缠绕玻璃钢管道轴向强度设计
- 格式:pdf
- 大小:1.24 MB
- 文档页数:4
缠绕玻璃钢管道技术特性及参数1、缠绕玻璃钢管道技术特性及参数:与其它材料的管道比较,往复交叉缠绕玻璃钢管道具有以下显著的特性:(1)耐腐蚀性强:玻璃钢材能抵酸、碱、盐、海水、未经处理的污水,腐蚀性土壤或众多化学介质的侵蚀,有一般情况下,钢管使用年限为15年,铸铁管为5-10年,而往复交叉缠绕玻璃钢管道则可使用50年以上。
(2)耐气候性、抗老化性能好:往复交叉缠绕玻璃钢管道可有-40C―80C的范围内长期使用,采用特殊配方的管道还在100C以温度正常工作。
(3)工程寿命长安全可靠:往复交叉缠绕玻璃钢管道设计安全系数为6,其工程寿命可长达50-100年。
(4)重量轻、强度高、运输安装方便:往复交叉缠绕玻璃钢管道的比重为1、6-2.0,管的环向拉伸强度为340Mpa,轴向拉伸强度为180Mpa,与相同的压力、相同管径的其他材质比较,重量约为铸铁管的1/4,约为混凝土管的1/10,因此,运输安装十分方便。
(5)摩阻小,输送能力高:往复交叉缠绕玻璃钢管道内壁非常光滑,糙率和摩阻力很小,计算水力学所采用哈森.威廉系数C可长期保持在145-150的范围内,糙率数为0.0084,测试得到的水流摩阻损失F=0.000915,与混凝土管F=0.00232和钢管F=0.00179相比,能显著减少沿程的液体压力损失,提输送能力20%以上。
因此在输送同等流量时,玻璃管径可比钢管、砼管缩小一个等级,若用动力输送介质,可节约能耗15%左右。
(6)设计灵活性大:纤维缠绕玻璃管制品,可以通过改变树脂系统或增强材料来调整玻璃钢管的物理和化学性能,以适应不同介质和工作条件的需要,通过结构层的设计来调整管的承载能力,制造不同压力等级和刚度等级的管道,或制造成具有某种特殊性能的产品。
这是其它管材相比,自身不生锈、不结垢、不滋生微生物、藻类物质对水质不造成二次污染。
往复交叉缠绕玻璃钢管道技术参数如下:A、管道:环向抗拉强度:340MPA,轴向抗拉模量:12.5GPA轴向抗拉强度:150MPA,剪切模量:7GPA面剪切强度:50MPA,比重:1.6-2.0垂直剪切强度:60MPA,环向拉伸最小极限应变:1.2%环向抗拉模量:25GPA,环向弯曲最小极限应变:1.5%B、管件:拉伸强度:140MPA,拉伸模量:9.5GPA弯曲强度:135MPA,弯曲模量:9.0GPA压缩强度:130MPAC、玻璃钢物理综合性能:巴柯尔硬度:40 断裂延伸率:0.8%泊松系数:0.3 氧指数:30%热膨胀系数粗糙率:0.00842、往复交叉缠绕玻璃钢管道加工工艺说明:(1)工艺方法:本公司生产工艺采采用目前世界流行的往复式纤维缠绕工艺方法生产夹砂和纯往复交叉缠绕玻璃钢管道及其制品,在这种工艺方法中,浸胶槽随转动的芯模作往复运动,纤维相对芯模铺放,辅放角(即缠绕角)受浸胶槽的移动速度和芯模转速按比例控制,浸胶槽的平移运动由计算机控制,缠绕过程中,缠绕层逐渐增加,达到设计壁厚为止,缠绕完成后,使制品中的树脂基体固化,固化后从往复交叉缠绕玻璃钢管道中脱出芯模,进入下一道工序。

玻璃钢管道的缠绕方式
1. 准备工作,首先要准备好玻璃纤维和树脂,根据设计要求选择合适的玻璃纤维类型和树脂类型。
同时要准备好管道的模具和相应的工具。
2. 表层涂覆,在模具表面先涂覆一层树脂,然后在树脂表面铺设一定厚度的玻璃纤维布,使其与树脂充分浸润。
3. 缠绕层,经过表层涂覆后,开始进行玻璃纤维和树脂的交替缠绕,通常是采用机械或手工进行缠绕,确保每一层都能充分浸润树脂并与前一层紧密结合。
