4-1刀具半径补偿编程
- 格式:ppt
- 大小:1.50 MB
- 文档页数:25

刀具半径补偿编程1. 介绍刀具半径补偿编程是数控机床加工领域中的一项重要技术。
通过对刀具半径进行补偿,可以在工件加工过程中实现更加准确的切削。
本文将详细介绍刀具半径补偿编程的原理、应用以及编程实例。
2. 刀具半径补偿的原理刀具半径补偿是为了解决实际切削情况与刀具形状之间的偏差而引入的。
在加工过程中,刀具的实际切削宽度常常与理论计算不符,这可能导致工件尺寸偏差或刀具磨损。
通过刀具半径补偿,可以根据实际情况调整刀具路径,从而达到更加精确的切削效果。
刀具半径补偿分为刀具半径右补偿和刀具半径左补偿两种情况。
刀具半径右补偿适用于切削右侧的轮廓,而刀具半径左补偿适用于切削左侧的轮廓。
补偿的值一般为刀具半径的一半,以保证刃口的位置与所需位置对齐。
3. 刀具半径补偿的应用刀具半径补偿在数控机床加工中有广泛的应用。
下面列举一些常见的应用场景:3.1 外轮廓加工在加工外轮廓时,为了保证工件的尺寸精度,需要进行刀具半径补偿。
通过补偿刀具半径,可以使刀具实际切削轮廓与设计轮廓相吻合,从而达到更高的加工精度。
3.2 内轮廓加工与外轮廓加工类似,内轮廓加工也需要进行刀具半径补偿。
通过补偿刀具半径,可以调整刀具路径,使内轮廓的尺寸与设计要求一致。
3.3 孔加工在孔加工过程中,切削刀具常常需要进行刀具半径补偿。
通过补偿刀具半径,可以调整切削刀具的实际位置,保证孔的准确直径。
3.4 轴向切削在进行轴向切削时,为了避免因刀具半径导致的偏差,常常需要进行刀具半径补偿。
补偿的值一般为刀具半径的一半,以保证刃口的位置与所需位置对齐。
4. 刀具半径补偿的编程实例下面通过一个编程实例来详细介绍刀具半径补偿的编程过程。
1.设定刀具半径补偿值为R0.5。
2.G54代码:确定坐标系原点。
3.G90代码:设定绝对坐标模式。
4.G94代码:设定进给速度为每分钟进给。
5.T1代码:选择T1号刀具。
6.M3代码:启动主轴正转。
7.G0X100.0Y100.0:刀具快速移动到初始加工位置。
刀尖圆弧半径补偿G40,G41,G42之阳早格格创做当编写数控轨迹代码时,普遍是以刀具核心为基准.但是本质中,刀具常常是圆形的,刀具核心本去没有是刀具与加工整件交触的部分,所以刀具核心的的轨迹应偏偏离本质整件轨迹一个刀具半径的距离.简朴的将整件形状的轨迹偏偏移一个刀具半径的要领便是B 型刀补,那样的要领虽然简朴,但是会出现一定的问题,如爆收过切局面.而且由于刀尖圆弧的做用,本质加工截止与工件步调会存留缺面,而 C 型刀补可真止刀具半径补偿办理上述问题、与消上述缺面.C 型刀补的基原思维是本去没有赶快真止读进的步调,而是再读进下一段步调,推断二段轨迹之间的转交情况,根据转交情况估计相映的疏通轨迹(转交背量).由于多读了一段步调举止预处理,故 C 型刀补能举止更透彻的补偿、与消圆形刀具其核心没有正在刀尖上戴去的缺面,进而能真止粗稀加工.如图所示.刀尖圆角 R 制成的少切与过切为了更佳的明白战使用C型刀具半径补偿功能,便必须先明白下列几个相闭的基原概假念刀尖观念下图中刀尖A 面即为假念刀尖面,本质上没有存留,故称之为假念刀尖(或者理念刀尖).假念刀尖的设定是果为普遍情况下刀尖半径核心设定正在起初位子比较艰易,而假念刀尖设正在起初位子是比较简单的,如下图所示.与刀尖核心一般,使用假念刀尖编程时没有需思量刀尖半径.图 1-1 刀尖半径核心战假念刀尖注:对于有板滞整面的机床去道,一个尺度面如刀架核心不妨将其当做起面.