钢材出货检验作业指导书
- 格式:xlsx
- 大小:16.81 KB
- 文档页数:1
台式万用表
膜厚仪
32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 5pcs/LOT 5pcs/LOT 5pcs/LOT
5pcs/LOT
5pcs/LOT
跌落测试
载带盘不可出现破损,载带上封膜不可张 开,产品不可有变形、卡载带槽
5.580±0.05mm 2.793±0.05mm
0.5±0.05mm 0.5±0.05mm 0.5±0.05mm 0.5±0.05mm 0.16±0.02mm 毛刺<0.03mm 溢胶<0.05mm
0.3-1.0N
阻值<5Ω
1-5um
二次元 二次元 二次元 二次元 二次元 二次元 千分尺 二次元 二次元 拉力机
目视
1盘/LOT
假贴抖动测 产品无脱落为合格
试
产品出现脱落为不合格
载带折弯测 试
载带上封膜不可张开
出料方向 产品朝上右手出料,定位孔朝向料带上方
目视
目视 目视
每LOT测试6卷(分别 为首卷2卷,中卷2 卷,末卷2卷),每 卷测试12pcs
测试20cm/LOT
全检
内外标签
标签格式及内容是否符合要求
目视
XXX有限公司 出货检验标准书
料号
适用部门
品质课
适用工站
OQC
文件编号
钢材型号
胶型号
版次
A0
制作日期
2020/11/12
流程图: 序号
1
2
3
4
5
6 7 8 9
10
11 12 13 14 15 16 17 18 19 20 21 22 23
24
25 26
27
28
进料→贴胶→料带检验→冲压→全检→包装入库→出货
全检
出货成绩书
提供纸档及电子档出货成绩书
目视
每批出货提供一次
每批出货测试32pcs产 品CPK数据,CPK>1.67
使用铜箔假贴测试,参 照《产品假贴抖动测试
作业指导书》
参照 LZ-WI-089 载带 出货标签确认作业指导
书
图纸
变更履历 核准:
变更版本
变更内容 审核:/
变更日期 作成:
30倍放大镜
10pcs/LOT
TSC浮起
1.TSC边缘浮起间隙不可超过TSC厚度的1/2, 且浮起长度不可超过产品边缘长度的1/3 2.边缘以外的TSC浮起不可以(气泡、鼓起) 3.夹杂的异物不可有
30倍放大镜/二次元
10pcs/LOT
L W R R R R T总厚 毛刺 溢胶 载带剥离力
阻抗值
镍厚
白线
电镀层表面完全无异常的情况下,出现素材 白线,从镀层表面目视不明显为OK
SUS缺损 SUS缺损不可有
目视 30倍放大镜
出货数量:大于500K 抽验数量:1000pcs
备注
尺寸 性能 包装ห้องสมุดไป่ตู้
TSC破损 TSC破损不可有
30倍放大镜
10pcs/LOT
侧面残胶 /脏污
产品侧面不可有残胶、脏污、异物等不良
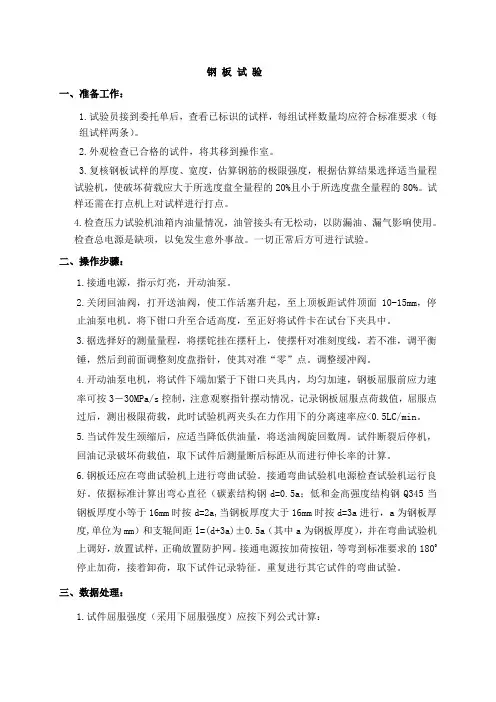
检验项目
检验标准
检验工具/方法
检验频率
SUS面朝上
弯曲/变形 1.产品不可有拱形变形 2.产品凹形变形程度不可超过0.02mm
二次元
出货数量:0-10K 抽验数量:200pcs
外观
压伤/压点
1.产品从正面到反面的压伤不可有 2.每卷产品同位置压伤不可有
1.有黏着性异物附着不可有
异物/脏污 2.其他脏污异物超出产品面积10%不可有 3.其他脏污异物单个面积不可超过1*1mm
变色/斑点
1.同色系变色为OK 2.不同色系变色为NG
划伤
1.划伤深度不可超过电镀层 2.划伤长度不可超过产品长度1/2
30倍放大镜
出货数量:10K-50K 抽验数量:300pcs
30倍放大镜/二次元 出货数量:50K-200K 抽验数量:500pcs
