备料图
- 格式:pdf
- 大小:99.88 KB
- 文档页数:1

施工图纸管理办法1总则为保证施工总包图纸的完整性、真实性及分发的及时性,规范图纸的保管、发放及使用,并有效的指导施工及结算,现制定本办法。
2各部门职责2.1设计部:2.1.1负责从设计单位接收施工图纸,按制度办理设计变更;2.1.2负责组织图纸发放、组织设计交底、图纸会审,形成《施工图纸交底、会审记录单》,落实对施工图纸审核意见的修改,完成移交图纸流程;2.1.3负责将施工图纸签字后移交成本部、工程部,并附《施工图纸移交确认单》(见附表1),及《图纸目录会签记录》(见附表2\2.1.4负责建立、维护本部门《图纸收发台账登记表》(见附表3);2.1.5负责施工图纸、设计变更的整理及归档:2.2工程(配套)部:2.2.1负责从设计部接收、审核并登记施工图纸,并发放给监理公司及总包单位;2.2.2配合设计部进行设计交底、图纸会审,提出图审意见,并跟踪落实;2.2.3负责建立、维护本部门《图纸收发台账登记表》(见附表3),每月5日前与监理公司核对上月图纸台账;2.2.4负责督促设计部及时移交图纸,并对施工图纸及设计变更的实施情况进行检杳、确认。
要求每月30日前将本周期内实际实施的图纸进行签字确认、整理归档并移交成本部、行政部存档,次月5日前与监理公司、总包进行资料完整性的核对;2.3成本部:2.3.1负责从设计部接收、审核及归档施工图纸;2.3.2参与设计部组织的图纸会审,提出图审意见,并跟踪落实;2.3.3负责将施工图纸发放一审咨询公司、优化公司进行测算及优化,并跟踪落实把优化的结果落实到施工图纸上;2.3.4负责建立、维护本部门《图纸收发台账登记表》(见附表3),每月5日前与总包商务部核对上月图纸台账;2.3.5每月5日前与工程部及设计部一起核对上月图纸台账;2.4监理单位:2.4.1负责从工程部接收施工图纸;2.4.2对审核图纸提出图审意见并参与图纸会审;2.4.3负责建立、维护本部门《图纸收发台账登记表》(可参照附表3),每月5日前与工程部核对上月图纸台账;2.4.4负责将图纸的施工范围、施工进度、各部位施工人员数量、钢筋及佐等主要材料进场情况等资料每月30日报成本部备案;2.5总包单位:2.5.1负责从项目公司工程部接收施工图纸;2.5.2负责图纸审核,并提出书面审核意见,提交设计部;2.5.3参加业主组织的施工图设计交底及图纸会审;2.5.4总包项目部应建立、维护本部门《图纸收发台账登记表》(可参照附表3),每月5日前分别与项目公司工程部、成本部核对图纸台账;2.6设计单位:2.6.1负责进行设计交底,并对各方提出的施工图纸审核意见进行逐条答复;2.6.2负责按沟通一致的优化意见及会审意见进行图纸修改;2.6.3负责将施工图纸(加盖设计出图章、图审章并标注明确日期)移交给项目公司设计部,并附《设计成果移交单》(见附表4);2.7所有施工图纸需同时发放成本部及工程部,如在各部门核对图纸台帐或各系统过程检查中发现如下问题,项目公司总经理应督促整改,如整改不到位,则按照商业地产管理制度纳入考核。

机修钳工(技师工件制作)实操题库目录技师技能操作鉴定要素细目表 (2)技师技能操作试题 (3)技能操作鉴定要素细目表行业:海洋石油工种:机修钳工(工件制作)等级:技师鉴定方式:技能操作技能操作试题AA001三四五镶配合套制作一、准备要求1234、备料图:二、考核要求1、考核内容根据三、四、五镶配合套加工图纸(见附图1)和技术要求(见附件1)进行工件制作。
2、考核时间:(1)准备时间:3-5min(2)制作时间:300min(3)计时从正式操作开始,规定时间内完成操作,到时停止,不允许超时。
附图1:三四五图纸附件1:技术要求(1)公差等级:IT8。
(2)形位公差:0.04~0.03mm。
(3)表面粗糙度:锉配Ra3.2μm。
(4)其他方面:配合间隙≤0.04mm。
