活塞销与活塞的构造与维修
- 格式:ppt
- 大小:3.52 MB
- 文档页数:42
活塞的基本构造活塞的基本构造活塞是内燃机中的一个重要部件,它的作用是将燃气压力转化为机械能,推动曲轴旋转。
下面将从活塞的基本构造、材质、制造工艺和使用注意事项等方面进行详细介绍。
一、基本构造1. 活塞头:也叫顶盖,是活塞上部的凸起部分,通常为圆形或半球形。
它与气缸盖之间形成缸内燃烧室。
2. 活塞体:是活塞的主体部分,通常为圆柱形。
它与气缸壁之间形成密闭空间。
3. 活塞环:是安装在活塞体上的环形零件,通常由铸铁或钢制成。
它们分别安装在活塞头和活塞底部上,并与气缸壁紧密接触以确保密封性。
4. 活塞销:是连接活塞和连杆的零件,通常由高强度钢制成。
它通过连接孔固定在活塞体上,并通过滑动轴承与连杆连接。
二、材质1. 活塞头和底部通常由铝合金制成,因为铝合金具有良好的热传导性能和轻质化特点。
2. 活塞体通常由铸造铁或铸造钢制成,因为这些材料具有高强度和良好的耐磨性能。
3. 活塞环通常由铸造铁或钢制成,因为这些材料具有良好的耐磨性能和弹性模量。
4. 活塞销通常由高强度钢制成,因为它需要承受大的拉力和压力。
三、制造工艺1. 活塞头和底部采用压铸工艺制造,先将液态铝合金注入模具中,然后通过高压将其压实成型。
2. 活塞体采用精密铸造工艺制造,先将液态金属注入模具中,然后通过真空吸附除去气泡并冷却成型。
3. 活塞环采用锻造或滚动加工工艺制造,先将圆形毛坯加热至一定温度,然后通过冲压或滚动加工使其形成环形零件。
4. 活塞销采用锻造工艺制造,先将钢坯加热至一定温度,然后通过锤击或压制使其形成棒状零件,最后通过数控加工中心进行精密加工。
四、使用注意事项1. 活塞在使用过程中应定期检查,发现磨损严重或裂纹等问题应及时更换。
2. 活塞与气缸壁之间的间隙应适当,过大会影响密封性能,过小会导致卡死。
3. 活塞环应安装正确位置和方向,且不得有缺口或变形。
4. 活塞销应保持光滑和干净,并定期更换润滑油。
总结:活塞是内燃机中的一个重要部件,其基本构造包括活塞头、活塞体、活塞环和活塞销。

针对柴油发动机活塞和活塞环装配中的几个问题一、活塞的装配活塞一般用硅铝合金制造,它的特点是导热性和耐热性高,且耐腐蚀,重量轻,线膨胀系数小铸造性能好。
活塞的主要作用是承受气缸中气体压力所造成的作用力,并将此力通过活塞销传给连杆,以推动曲轴旋转作功。
活塞顶部还与气缸盖、气缸壁共同组成燃烧室。
由于活塞顶部直接与高温燃气接触,燃起的最高温度可达2500K以上。
因此活塞的温度也很高,其中活塞顶部的温度高达600-700K。
高温一方面会使活塞材料的机械强度显著下降,另一方会使活塞的热膨胀量增大,容易破环活塞与其相关零件的配合。
对于柴油机活塞,燃气带来的瞬间压力最大时可达6000-9000KPa,采用增压时则会更高。
高压会导致活塞的侧压力加大,客观上会加速活塞外表面的过快磨损,也容易引起活塞的变形。
因此,在装配时活塞应加热到60℃-100℃,把活塞销用手推入,严禁在冷态下强行装配活塞销。