4. 固化,玻璃钢管道缠绕完成后,需要进行固化处理,使树脂充分固化,确保管道的强度和稳定性。
在实际生产中,玻璃钢管道的缠绕方式还会受到管道直径、厚度、工艺要求等因素的影响。
一般来说,缠绕方式可以采用轴向缠绕、螺旋缠绕等不同的方式,以满足不同工程项目的需求。
总的来说,玻璃钢管道的缠绕方式是一个复杂的工艺过程,需
要严格按照工艺要求进行操作,以确保制作出质量可靠的玻璃钢管道产品。

玻璃钢管道设计说明玻璃钢管道因为其构成材料的特性具有一定的特殊性,因而在结构设计方面一般和其他各向异性材料有较大的差异。
针对使用场合一般设计分为地上管和地下管两种。
另外由于玻璃钢管道结构的设计不仅仅是力学上强度、刚度方面的计算更重要的是工艺设计的合理和完善,才能满足力学设计的要求。
因此,整个玻璃钢管道的设计程序是比较复杂的,它的设计过程有三大方面:1.性能(功能)设计2.结构(强度、刚度)设计3.工艺设计上述三个方面是不能截然分开的相互有关的几个部分,性能设计是要充分考虑最终产品的使用条件,设计出具有与几个有要求性能相符合的特性的纤维增强塑料(比如管道的耐磨蚀性能)结构设计是根据几个承受的载荷,使用环境,设计出不使材料产生破坏既有害的变形的结构尺寸,确保安全可靠,工艺设计则是要在保证上述两点要素的过程中尽可能使成型方便,成本低廉。
确定要求的性能(数据)当一确定几个要求的特性、规格和大致形状后(这方面的数据一般由用户提出)就必须确定实际使用中的载荷条件,然后再考虑纤维增强塑料的原材料、成型材料及由规定的试验方法测得的材料性能造出认为大致合适的材料,在规定的外力情况下,根据材料特性用结构计算方法求出几个产生的的应力、应变等。
在考虑了设计准则中几个规定的安全系数、许用应力等之后确定出结构尺寸,然后根据缠绕机的控制参数要求,设计出缠绕程序进行生产。
下面我们简要介绍纤维增强地上管道的结构和工艺设计过程。
主要公式和工艺按照意大利威德罗乐丙娜公司的工程设计手册:一、工艺设计对于一般的工业用耐腐蚀玻璃钢管的生产工艺,不论是地上管还是地下管基本的组成由几个部分组成:1.1内衬内一层“c”玻璃表面毡一层纤维含量为100g/m2的喷射纱和一层人造纤维网构成,整个内衬的树脂含量为2700g/m2,内衬的厚度为1-2.5mm,内衬的强度在计算管结构时不予考虑。
1.2大口径玻璃钢管道和储罐试生产工作总结:试生产的目的:大口径玻璃钢管道和储罐的生产和制造在我国是刚刚起步,在我们省内尚是首家,不论是在制造经验还是在使用效果上都缺乏数据,我们引进意大利威德罗乐丙娜公司的生产设备和工艺的技术上的先进性和合理性,必须等到考证才能进一步发挥其作用,同时对工厂的正式投产提供可靠的依据,全于此目的,我们厂于89年三月底即对意大利提供的设备和工艺在意方专家的指导下进行投料试生产。

玻璃钢管道受压强度设计值fb 玻璃钢管道是一种比较常见的管道材料,具有优异的耐腐蚀性能和机械性能。
在设计玻璃钢管道时,受压强度设计值fb是必须考虑的一个重要参数。
下面将详细介绍玻璃钢管道受压强度设计值fb的计算和相关的设计原则。
1.玻璃钢管道的基本特性玻璃钢管道是由玻璃纤维和树脂复合材料制成的管道,具有以下几个特点:(1)耐腐蚀:玻璃纤维对酸碱和其他化学物质有很好的稳定性,因此玻璃钢管道具有优异的耐腐蚀性能;(2)机械强度高:玻璃钢管道具有很高的机械强度,能够承受较大的内压和外力;(3)重量轻:相比金属管道,玻璃钢管道的重量更轻,便于安装和维护。