从那个尺度面(起面)到刀尖半径核心或者假念刀尖的距离便树坐为刀具偏偏置值.将尺度面当做起面,从尺度面到刀尖半径核心的距离树坐为偏偏置值便如共将刀尖半径核心树坐为起面,而从尺度面到假念刀尖的距离树坐为偏偏置值便如共将假念刀尖树坐为起面.为了树坐刀具偏偏置值,常常丈量从尺度面到假念刀尖的距离比丈量从尺度面到刀尖半径核心的距离简单,所以常常便以尺度面到假念刀尖的距离去树坐刀具偏偏置值,图 1-2、图 1-3 战图 1-.4 分别为以刀尖核心编程战以假念刀尖编程的刀具轨迹.1)证明:数控步调普遍是针对于刀具上的某一面即刀位面,按工件表面尺寸体例的.车刀的刀位面普遍为理念状态下的假念刀尖A 面或者刀尖圆弧圆心O 面.但是本质加工中的车刀,由于工艺或者其余央供,刀尖往往没有是一理念面,而是一段圆弧.当切削加工时刀具切削面正在刀尖圆弧上变动;制成本质切削面与刀位面之间的位子有偏偏好,故制成过切或者少切.那种由于刀尖没有是一理念面而是一段圆弧,制成的加工缺面,可用刀尖园弧半径补偿功能去与消.2)刀尖园弧半径补偿是通过G41、G42、G40 代码及T 代码指定的刀尖园弧半径补偿号,加进或者与消半径补偿.G40:与消刀尖半径补偿;G41:左刀补(正在刀具前进目标左侧补偿),G42:左刀补(正在刀具前进目标左侧补偿),X, Z:G00/G01 的参数,即修坐刀补或者与消刀补的末面;3)注意:G40、G41、G42 皆是模态代码,可相互注销.4)注意:(1) G41/G42 没有戴参数,其补偿号(代表所用刀具对于应的刀尖半径补偿值)由T 代码指定.其刀尖圆弧补偿号与刀具偏偏置补偿号对于应.(2) 刀尖半径补偿的修坐与与消只可用G00 或者G01 指令,没有得是G02 或者G03.刀尖圆弧半径补偿寄存器中,定义了车刀圆弧半径及刀尖的目标号.车刀刀尖的目标号定义了刀具刀位面与刀尖圆弧核心的位子闭系,其从0~9 有十个目标.车刀刀尖位子码定义例:思量刀尖半径补偿,体例图所示整件的加工步调%3345N1 T0101 (换一号刀,决定其坐标系)N2 M03 S400 (主轴以400r/min 正转)N3 G00 X40 Z5 (到步调起面位子)N4 G00 X0 (刀具移到工件核心)N5 G01 G42 Z0 F60 (加进刀具园弧半径补偿,工进交触工件)N6 G03 U24 W-24 R15 (加工R15 圆弧段)N7 G02 X26 Z-31 R5 (加工R5 圆弧段)N8 G01 Z-40 (加工Φ26 中圆)N9 G00 X30 (退出已加工表面)N10 G40 X40 Z5 (与消半径补偿,返回步调起面位子)N11 M30 (主轴停、主步调中断并复位)。

刀具半径补偿指令在进行数控编程时,除了要充分考虑工件的几何轮廓外,还要考虑是否需要采用刀具半径补偿,补偿量为多少以及采用何种补偿方式。
数控机床的刀具在实际的外形加工中所走的加工路径并不是工件的外形轮廓,还包含一个补偿量。
一、补偿量包括:1、实际使用刀具的半径。
2、程序中指定的刀具半径与实际刀具半径之间的差值。
3、刀具的磨损量。
4、工件间的配合间隙。
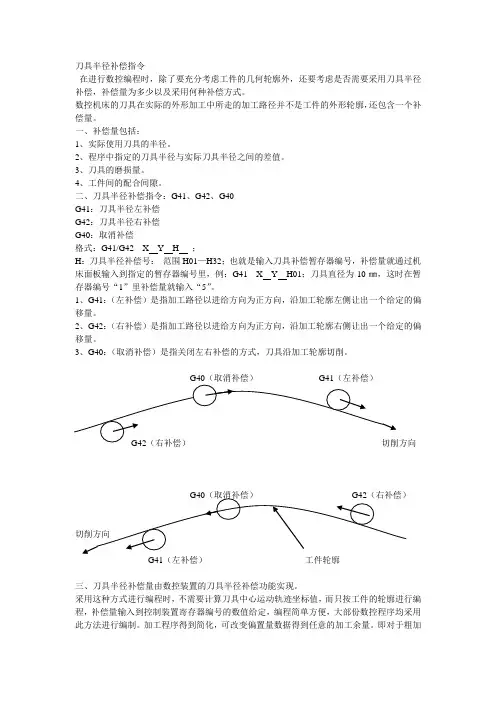
二、刀具半径补偿指令:G41、G42、G40G41:刀具半径左补偿G42:刀具半径右补偿G40:取消补偿格式:G41/G42 X Y H ;H:刀具半径补偿号:范围H01—H32;也就是输入刀具补偿暂存器编号,补偿量就通过机床面板输入到指定的暂存器编号里,例:G41 X Y H01;刀具直径为10㎜,这时在暂存器编号“1”里补偿量就输入“5”。