目视
出货数量:200K-
500K
30倍放大镜/二次元 抽验数量:800pcs
膜厚仪
32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 32pcs/LOT 5pcs/LOT 5pcs/LOT 5pcs/LOT
5pcs/LOT
5pcs/LOT
跌落测试
载带盘不可出现破损,载带上封膜不可张 开,产品不可有变形、卡载带槽
5.580±0.05mm 2.793±0.05mm
0.5±0.05mm 0.5±0.05mm 0.5±0.05mm 0.5±0.05mm 0.16±0.02mm 毛刺<0.03mm 溢胶<0.05mm
0.3-1.0N
阻值<5Ω
1-5um
二次元 二次元 二次元 二次元 二次元 二次元 千分尺 二次元 二次元 拉力机
目视
1盘/LOT
假贴抖动测 产品无脱落为合格
试
产品出现脱落为不合格
载带折弯测 试
载带上封膜不可张开
出料方向 产品朝上右手出料,定位孔朝向料带上方
目视
目视 目视
每LOT测试6卷(分别 为首卷2卷,中卷2 卷,末卷2卷),每 卷测试12pcs
测试20cm/LOT
全检
内外标签
标签格式及内容是否符合要求
目视
XXX有限公司 出货检验标准书
料号
适用部门
品质课
适用工站
OQC
文件编号
钢材型号
胶型号
版次
A0
制作日期
2020/11/12
流程图: 序号
1
2
3
4
5
6 7 8 9
10
11 12 13 14 15 16 17 18 19 20 21 22 23
24
25 26
27
28
进料→贴胶→料带检验→冲压→全检→包装入库→出货
全检
出货成绩书
提供纸档及电子档出货成绩书
目视
每批出货提供一次
每批出货测试32pcs产 品CPK数据,CPK>1.67
使用铜箔假贴测试,参 照《产品假贴抖动测试
作业指导书》
参照 LZ-WI-089 载带 出货标签确认作业指导
书
图纸
变更履历 核准:
变更版本
变更内容 审核:/
变更日期 作成:
30倍放大镜
10pcs/LOT
TSC浮起
1.TSC边缘浮起间隙不可超过TSC厚度的1/2, 且浮起长度不可超过产品边缘长度的1/3 2.边缘以外的TSC浮起不可以(气泡、鼓起) 3.夹杂的异物不可有
30倍放大镜/二次元
10pcs/LOT
L W R R R R T总厚 毛刺 溢胶 载带剥离力
阻抗值
镍厚
白线
电镀层表面完全无异常的情况下,出现素材 白线,从镀层表面目视不明显为OK
SUS缺损 SUS缺损不可有
目视 30倍放大镜
出货数量:大于500K 抽验数量:1000pcs
备注
尺寸 性能 包装ห้องสมุดไป่ตู้
TSC破损 TSC破损不可有
30倍放大镜
10pcs/LOT
侧面残胶 /脏污
产品侧面不可有残胶、脏污、异物等不良
检验项目
检验标准
检验工具/方法
检验频率
SUS面朝上
弯曲/变形 1.产品不可有拱形变形 2.产品凹形变形程度不可超过0.02mm
二次元
出货数量:0-10K 抽验数量:200pcs
外观
压伤/压点
1.产品从正面到反面的压伤不可有 2.每卷产品同位置压伤不可有
1.有黏着性异物附着不可有
异物/脏污 2.其他脏污异物超出产品面积10%不可有 3.其他脏污异物单个面积不可超过1*1mm
变色/斑点
1.同色系变色为OK 2.不同色系变色为NG
划伤
1.划伤深度不可超过电镀层 2.划伤长度不可超过产品长度1/2
30倍放大镜
出货数量:10K-50K 抽验数量:300pcs
30倍放大镜/二次元 出货数量:50K-200K 抽验数量:500pcs
目视
出货数量:200K-
500K
30倍放大镜/二次元 抽验数量:800pcs