19-铁路货车352226X2-2RZ型、353130X2-2RZ型和353130A型轴承工程塑料保持架技术条件
- 格式:pdf
- 大小:305.04 KB
- 文档页数:16
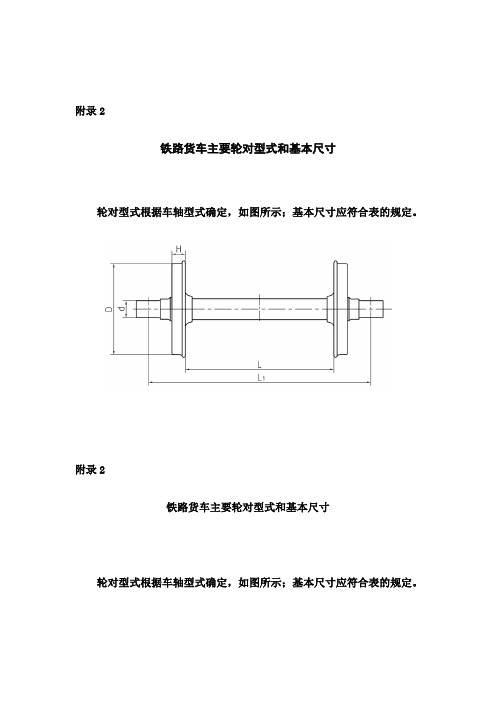
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图所示;基本尺寸应符合表的规定。
附录2铁路货车主要轮对型式和基本尺寸轮对型式根据车轴型式确定,如图所示;基本尺寸应符合表的规定。
图滚动轴承轮对表附录3铁路货车车轴型式、基本尺寸和理化性能车轴型式和基本尺寸车轴型式如图—1所示,基本尺寸应符合表的规定。
图滚动轴承车轴表附录4铁路货车车轮型式、基本尺寸和理化性能车轮型式和基本尺寸符合标准TB/T2817-1997的辗钢整体车轮型式如图所示,基本尺寸应符合表的规定。
图 TB/T2817-1997标准的辗钢整体车轮表符合TB/T1013-1999标准的铸钢整体车轮型式如图所示,基本尺寸应符合表的规定。
表符合GB/T8601-1988标准的辗钢整体车轮型式如图所示,基本尺寸应符合表的规定。
图 GB/T 8601-1988标准的辗钢整体车轮表车轮的理化性能车轮的化学成分(TB/T2817—1997)车轮的化学成分(熔炼分析)应符合表的规定。
表注:Cr、Ni、Cu的含量均不大于%,且Cr+Ni+Cu不大于%。
(TB/T1013—1999)车轮的化学成分(熔炼分析)应符合表的规定。
表(GB/T 8601-1988)车轮的化学成分(熔炼分析)应符合表的规定。
表注:Cr、Ni、Cu的含量均不大于%。
车轮的机械性能(TB/T2817—1997)车轮的机械性能应符合表的规定。
表(TB/T1013—1999)车轮的机械性能应符合表的规定。
表(GB/T 8601—1988)车轮的机械性能应符合表的规定。
表车轮轮缘踏面外形车轮轮缘踏面(LM型)外形如图所示,外形系列尺寸符合表的规定。
车轮轮缘踏面(LM型)外形的作图方法须符合TB/T449-2003《机车车辆车轮轮缘踏面外形》标准。
表车轮轮缘踏面(LM型)外形系列尺寸。


轮轴修理规程部分2012年6.1 轮轴须与转向架分离。
分解挡键时不得伤及轴承及其附件。
6.2 滚动轴承均须退卸。
退卸前对滚动轴承进行修程判定,并按规定记录轮对、轴承信息,建立《轮轴卡片》。
6.3 轮对各部表面的油漆及锈垢须清除,车轴外露部位、车轮辐板须露出基本金属面。
6.4 车轴外露部位、加工和再加工部位、轮对须按规定进行湿法磁粉探伤和超声波探伤检查,车轴重新组装前须进行全轴穿透探伤和湿法磁粉探伤检查。
6.5 轮对、车轴、车轮、轴承及附件须按规定进行外观检查、尺寸测量和修理。
图样为SLH26-00-02 26的旧型前盖不得使用。
6.6 轮对须按规定分解、加工、检修及组装。
车轴轮座终加工须采用磨削加工工艺;车轴卸荷槽或轴颈根部圆弧锈蚀时须用00号砂布或粒度不小于P150的砂布蘸油打磨,打磨后凹陷深度不大于0.05mm。
6.7 轴承零部件须按规定分解、清洗、探伤、外观检查、修理和组装。
轴承清洗须采用具有清洗介质过滤功能的设备;轴承组装时,须对轴承外圈牙口配合面尺寸与密封罩配mm。
合面逐个检测,选配组装。
353130B型轴承大修、一般修后装配高为180.6 +0.71-1.516.8 轴承一般修须设置专检工序,检测器具须配置齐全。
6.9 轴承须按规定选配和压装,压装过程中须转动检查,压装后须进行压装到位检查。
6.10 轴端螺栓须集中清洗、集中检查,制造时间超过10年的轴端螺栓不得装用。
轴端螺栓安装时须使用能够计量扭力矩的装备均匀紧固。
6.11 轮对、轴承、标志板须按规定刻打、涂打标记。
6.12 轮轴组装、检修后,须在车轴轴身、防尘板座、车轮、前盖、后挡外表面非配合部位均匀涂刷醇酸清漆,车轮踏面、轮辋内、外侧面、经磷化处理且状态良好的前盖、后挡除外。
6.13 轮轴装车须符合下列要求:6.13.1 装车使用的轮轴须符合轮轴厂修质量标准。
6.13.2 同一转向架不得混装不同型号的轮轴,有特殊规定者除外。
6.13.3 同一轮对两车轮直径差不大于1mm。
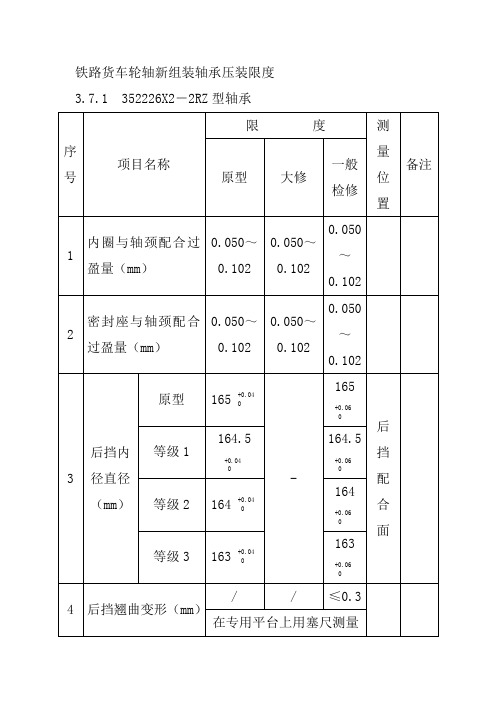