机修钳工技师实操评分表考评员签字:统分人:评分人:年月5AA002双燕尾制作一、准备要求12、工、量、刃具准备:3、材料准备:4、备料图:二、考核要求1、考核内容:根据双燕尾样板加工图纸(见附图1)进行工件制作。
2、准备时间:3-5min;考试时间:300min3、计时从正式操作开始,规定时间内完成操作,到时停止,不允许超时。
附图1:机修钳工技师实操评分表编号:题目:AA002双燕尾制作时间: 300min 开始时间:结束时间:考评员签字:统分人:评分人:年月8AA003十字块镶配制作一、准备要求4、备料图:二、考核要求1、考核内容:根据十字块镶配加工图纸(见附图1)进行工件制作。
2、准备时间:3-5min;考试时间:300min3、计时从正式操作开始,规定时间内完成操作,到时停止,不允许超时。
附图1:机修钳工技师实操评分表编号:题目:AA003十字块镶配制作时间: 300min 开始时间:结束时间:(2处)(4处)(4处)考评员签字:统分人:评分人:年月11AA004四、五、六方镶配合套制作一、准备要求4、备料图:二、考核要求1、考核内容:根据四、五、六方镶配合套加工图纸(见附图1)进行工件制作。
![第三届全省技能大赛装配钳工图纸清单配分表[1]](https://img.taocdn.com/s1/m/5400c4e8c77da26924c5b01a.png)
第三届江苏省技工院校技能大赛技术文件装配钳工职业江苏省技工院校技能大赛组委会二〇一〇年七月学生中级组目录一、决赛技术文件制定标准 (2)二、竞赛内容、形式和成绩计算 (2)三、命题原则 (2)四、竞赛范围、比重、类型及其它 (2)五、竞赛规则 (5)一、决赛技术文件制定标准装配钳工职业以《装配钳工国家职业技能标准》为基础,并结合生产实际与技工院校教学计划大纲制定。
二、竞赛内容、形式和成绩计算(一)竞赛内容本次竞赛内容包括理论知识和实际操作两部分。
(二)竞赛形式竞赛采用单人竞赛形式。
(三)成绩计算理论知识竞赛满分为100分。
理论知识竞赛成绩将按照30%折算计入竞赛总成绩;实际操作竞赛满分为100分,将按照70%折算计入竞赛总成绩;理论知识竞赛成绩与实际操作竞赛成绩经折算后相加得出竞赛总成绩,满分为100分。
三、命题原则依据国家职业技能标准,注重基本技能,体现现代技术,结合生产实际,考核学生职业综合能力,并对技能人才培养起到示范指导作用。
四、竞赛范围、比重、类型及其它(一)理论知识竞赛1.试题范围以装配钳工知识为主,相关知识为辅。
(1)职业道德①职业道德基本知识;②职业守则。
(2)基础知识①专业基础理论知识机械识图;公差配合与测量知识;常用金属材料及热处理知识;常用非金属材料知识;力学知识;液压及气动知识。
②机械加工工艺知识机械传动知识;机械加工常用设备的分类、用途;金属切削原理和常用刀具知识;典型零件(主轴、箱体、齿轮等)的加工工艺;设备润滑及切削液的基础知识;工具、刀具、夹具和量具的使用与维护知识。
③钳工工艺知识划线知识;錾、锉、锯、钻孔、铰孔、攻螺纹、套螺纹、刮研等钳工操作相关知识。
④电工知识。
⑤安全文明生产与环境保护知识。
⑥相关法律、法规知识。
(2)专业知识①机械装配知识零件粘结;固定连接装配;传动机构装配;轴承和轴组装配;液压传动装配;部件和整机装配。
②设备检验与调试知识精度检验;装配质量检验;设备调试。
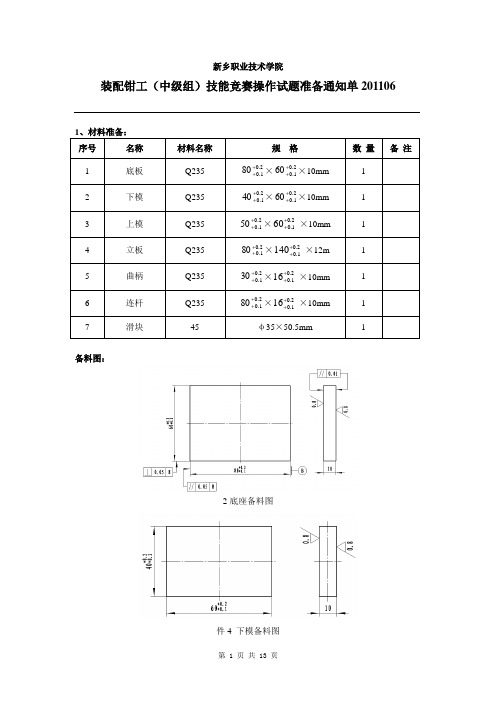
新乡职业技术学院
装配钳工(中级组)技能竞赛操作试题准备通知单201106
备料图:
2底座备料图
件4 下模备料图
件5 上模备料图
件6 立板备料图
件8 曲柄备料图
件11 连杆备料图
件12 滑块备料图
新乡职业技术学院
装配钳工(中级组)技能竞赛操作试题201106考件编号:准考证号:
冲压机构
考核要求:
(1)公差等级:锉配IT8、铰孔IT7
(2)形位公差:垂直度0.15mm、平面度0.01mm
(3)表面粗糙度:锉配Ra≤3.2μm、铰孔Ra≤1.6μm
(4)准备时间15min.
