精益生产-标准作业
- 格式:ppt
- 大小:2.82 MB
- 文档页数:60

精益生产“标准工时”的定义与用途
标准时间的定义:
标准工时(standardtime)简称:S.T指的是适于从事某项特定工作(作业)的熟练工作(操作)者,在特定的工作环境条件下,用规定的作业时间和设备,以持续工作而又不感到疲劳并在给予必要的宽余时间情况下,完成规定的工作数量和质量所需要的时间.简单的说,就是在一定条件下,完成一定质量的数量的工作所必需的时间.
标准时间的概念,来源于泰勒的"公平的一天工作量(fairday’work)理论,泰勒在研究企业的科学管理,提高生产效率过程中,为了制定工人的操作标准,以便实行有差别的计件工资制(即按操作标准工作的工人其计件单价高于不按操作标准工作的工人),主张以"最好的工作方法""平均水平的操作者""正常的速度"为前提的"公平的一天工作量"作为客观的工作标准.
从而产生了标准时间的概念.
标准时间的用途
1.作业方法的比较选择
对于不同的方法透过方法研究、时间研究,可以选择最好的作业方法
2.工厂布置之依据
有了产品,制程作了分析,每个作业制定了标准时间,即可测算每个作业(部门)的负荷,依据负荷测算所需的作业空间,可达到更为流畅的工厂布置.
3.可预估工厂负荷产量
工厂空间有多大,制程上有了标准时间,即可测算工厂产能.
4.生产计划的基础
生产管制部门的生产计划,因有了标准时间,可以更精确的做生产计划,如在进度控制上有了问题,也可以依标准时间来做人力调整.
5.可作为人力增减之依据
做何产品?计划产量多少?工作日多少?每日计划工作时间多少?
有了上面的信息再加上有了标准时间,即可计算所需的人力,也就可有准备的进行增补或调整.
6.可作为新添机器设备的依据
机器产能(标准时间换算)可得知生产量起伏时所需要之机器数量. 7.流水线生产之平衡
一条流水线,诸多任务序,依各工序的标准时间来配置人力,使生产线平衡,流畅.
8.可决定人工成本
对制造成本及外加工之费用可依标准时做基础来估算.
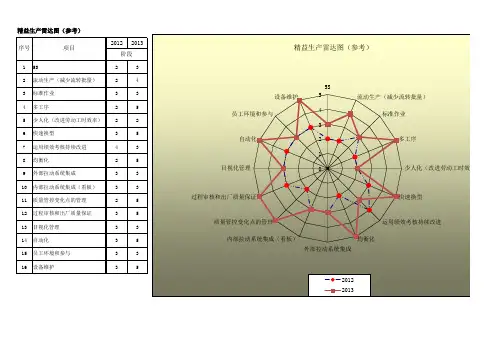
2012201315S232流动生产(减少流转批量)243标准作业334多工序255少人化(改进劳动工时效率)226快速换型357运用绩效考核持续改进438均衡化259外部拉动系统集成3310内部拉动系统集成(看板)3311质量管控变化点的管理2512过程审核和出厂质量保证3513目视化管理3314自动化3515员工环境和参与3316设备维护35精益生产雷达图(参考)序号项目阶段
0 1 2 3 4 5 5S 流动生产(减少流转批量) 标准作业 多工序 少人化(改进劳动工时效率快速换型 运用绩效考核持续改进 均衡化 外部拉动系统集成 内部拉动系统集成(看板) 质量管控变化点的管理 过程审核和出厂质量保证 目视化管理 自动化 员工环境和参与 设备维护 精益生产雷达图(参考)
2012 2013
时效率)

精益工位:为生产力而组织 拉式生产是精益生产的基本理念。在拉式生产环境,下
游活动将他们的需求传给上游活动。比如,装配工位将他们的需求传给物料输送部
门。这个原则同时也适用于精益工位;作业员在需要的时候准时获得零件和装配工具。 初看起来,精益工位同传统工位类似,实际上它们完全不同。例如精益工位要
求动作浪费减到最少,它包括在装配一个产品时任何不必要的时间和作业。过度扭
曲、不舒适的拿取、不必要的走动,都属于动作浪费。 对于精益工位而言,所有一