1、G41:(左补偿)是指加工路径以进给方向为正方向,沿加工轮廓左侧让出一个给定的偏移量。
2、G42:(右补偿)是指加工路径以进给方向为正方向,沿加工轮廓右侧让出一个给定的偏移量。
3、G40:(取消补偿)是指关闭左右补偿的方式,刀具沿加工轮廓切削。
G40(取消补偿)G41(左补偿)G42(右补偿)切削方向G40(取消补偿)G42(右补偿)切削方向G41(左补偿)工件轮廓三、刀具半径补偿量由数控装置的刀具半径补偿功能实现。
采用这种方式进行编程时,不需要计算刀具中心运动轨迹坐标值,而只按工件的轮廓进行编程,补偿量输入到控制装置寄存器编号的数值给定,编程简单方便,大部份数控程序均采用此方法进行编制。
加工程序得到简化,可改变偏置量数据得到任意的加工余量。
即对于粗加工和精加工可用同一程序、同一刀具。
刀具半径补偿是通过指明G41或G42来实现的。
为了能够顺利实现补偿功能,要注意以下问题:1、G41、G42通常和指令连用(也就是要激活),激活刀具偏置不但可以用直线指令G01,也可以通过快速点定位指令G00。
但一般情况下G41和G42和G02、G03不能出现在同一程序段内,这样会引起报警。
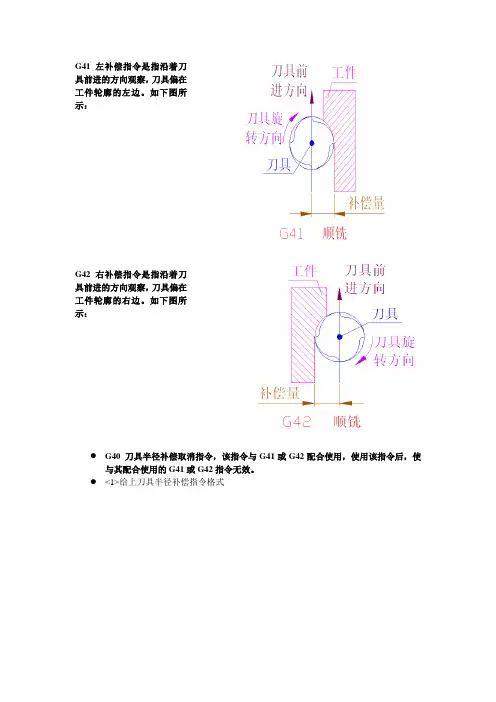
G41 左补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的左边。
如下图所示:G42 右补偿指令是指沿着刀具前进的方向观察,刀具偏在工件轮廓的右边。
如下图所示:●G40 刀具半径补偿取消指令,该指令与G41或G42配合使用,使用该指令后,使与其配合使用的G41或G42指令无效。
●<1>给上刀具半径补偿指令格式⏹ G00 G411)(G17)X_Y_D_;⏹ G01 G42⏹ G00 G412) (G18) X_Z_D_;⏹ G01 G42⏹ G00 G413) (G19) Y_Z_D_;⏹ G01 G42●<2>取消刀具半径补偿指令格式●G00●G40 X_Y; (X_Z_;) (Y_Z_;)●G01(5)刀具半径补偿指令格式说明:●<1>刀具半径补偿用G17、G18、G19命令在被选择的工作平面内进行补偿。
比如当G17命令执行后,刀具半径补偿仅影响X、Y轴的移动,而对Z轴没有作用。
<2>刀具半径补偿指令G41或G42只在G00和G01模式下有效,不能在G02和G03模式下给出刀具半径补偿G41或G42,否则机床报警。
<3>D_是刀具补偿号,其具体数值在加工或试运行前已设定在补偿存储器中,D_是续效代码。
<4>刀具半径补偿必须在程序结束前取消,否则刀具中心将不能回到程序原点上;刀具半径补偿必须在G00和G01模式下取消,在G02和G03模式下机床将会报警。
<5>取消刀具半径补偿除可以用G40指令外,还可以用D00指令,即”G00(G01)X_Y_D00;”也可以取消刀具半径补偿。
●<6>刀具半径补偿除方便编程外还可以用改变刀具半径补偿值大小的方法来实现同一程序进行粗加工、精加工,故有:●粗加工刀补值=刀具半径+精加工余量●精加工刀补值=刀具半径+修正量(若刀具尺寸准确或零件上下偏差相等,修正量为零)(6)使用刀具半径补偿时应注意的问题:●<1>一般情况下刀具半径补偿号要在刀补取消后才能变换,如果在补偿方式下变换补偿号,当前句的目的点的补偿量将按照所换补偿号的新值给定,而当前句开始点补偿量则不变。