2.玻璃钢管道受压强度设计值的定义和计算玻璃钢管道的受压强度设计值fb是指在一定条件下,管道能够承受的最大内压力。
其计算公式如下:fb = β * fs / γm其中,β为安全系数,fs为强度设计值,γm为密度系数。
3.玻璃钢管道受压强度设计值的设计原则(1)安全系数β的确定:安全系数β的大小与管道的使用环境和要求有关。
一般情况下,β的取值范围为2.5-4,取较大值可提高管道的安全性能。
(2)强度设计值fs的确定:强度设计值取决于玻璃钢管道的材料性能和制造工艺。
根据相关标准和规范的要求进行计算和选择。
(3)密度系数γm的确定:密度系数γm反映了玻璃钢管道的重要性能指标,即管道的承重能力。
一般情况下,γm的取值为1.3-1.5。
4.玻璃钢管道受压强度设计值的应用玻璃钢管道的受压强度设计值fb主要应用于以下几个方面:(1)设计阶段:在进行玻璃钢管道的设计时,需要根据管道的使用条件和要求计算fb的值,并结合实际情况进行设计。
(2)选材阶段:设计师在选择玻璃钢材料时,需要参考材料的强度设计值fs和玻璃钢管道的使用环境,以确保所选材料的安全性能。
(3)施工阶段:在玻璃钢管道的施工过程中,需要进行质量检查和验收,确保管道的实际情况与设计要求相符,并保证fb的值在管道的使用寿命内具有合理的安全性能。
定长缠绕和离心浇铸工艺的比较
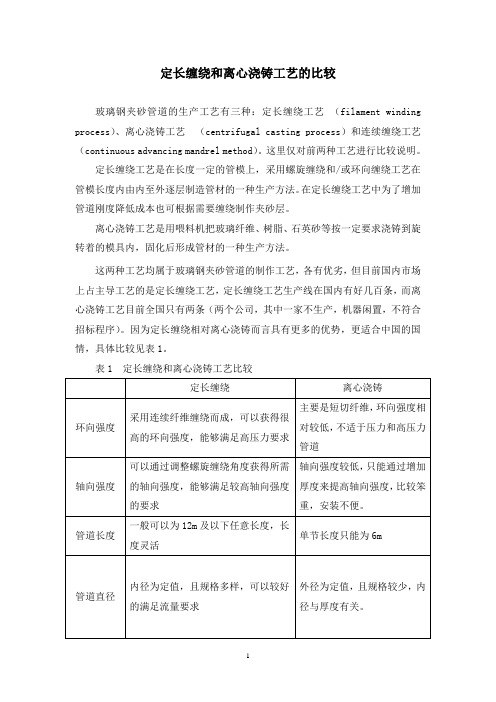
玻璃钢夹砂管道的生产工艺有三种:定长缠绕工艺(filament winding process)、离心浇铸工艺(centrifugal casting process)和连续缠绕工艺(continuous advancing mandrel method)。
这里仅对前两种工艺进行比较说明。
定长缠绕工艺是在长度一定的管模上,采用螺旋缠绕和/或环向缠绕工艺在管模长度内由内至外逐层制造管材的一种生产方法。
在定长缠绕工艺中为了增加管道刚度降低成本也可根据需要缠绕制作夹砂层。
离心浇铸工艺是用喂料机把玻璃纤维、树脂、石英砂等按一定要求浇铸到旋转着的模具内,固化后形成管材的一种生产方法。
这两种工艺均属于玻璃钢夹砂管道的制作工艺,各有优劣,但目前国内市场上占主导工艺的是定长缠绕工艺,定长缠绕工艺生产线在国内有好几百条,而离心浇铸工艺目前全国只有两条(两个公司,其中一家不生产,机器闲置,不符合招标程序)。
因为定长缠绕相对离心浇铸而言具有更多的优势,更适合中国的国情,具体比较见表1。
表1 定长缠绕和离心浇铸工艺比较。

《玻璃钢产品设计》课程任务报告书项目四玻璃钢管道设计复材141 第 11 组项目负责人:项目组成员:起止时间:指导老师:杨娟绵阳职业技术学院材料工程系2015-2016 学年第2学期玻璃钢产品设计课程任务书班级复材141 部门(组)第11 组任务项目四一、任务题目:任务一:根据已知设计条件,合理设计玻璃钢架空管道。
设计条件:管道内径d=200mm;工作压力:p w=;支撑架距离L=460cm;介质密度:ρL=m3;安全系数:K=10设计内容:1. 合理选择原材料;2. 设计管道生产壁厚; 3. 确定生产工艺方法。
任务二:根据已知条件,设计埋地夹砂管道。
设计条件:管道直径D=1400mm,埋深H=600mm,最大工作内压P=,要求允许通过20t载重汽车。
回填土为不紧固砂质粘土,其密度ρ土= m3;基础支撑角2α=120°,在5%挠度下管的最小刚度等级大于2500Pa。