(5)正式操作时间360min.
(6)计时从领取工件开始,至完工交件结束。
(7)规定时间内全部完成,每超时3min,从总分中扣5分。
图形及技术要求:
装配图:
技术要求:
1.件4、件5配合间隙≤0.04mm。
2.件6、件12配合间隙≤0.04mm。
3.件2与件6配合间隙0.03不得插入。
4.件2与件6垂直度≤0.15mm。
5.相对运动件运动均匀灵活,不准有阻滞、卡死。
6.圆锥销大头应与连接表面平齐。
零件图
件2 底板
件4 下模
件5 上模
件6 立板
件8 曲柄
件11 连杆
件12 滑块实训处准备
件7 手轮
件9 轴肩螺钉
新乡职业技术学院
装配钳工(中级组)技能竞赛操作试题评分记录表201106考件编号:准考证号:
说明:安全文明生产现场考评,竞赛中造成重大事故,竞赛考核全程否定,即按0分处理,其余违规酌情扣2~10分。


锉配凹凸体(一)锉配凹凸体(一)_钳工工艺与加工技项目七综合实训●项目目标通过综合实训课题练习,培养学生的安全文明生产意识和良好的职业素质;明确锉配含义及其在钳工实训中的地位和作用;熟悉钳工技能在机械制造和维修行业中的重要作用;让学生在实践中能熟练地使用工量具,选择合理的加工方法,形成合理的加工工艺流程;全面提高学生钳工基本操作技能水平。
7.1 鸭嘴锤制作7.1.1 学习目标(1)知识目标学会综合分析加工图样,掌握圆弧连接的划线、加工及检测方法。
(2)技能目标掌握使用划针、划规、样冲等划线工具的方法;掌握倾斜线和圆弧连接的划线方法;掌握曲面、斜面、小平面的加工方法和检测;掌握钻孔操作技能。
7.1.2 任务描述本次任务主要通过鸭嘴锤加工,进一步练习平面划线;学习倾斜平面的锯削、锉削技能以及曲面的锉削和检测技能;提高学生钻孔操作技能;通过该课题训练,激发学生的学习兴趣;提高学生对钳工技能训练的积极性。
鸭嘴锤的加工如图7.1、图7.2、图7.3所示。
备料图:图7.1 备料图课题任务:图7.2 鸭嘴锤图7.3 实物图7.1.3 操作工艺表7.1为鸭嘴锤制作的操作工艺。
表7.1 操作工艺续表7.1.4 材料及工量具准备材料:45钢,规格:φ30×115。
工量具:常用锉刀、圆锉、半圆锉、整形锉、锯弓(含锯条)、砂布、常用划线工具、钻头(φ10)、高度游标尺、0.02×150游标卡尺、千分尺(0~25)、R规、圆弧样板、刀口角尺等。
7.1.5 鸭嘴锤加工评分标准表7.2为鸭嘴锤加工评分标准。
表7.2 鸭嘴锤加工评分标准续表7.2 锉配凹凸体(一)7.2.1 学习目标(1)知识目标明确对称度、锉配的含义,初步掌握其检测方法;学会综合分析加工图样,掌握尺寸计算方法。
(2)技能目标掌握具有对称度要求的工件的划线、加工及检测方法;提高锉削、锯削、孔加工操作的技能;形成合理的加工工艺流程;增强加工精度意识,满足工件配合度的需求。
锉削六角螺母工艺图
如图1
所示的六角螺母,毛坯尺寸为30φmm 棒料,毛坯材料为45钢,试完成该六角螺母的锉削制作。
图1 六角螺母(材料:45钢)
表1 制作六角螺母的操作步骤 操作序号
加工简图 加工内容 工具、量具 1.备料
下料 材料:45钢、25φ棒料、长度
16
钢尺 2.锉削
锉两端面
锉平行端面,高度H=14,要求
平面平直,两面平行
锉刀、钢尺
3.划线 划线
定中心和划中心线,并按尺寸划
出六角形变现和钻孔孔径线,打
样冲眼 划针,划规,样冲,小手锤,钢尺
4.锉削
锉六个侧面
先锉平一面,再锉与之相对平行
的侧面,然后锉其余四个面。
在
锉某一面时,一方面参照所划的
线,同时用角度尺检查六
个侧面与端面的垂直度,用游标
卡尺测量尺寸,检验平面的平面
度、直线度和两对面的平行度。
平面要求平直,六角形要均匀对
称,相对平面要求平行 °120锉刀,钢尺,直角尺,样板,游标卡尺 °120。