刀具半径补偿的方法
刀具半径补偿是数控加工中常用的一种方法,用于解决刀具直径和轮廓之间的误差问题。
具体的做法可以参考以下几种常见的方法:
1. 半径补偿右
这是最常用的一种方法,即将刀具轮廓的实际路径向右方平移半个刀具直径。
数控系统会根据程序中设定的切削轮廓自动计算平移距离,从而实现刀具半径补偿。
2. 半径补偿左
与半径补偿右相反,将刀具轮廓的实际路径向左方平移半个刀具直径。
3. 半径补偿圆心
这种方法适用于刀具的轮廓为圆弧形状的情况。
在程序中设定刀具轮廓的半径与圆弧的半径一致,然后通过数控系统的半径补偿功能,让刀具按照实际轨迹进行加工。
4. 刀具半径补偿的参数设定
在进行刀具半径补偿前,需要在数控系统中设定一些相关的参数,如刀具半径、补偿方向(左/右)、补偿值等。
这些参数一般在刀具设置或编程界面中进行设定。
需要注意的是,不同的数控系统和加工场景可能会有一些差异,具体的操作方法需根据实际情况和设备使用说明进行调整。
同时,刀具半径补偿也需要考虑切削
力、切削速度等因素,确保加工质量和切削稳定性。
数控编程g41编程实例及解释数控编程中的G41编程是指刀具半径补偿左方向编程的一种指令。
在数控加工中,刀具的实际切削半径可能会受到刀具磨损、加工材料硬度等因素的影响,因此需要进行刀具补偿以确保加工尺寸的精度。
G41编程就是用来进行刀具半径补偿的一种常见方式。
下面我将通过一个简单的数控编程实例来解释G41编程的应用:假设我们需要对一个工件进行外圆的车削加工,首先我们需要进行数控编程。
假设工件的直径是50mm,我们选择了刀具直径为10mm的车刀进行加工。
在进行数控编程时,我们需要考虑到刀具的实际切削半径可能会有所偏差,这时就需要使用G41编程进行刀具半径补偿。
首先,在数控编程中,我们需要指定车削的起点和终点坐标,然后使用G41指令来进行刀具半径补偿。
具体的编程指令可能如下所示:N10 G00 X50 Z5 ;快速移动到加工起点。
N20 G01 X0 F0.2 D01 ;设定进给速度和切削方向,并启用刀具半径补偿。
N30 G01 X-50 ;进行车削加工。
N40 G40 ;取消刀具半径补偿。
在上面的编程中,N10和N20行分别用于快速移动到加工起点并设定切削方向和启用刀具半径补偿,N30行进行实际的车削加工,N40行用于取消刀具半径补偿。
通过上面的实例,我们可以看到G41编程的应用,它可以帮助我们在数控加工中更精确地控制刀具的切削半径,从而提高加工的精度和质量。
总的来说,数控编程中的G41编程是一种常见的刀具半径补偿方式,通过合理的应用可以帮助我们在数控加工中更好地控制刀具的切削半径,从而提高加工精度和效率。
希望以上解释能够对你有所帮助。
新代系统刀具半径补偿编程
新代系统刀具半径补偿编程是现代数控加工中的重要内容之一。
刀具半径补偿是为了解决刀具半径对加工轮廓的影响而提出的一种
补偿方法。
在数控加工中,刀具并非理想的点线,而是有一定的半
径的圆弧刀具,因此在进行加工时需要考虑刀具半径对加工轮廓的
影响。
新代系统刀具半径补偿编程就是针对这一问题进行编程处理
的方法。
刀具半径补偿编程的基本原理是根据刀具半径的大小,对加工
轮廓进行补偿,以保证加工出来的工件尺寸精确度和表面质量。
在
新代系统中,刀具半径补偿编程通常是通过在数控加工中的控制系
统中进行设置和调整的。
具体来说,可以通过G代码中的G41、G42
指令来实现刀具半径补偿,以及在程序中对刀具半径进行补偿值的