管道结构缠绕层的环向弹性模量E=20Gpa,环向φ强度σb=330Mpa,强度设计安全系数取K f=6,许用应变[ε]=%,容许径向挠度δ=5%。
设计内容:确定管道的生产壁厚。
二、任务内容和要求:(1)内容及要求:1. 通过查阅资料选择玻璃钢管道各层所用的原材料;2. 分析已知条件,初步确定管道壁厚;3. 选择合适的生产工艺方法,并确定相应参数;(2)任务报告要求任务报告内容包括封面、任务书、正文、总结(收获体会)、参考文献。
任务报告统一用A4纸打印,版面边距上空,下空2cm,左空,右空2cm;正文用宋体小四号字;页码底端居中,小五号字;行间距:固定值19磅。
(3)进度要求:任务下达日期:2016 年4月 5 日任务完成日期:2016 年4月15 日(4)其它要求各组成员必须服从组长安排,积极配合、认真完成下达任务并按时提交任务报告。
任务一:根据已知设计条件,合理设计玻璃钢架空管道。
设计条件:管道内径d=200mm;工作压力:p w=;支撑架距离L=460cm;介质密度:ρL=m3;安全系数:K=10设计内容:1. 合理选择原材料;2. 设计管道生产壁厚; 3. 确定生产工艺方法。
玻璃钢制品缠绕形式的确定根据纤维在芯模表面的排列状况,缠绕线型可归纳为环向缠绕、纵向缠绕和螺旋缠绕三种。
一、环向缠绕环向缠绕是芯模绕自身匀速转动,绕丝嘴沿芯模筒体轴线平行的方向移动,芯模每转一周,绕丝嘴移动一个纱片宽度,如此循环,直至纱片均匀布满芯模筒身段表面为止。
环向缠绕只能在筒身段进行,只提供环向强度。
环向缠绕角(纤维在芯模表面的切向方向与芯模轴线的夹角)通常在85°-90°之间,环向缠绕参数关系图(图5-1)和计算公式(5-1、5-2)如下:W=兀•D•ctgα (5-1)b=兀•D•cosα(5-2)式中:D—芯模直径b -纱片宽a—缠绕角W-纱片螺距从图中得出,当缠绕角小于70°时,纱片宽度就要求比芯模直径还大,这是不可能的,因此环向缠绕时,缠绕角必须大于85°的原因。
二、纵向缠绕纵向缠绕又称平面缠绕,图5-2a。
缠绕过程中,绕丝嘴在固定平面内作匀速圆周运动,芯模绕自身慢速旋转。
绕丝嘴每转一周,芯模转动一个微小角度,反映在芯模表面等于一个纱片的宽度。
纱片与芯模轴线的夹角称为缠绕角,其值小于25°。
纱片依次连续缠绕到芯模上,各纱片均与极孔相切,相互间紧挨着而不交叉。
纤维缠绕轨迹近似为一个平面单圆封闭曲线。
平面缠绕基本线型图5-2b。
式中:r1、r2-----两封头的极孔半径Lc------筒身段长度Le1、Le2------两封头高度若两封头极孔相同(即r1=r2=r),封头高度相等(即Le1=Le2=Le)则平面缠绕的速比i为芯模转速Zm和单位时间绕丝嘴绕芯模旋转次数n的比值,若纱片的宽度为b,缠绕解为α,则速比为平面缠绕适用于球形、椭球形及长径比小于1的短粗筒形容器的生产。
平面缠绕容器封头上(极孔处)纤维有严重架空现象,为了减少纤维架空对制品质量的影响,一般在缠绕不同层次时,使缠绕角α值在一定范围内变化,以分散纤维在端头部的堆积。
环向缠绕和纵向缠绕在一定条件下,可以看作螺旋缠绕的特例。
纤维缠绕环管的结构设计及强度分析纤维缠绕环管是一种新型加工工艺,它可以为工业管道设计提供更高的强度、更低的成本和更快的安装时间。
在结构设计方面,本文将以纤维缠绕环管的结构设计和强度分析为研究内容,探讨纤维缠绕环管的结构特性和强度参数的确定,并对纤维缠绕环管的强度表现进行分析。
纤维缠绕管是一种复杂的加工,它将一根管子和缠绕的纤维缠在一起,形成一种螺旋状的管道。
