 时需要在操作侧和反操作侧各放置于个,H,W,L 和螺丝按模具大小适当选用3. 定位圈尺寸按照注塑机要求,定位圈安装孔必须为沉孔,不能直接贴在上固定板上,高出上固定板 10-15mm,必须使用 4个 M8 的螺丝固定相关标准如下:80T---280T定位环直D=100mm,280T 以上定位环直径 D=150mm模具表面没有锈斑,撞伤等明显外观缺陷。
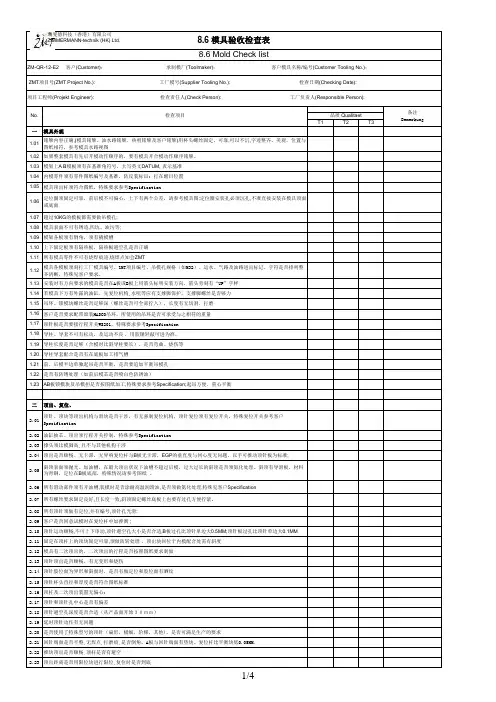
T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。

最全面的注塑模具验收检验标准一、成型产品外观、尺寸、配合1、产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.、熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4、一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5、外观明显处不能有气纹、料花,产品一般不能有气泡。
6、产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8、产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1、模具铭牌内容完整,字符清晰,排列整齐。
2、铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架表面5、冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致6、冷却水嘴应有进出标记7、标记英文字符和数字应大于58、位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
9、模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
11、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
12、定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。
模具名称:模穴数: 型腔表面处理:产品材料:签名:年月日浇口及模胚制作参考标准常见浇口尺寸基本设计原则推荐如下:1。
点浇口:2. 扇形浇口:3。
潜伏式浇口:4。
边缘浇口:5。
凸耳浇口:W = 浇口宽度 ( mm )A = 型腔表面积 ( mm2 )n = 材料常数 material constant0.6 for PE, PS0.7 for POM, PC, PP6. 重叠式浇口:模架尺寸选择参考标准一、 注塑类模具镶块式模具的模架与镶件大小的选择,可参考下面的数据:图4—146 模架尺寸的确定“A"—表示镶件侧边到模板侧边的距离; “B"—表示定模镶件底部到定模板底面的距离;“C ”—表示动模镶件底部到动模板底面的距离; “D ”—表示产品到镶件侧边的距离;W=w= 浇口宽度 [mm]A= 型腔表面积[ mm 2]n= 材料常数0.6 for PE, PS0.7 for POM, PC , PP 0。
8 for CA, PMMA , PA“E”—表示产品最高点到镶件底部的距离;“H”—表示动模支承板的厚度(当模架为A型时) “X”-表示产品高度。
以上数据,仅作为一般性结构塑件摸架参考,对于特珠的塑件应注意以下几点:①当产品高度过高时(产品高度X≥D),应适当加大“D",加大值ΔD=(X—D)/2;②有时为了冷却水道的需要对镶件的尺寸做以调整,以达到较好冷却效果;③结构复杂需做特殊分型或顶出机构,或有侧向分型结构需做滑块时,应根据不同情况适当调整镶件和模架的大小以及各摸板厚度,以保证模架的强度。
④垫块高度的确定:垫块的高度应保证足够的顶出行程,然后留出一定的余量(5—10mm),以保证完全顶出时,⑤模架整体结构的确定:在基本选定模架之后,应对模架整体结构进行校核,看所确定的模架是否合适所选定或客户给定的注塑机,包括模架外形的大小、厚度、最大开模行程、顶出方式和顶出行程等,最后模架的整体尺寸以5mm为单位(例如计算所得模架尺寸为:232mm*253mm*186mm,那么实际应该取:235mm*255mm*190mm)。
模具验收单这个主要是结合产品来验收的,如果你需要的是模具:1 检查试模产品是否符合你的要求(含产品的外观、尺寸、材料、有无任何缺陷、是否全部打出的产品都是完美的?)2 检查模具的材质,一般来说你看不出来,这个时候就需要备案好,签字。
以后出问题了可以作为依据。
3 检查模具的各个基本特征,检查模具的生产效率,和你们注塑机的配合度。
最后确定模具的包装。
如果是留厂模,就是模具放在模具厂,以后用他们的注塑机使用你们的模具打产品,则稍微简单些。
但上面三个要点还是要做的。
下面是百度查的一些基本知识:注塑模具验收标准,是从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
[1]编辑本段结构部分一、模具材料1、模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)2、胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
3、啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
4、啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
5、啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
6、斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
7、如果客户指定应使用模具钢材时,模厂应满足客户要求。
二、模具应具备结构1、模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
2、模具应安装合适的法兰圈,并开标准码模坑。
3、三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
4、模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
注塑模具验收标准目录简介结构部分胶件质量表面缺陷表面修饰工艺部分编辑本段简介注塑模具验收标准,是从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
[1]编辑本段结构部分一、模具材料1、模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)2、胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
3、啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
4、啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
5、啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
6、斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
7、如果客户指定应使用模具钢材时,模厂应满足客户要求。
二、模具应具备结构1、模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
2、模具应安装合适的法兰圈,并开标准码模坑。
3、三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
4、模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
5、模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。
6、行位结构。
a、行位运动应畅顺,接触面应开油槽。
b、行位上应安装使行位弹出作用之弹簧,并安装限位装置。
c、在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
7、顶出机构。
a、顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。
b、顶针机构应保证灵活、可靠、不发生错误动作。