设定和修正。
在实际应用中,新代系统刀具半径补偿编程可以应用于各种数
控加工中,例如车削、铣削、钻削等。
通过合理的刀具半径补偿编程,可以提高加工精度和效率,减少加工成本,同时也可以避免因
刀具半径误差而导致的加工质量问题。
总的来说,新代系统刀具半径补偿编程是现代数控加工中的重要内容,通过合理的编程设置和调整,可以有效地解决刀具半径对加工轮廓的影响,提高加工精度和效率,是数控加工领域中不可或缺的一部分。
1.刀具半径补偿的原理刀具半径补偿的坐标计算在机床数控技术中已经讲述了刀具半径补偿的编程指令,刀具半径补偿建立和取消时刀具中心点的运动轨迹。
本节将要介绍刀具半径十限的坐标计算,在轮廓加工过程中,刀具半径补偿分三个过程:①刀具半径补偿的建立;③刀具半径补偿的进行;③刀具半径补偿的取消。
在这三个过程中,刀具中心的轨迹都是根据被加工工件的轮廓计算的。
通常,工件轮廓是由直线和圆弧组成的,加工直线时,刀具中心线是工件轮廓的平行线且距离等于刀具半径值,加工圆弧时,半径之差是刀具半径值,本节将要介绍的半径补偿计算是计算刀具半径补偿建立和取消时刀具中心点与工件轮廓起点和终点的位置关系;工件轮廓拐角时刀具中心拐点与工件轮廓拐点的位置关系。
由于轮廓线的拐点可是直线与直线、直线与圆弧、圆弧与圆弧的交点;拐角的角度大小又不同;又由于刀具半径补偿可是左侧(c41)或右侧(跳)偏置,因此,计算公式很多,下面仅介绍部分计算公式:直线两端处刀具中心的位置若用半径为r 的立铣刀加工图3—20中的直线45,刀具中心的轨迹在刀具左例偏置时(G41方式),是ab 直线;右侧偏置(G42方式)时是cd 线,只要计算 出端点a,b 或c,d 的坐标值,就可使刀具准确移动。
由于直线Aa =Ac =r ,过A 点垂直于AB 线,Bb =Bc =r ,过B 点垂直于AB 线,A 点和B 点的坐标值B B A A Y X Y X 、、、已由零件程序中给出,因此:图1.2.1 直线两端刀具位置若把式(3—18)中的r 值的符号改为负号,则和式(3—17)完全一样,因此在实际应用中,只用式(3—17)计算直线端点处的刀具中心位置,在G41方式下r 取正值 在G42方式下r 取负值。
式(3—15)、(3—16)、(3—17),适合于各种不同方向的直线,当A B A B Y Y X X --、为负值时,ααsin cos 和为负值,当AB 线平行于X 轴时,0sin ,1cos ==αα,当AB 线平行Y 轴时1sin ,0cos ==αα。
刀具半径抵偿指令G40.G41.G42,1、刀具半径抵偿的目标:在编制轮廓铣削加工的场合,假如按照刀具中间轨迹进行编程,其数据盘算有时相当庞杂,尤其是当刀具磨损.重磨.换新刀具而导至刀具半径变更时,必须从新盘算刀具中间轨迹,修正程序,如许不既麻烦并且轻易出错,又很难包管加工精度,为进步编程效力,平日以工件的现实轮廓尺寸为刀具轨迹编程,即假设计刀具中间活动轨迹是沿工件轮廓活动的,而现实的刀具活动轨迹要与工件轮廓有一个偏移量(即刀具半径),应用刀具半径抵偿功效可以便利地实现这一改变,简化程序编制,机床可以主动断定抵偿的偏向和抵偿值大小,主动盘算出现实刀具中间轨迹,并按刀心轨迹活动.现代数控系同一般都设置若干个可编程刀具半径偏置存放器,并对其进行编号,专供刀具抵偿之用,可将刀具抵偿参数(刀具长度.刀具半径等)存入这些存放器中.在进行数控编程时,只需挪用所需刀具半径抵偿参数所对应的存放器编号即可.