切必须像组织一支乐队那样设计,每一个动作都有它的目的。它需要新的思维。传
统上,大多数工位都被设计成方便物料运送者,而不是增加价值的作业员。 精益工位注重那些对作业员而言关键的问题,比如安全、人体工效、容易获取零件、快速
找到工具。精益工位会将装配所需的所有物料放在作业员的手指边。作业员甚至不
用看就可以拿取工具和零件。 而且精益工位必须以节拍时间为中心。节拍时间是一
个通用的精益制造术语。它用一个参考数,以使生产速度与客户的成品需求速度保
持一致。节拍时间等于每班的总的生产时间除以每班客户总的需求量。 一个精益工位是执行某项工作的一个工作区。这项工作实际上是制造流程中的一个基本步骤。
它包括完成这项工作的工具和补给品,它应该方便员工作业,保证员工安全。工位
可以在功能上是独立的和精益的,但是,如果其它工位、制程、设施布置之间不协
调一致,将会造成一些损失。 在传统工位,零件和工具在工作面上水平的放置。这
种方式里面没有多少思想,然而精益工位有更多的垂直布置,因此零件和工具更接近作业员。这样可以节约空间,减少寻找物料的时间浪费。 每个工位有不同的精益,
这取决于它们怎样被设计,从而为精益制造服务。最精益的工位可以适应变化的任
务,可以很快的被重组,可以通过不受限制的重新布置来获得最大的灵活性。 大多
数专家认为丰田汽车公司是精益制造的标杆。丰田的工程师们努力设计灵活的、为
标准作业服务的工位。 四个前提和三个作业要素是赢得标准化作业的必要条件。四个前提是: A.工位符合安全规定 B.制程正常运行时间高 C.产品的来料和出
精益生产评价标准
2018-04-08 发布
总16页第1页
精益生产评价标准(试行稿)
1.1 5S管理
定义:5S管理是精益生产的基础,是实施标准化及提高效率的良好平台,是提高员工素质、养成良好习惯的有效方法,包括:整理(SEIRI)、
整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)。
目的:“一物一位”,清减所有不必要的东西,让所有与标准相违背的“异常”一目了然、易于暴露,从而实现工作场地有序化;实时加以维
护,保持一个安全、整洁、有序的工作环境,不断追求更高的标准。
评价要点:建立5S推行机制,实现所有物品的3定管理,相关改善活动从局部扩展到全公司并常态化。
序号
评价内容 评价分值
1 2 3 4 5
1
要求
公司建立5S管理标准和流程
公司明确5S管理的主管部门、建立相应的管理框架
公司制定5S管理标准
、流程,确定管理目标
5S管理标准得到有效的实施
分层级对5S管理工作进行评价 评价中出现的问题能有效地改进和消除
(执行PDCA管理循环
、闭环管理)
要点说明
建立5S管理的方法和依据,
系统地推进5S
管理工作
确定主管单位和人员 5S管理定义、方法与标准明确,并设定具体的目标及计算方
法,如定置率、5S管理评价分值 所有员工容易被传达和理解5S管理标准,对照5S管理标准核查实际执行中的遵守程度
建立不同层级的评价和总结方式,各级管理人员定期或不定期进行现场确认评价
建立分层跟踪逐步解决的流程,及时改善所发现问题,不断完善标准
2
要求 5S管理工作应纳入日常化管理
5S管理工作作为活动的形式在公司内开展
随机的实施整理、整顿、清扫
定期的实施整理、整顿、清扫
确定每个人的责任分担区域及标准
每人、每日5S管理工作标准化
要点说明 5S管理达到日常化,已形成企业管理的习惯(随时随地实施5S),不再以活动的形式开展