许多研究表明,缠绕纤维可以提高管子的强度。
缠绕管的结构设计包括三个部分:内管壁、外管壁和缠绕层。
内管壁表面即为管子的表面;外管壁由纤维缠绕织物组成;缠绕层是由纤维缠绕织物构成的多层复合结构。
在结构设计时,要考虑缠绕层的厚度和直径、外管壁的厚度和直径以及纤维缠绕织物的材料特性,以确定管子的形状和尺寸,并考虑它们之间的结构比例。
在分析纤维缠绕管的强度时,应考虑几种因素:缠绕织物的材料性能、织物的强度、内管壁和外管壁的厚度、缠绕层的厚度、管壁的形状、外管壁的直径和直径比。
在计算强度时,可以使用钢材材料的抗压能力和弯曲能力,也可以考虑塑料材料,如高分子、聚氯乙烯和聚氨酯。
除此之外,还可以考虑渗透性、吸引力和耐腐蚀性等参数。
纤维缠绕环管的结构设计和强度分析是一个复杂的过程。
它考虑的因素繁多,例如织物的强度、机器的工作状态、材料的特性、温度、水分含量等。
为了确定管子的合理结构,我们必须选择合适的材料、选择合理的工艺参数、利用原子力显微镜和电子显微镜等技术,对织物的结构进行检测,并对其强度特性和损坏情况进行分析。
另外,为了准确地确定缠绕管的强度,我们还需要考虑力学计算,根据结构形状、力学参数和缠绕层的复杂结构,对管壁的强度进行详细的分析和计算。
总的来说,纤维缠绕环管的结构设计和强度分析非常复杂,它必须包括合理的材料选择、结构设计、力学计算以及检测和分析。
通过正确的设计,可以提高管子的强度,为社会需求提供更安全、经济和质量更高的管道。
玻璃钢缠绕管道的基本工艺及性能一、管壁基本构造管壁结构在玻璃钢中,由拉伸强度很高的玻璃纤维起着骨架增强作用,而耐压耐磨性较强的合成树脂则作为基本材料粘结纤维,使其起共同的成型和承载作用。
内衬层、外保护层——管壁的内、外表面,由玻璃纤维毡、表面毡和耐腐蚀性高强的树脂组成,其中纤维重量约占10%,树脂重量约占90%,内衬层使管道形成一层密实、光滑、坚硬的外壳,以增加管道的防渗性、耐久性和耐腐性。
结构层——由交叉缠绕的玻璃纤维粗纱作为增强骨架,以聚酯树内衬层 缠绕 层 缠绕 层 外保护 层表面内衬层 次内 衬 层 环 向 层 交叉缠绕 层 交叉缠绕 层 环 向 层 防老化树脂 层脂作为粘结基体。
二、先进的制作工艺目前我公司采用的是往复式定长缠绕工艺,使用目前比较先进的二轴纤维缠绕机。
同时可以生产两件同样规格的玻璃钢管道。
缠绕控制采用计算机实时自动控制可以完成环向-交叉-环向等全自动控制。
生产过程中可以不需人工操作,大大提高产品质量。
接口部份采用我公司专利快速接头连接。
密封性能优良,安装方便可满足5Mpa以下压力管道的使用。
三、基本性能一):性能概述高强度:环向强度:500Mpa,轴向拉伸强度320Mpa,纤维增强,强度可设计性。
高刚度:树脂-缠绕纱结构层。
1250、2500、3750、5000、7500、10000N/m2及以上.防渗漏:富树脂内衬层和高致密度结构层,里外防漏。
重量轻:一般只有同口径钢管的1/4,水泥管的1/10,安装费用低。
耐腐蚀:耐腐性能特别优异,可输送腐蚀介质和任何污水。
输水性能好:采用食品级树脂,水质优良、无任何异味,且长期使用不结垢,避光条件下不产生微生物。
内壁光滑:水力摩阻系数小且长期稳定,具有可观的节能效益。
抗冻性能好:水结冰后不冻裂。
保温性能好:导热系数值为钢管的1/233。
阻燃性好:阻燃指数大于30。
使用寿命长:按50年设计,唯一将使用寿命写进国内外标准的产品。
二):玻璃钢管道的优点与其他材质的管道比较,玻璃管道具有以下一些显著的优点:1.耐腐蚀性。