现实加工时,数控体系将该编号所对应的刀具半径掏出,对刀具中间轨迹进行抵偿盘算,生成现实的刀具中间活动轨迹.2、刀具半径抵偿的办法(1)刀具半径指令从操纵面板输入被抵偿刀具的直径或(半径)值,将其消失刀具参数库里,在程序中采取半径抵偿指令.刀具半径抵偿的代码有G40.G41.G42,它们都是模态代码,G40是撤消刀具半径抵偿代码,机床的初始状况就是为G40.G41为刀具半径左抵偿,(左刀补),G42为刀具半径右抵偿(右刀补).断定左刀具抵偿和右刀具抵偿的办法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏抵偿,当刀具偏在加工轮廓的右侧时,为右偏抵偿,如图1所示.图1a中,在相对于刀具进步偏向的左侧进行抵偿,采取G41,这时相当于顺铣.图1b中在相对于刀具进步偏向的右侧进行抵偿,采取G42,这时相当于逆铣.在数控机床加工中, 一般采取顺铣,原因是从刀具寿命.加工精度.概况光滑度而言顺铣的后果比较好,因而G41应用的比较多.G17 XY(2)指令格局刀具半径抵偿的格局:{G18 }{G00.G01}{G41.G42} ZX DG19YZXY 刀具半径抵偿撤消的格局:(G00.G01)G40{ ZX}YZ刀具半径抵偿操纵应选择在一个坐标平面内进行.当G17被选择时,则抵偿只在XY偏向抵偿,而Z偏向不进行抵偿;当G18被选择时,则抵偿只在ZX偏向抵偿;而Y偏向不进行抵偿;当G19被选择时,则抵偿只在YZ偏向抵偿.而X偏向不进行抵偿.G00和G01为刀具活动指令,刀具抵偿的树立和撤消必须在G00或G01状况下完成,XYZ后所跟的值为活动的目标点坐标,与指定平面中的轴相对应.D与后面的数值是刀补号码,它代表刀具参数库中刀补的数值.如D01暗示刀参数库中第一号刀具的半径值.这一数值预先输入在刀具参数库刀补表中的01号地位上.在一般情形下,我们把刀具的半径抵偿量在抵偿代码中输入为正值(+),假如把刀具半径抵偿量设为负值(—)时,在走刀轨迹偏向不变的情形下,则相当于把抵偿指令G41.G42交换了.加工工件内侧的刀具会变成外侧,加工工件外侧的刀具会变成内侧.3.刀具半径的抵偿动作以加工图2所示工件为例子,依据加工程序剖析刀具半径的抵偿动作.加工程序如下:O0001;N10 G54 G90 G17 G00 X0 Y0 S1000 M03;N20 [G41] X20 Y10 [D01];N30 G01 Y50 F100 ;N40 X50 ;N50 Y20;N60 X10 ;N70 G00 [G40] X0 Y0 M05;N80 M30;上述程序中的刀补动作为;(1)启动并树立刀具半径抵偿阶段当N20程序中编入G41和D01指令后运算装配同时先读入N30.N40两段,在N20段的终点(N30段的始点)作出一个矢量,该矢量的偏向与下一段的进步偏向垂直且向左,大小等于刀补值.刀具中间在履行这一段(N20)时移向该矢量终点.在该阶段中动作指令只有效G00或G01不克不及用G02或G03.(2)刀补状况从N30段开端进入刀补状况,在这个阶段下G01.G02.G03.G00都可以应用.这一阶段也是第段都先行读入两段,主动按照启动阶段的矢量法作出第个沿进步偏向侧且加上刀补的矢量路径.(3)撤消刀补当N70程序段顶用到G40指令时,则在N60段的终点(N70段的始点)作出一个矢量,它的偏向与N60段进步偏向垂直且朝左,大小为刀补值.刀具中间就停滞在这个矢量的终点,从这一地位开端刀具中间移向N70段的终点.此时也只能用G01或G00,面.而不克不及用G02或G03.。