应注意装配方向——连杆大头内卡槽与活塞顶部燃烧室凹坑,相对活塞销轴心线在同一侧。
二、活塞环的装配活塞环主要材料为合金铸铁,(在优质的铸铁中加入锰、磷、铜、鉬等合金元素),它的特点是耐高温、耐磨、耐腐蚀、有高的强度、弹性和冲击韧性。
工作表面镀上多孔性鉻或锡,以改善润滑条件和磨合性能,还可用喷钼来提高活塞环的耐磨性。
活塞环保证活塞与气缸壁之间的密封和刮除气缸壁上多余的机油,活塞环工作时受气缸中高温、高压燃气的作用。
在气缸中作高速运动,加上高温下机油可能变质,使之润滑变坏,活塞环是发动机所有零件中工作寿命最短的。
当活塞环磨损失效时,发动机将出现起动困难、功率不足,曲轴箱压力升高,通风系统严重冒烟,机油消耗增大,排气冒蓝烟,燃烧室、活塞等表面严重积碳等不良现象。
活塞环有切口,在自由状态下不是圆环形,外形尺寸比气缸内径大。
因此,它随活塞装入气缸后,产生弹力而紧贴在气缸壁上,形成第一密封面,使燃气不能通过环与气缸接触面之间的间隙。
活塞环在燃气压力作用下压紧在环槽的下端面上,形成第二密封面。
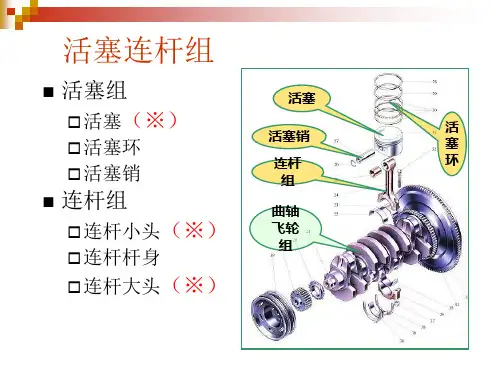
任务2-3 活塞连杆组的检修活塞连杆组由活塞、活塞环、活塞销和连杆等主要部件组成。
一、活塞1、功用:与气缸盖、气缸壁等共同组成燃烧室,承受气体压力,并将此力通过活塞销传给连杆,以推动曲轴旋转。
2、材料活塞的工作条件极其恶劣,要求活塞的材料尽可能轻、导热性好、膨胀变形小和强度高。
广泛采用硅铝合金作为活塞材料,经铸造或锻造后加工而成。
3、组成活塞的基本结构可分为顶部、头部、裙部三个部分。
(1)活塞顶部活塞的顶部是燃烧室的组成部分,用来承受气体压力。
(2)活塞头部活塞头部是活塞环槽以上的部分。
其主要作用是:承受气体的压力并传给连杆;与活塞环一起实现对气缸的密封;将活塞顶所吸收的热量通过活塞环传给气缸壁。
活塞头部切有若干道用于安装活塞环的环槽。
活塞一般有3~4道环,上面2~3道用于安装气环,下面一道用以安装油环。
在油环槽底面上钻有许多径向小孔,使得被油环从汽缸壁上刮下的多余的机油经过这些小孔流回油底壳。
(3)活塞裙部环槽到活塞底面的部分称为活塞裙部。
活塞的裙部是用来为活塞导向和承受侧压力的。
活塞裙部一般为全裙式,但有时为了减轻质量做成托板式活塞裙部。
4、活塞的变形特征及预防措施(1)变形特征活塞在工作时,产生变形的主要原因是热膨胀,其次是侧压力。
活塞头部的热膨胀量大于裙部,沿活塞轴方向的膨胀量呈上大下小趋势。
因为活塞上部的温度比下部高,且活塞的壁厚是上厚下薄。
活塞裙部沿圆周方向的变形量不均匀,变成近似椭圆形,长轴沿销座孔轴线方向。
这是因为销座处金属多,热膨胀量大,以及侧压力挤压裙部所致。
(2)预防措施鉴于活塞的上述变形特征,为了使活塞在正常的工作温度下与气缸壁间保持比较均匀而合适的间隙,确保活塞的正常工作,活塞在结构上常采取以下一些措施:活塞制成上小下大的锥形,使活塞在工作时(热态)接近为一个圆柱体。
活塞裙部加工成椭圆形,其短轴沿活塞销座孔轴线方向,长轴垂直于活塞销座孔轴线方向。
使活塞在工作时(热态)接近为一个圆柱形。