铁路货车轮轴新组装轴承压装限度3.7.1 352226X2-2RZ型轴承序号项目名称限度测量位置备注原型大修一般检修1 内圈与轴颈配合过盈量(mm)0.050~0.1020.050~0.1020.050~0.1022 密封座与轴颈配合过盈量(mm)0.050~0.1020.050~0.1020.050~0.1023 后挡内径直径(mm)原型165 +0.04-165+0.06后挡配合面等级1164.5+0.04164.5+0.06等级2 164 +0.04164+0.06等级3 163 +0.04163+0.064 后挡翘曲变形(mm)/ / ≤0.3 在专用平台上用塞尺测量5 后挡内径圆度(mm)/ / ≤0.16 后挡与防尘板座的配合过盈量(mm)0.018~0.0850.010~0.0850.010~0.0857 压装力(kN)58.8~24558.8~24558.8~2458 压装终止贴合压力(kN)392~4419 压装后的轴向游隙(mm)0.075~0.500.075~0.500.075~0.5410 测轴向游隙推(拉)力(N)294~490294~490294~49011 轴端螺栓拧紧力矩(N·m)216~226216~226216~2263.7.2 SKF 197726型轴承序号项目名称限度(mm)测量位置备注原型大修一般检修1轴承内圈与轴颈配合过盈量(mm )0.050~0.1020.050~0.1020.050~0.1022密封座与轴颈配合过盈量(mm ) 0.050~0.1020.050~0.102 0.050~0.1023 后挡内径直径(mm ) 原型165 +0.04-165 +0.06后挡配合面等级1 164.5+0.04164.5 +0.06 0等级2164 +0.040 164 +0.060 等级3163 +0.04163 +0.060 4 后挡翘曲变形(mm )//≤0.3在专用平台上用塞尺测量5 后挡内径圆度(mm ) //≤0.16后挡与防尘板座配合过盈量(mm )0.018~0.085 0.018~0.085 0.018~0.0857 压装力(kN ) 58.8~24558.8~24558.8~2458 终止贴合压力(kN ) 392~441 9压装后轴向游隙(mm )0.025~0.5080.025~0.540 0.025~0.54010 测轴向游隙推(拉)力(N )294~490 294~490294~49011 轴端螺栓拧紧力矩(N ·m )216~226216~226216~2263.7.3 353130A 型和353130X2-2RZ 型轴承序号项 目 名 称限 度测量 位置 备注原型 大修一般检修 1内圈与轴颈配合过盈量(mm )0.051~0.101 0.051~0.101 0.051~0.1012密封座与轴颈配合过盈量(mm )0.051~0.1010.051~0.1010.051~0.101适用于353130X2-2RZ 型 3 后挡内径直径(mm )原型180 +0.04-180 +0.06后挡配合面等级1 179.5+0.04 0179.5+0.06 0等级2179+0.04 0179+0.06 04后挡翘曲变形(mm )/ /≤0.3在专用平台上用塞尺测量序号项目名称限度测量位置备注原型大修一般检修5 后挡内径圆度(mm)/ / ≤0.16 后挡与防尘板座的配合过盈量(mm)0.018~0.0850.010~0.0850.010~0.0857 压装力(kN)58.8~245 58.8~24558.8~2458 压装终止贴合压力(kN)392~4419 压装后的轴向游隙(mm)0.10~0.540.10~0.540.10~0.541 0 测轴向游隙推(拉)力(N)294~490294~490294~4901 1 轴端螺栓拧紧力矩(N·m)315~345315~345315~3453.7.4 353130B(C353130)型和CTBU150(SKF ITALY V OR-7030A)型轴承序号项目名称限度测量位置备注原型大修一般检修1 内圈与轴颈配合过盈量(mm)0.051~0.1010.051~0.1010.051~0.1012 后挡内径直径(mm)原型180 0-0.1-180 +0.02-0.10后挡配合面等级1 179.5 0-0.1179.5+0.02-0.10等级2 179 0-0.1179 +0.02-0.103 后挡翘曲变形(mm)/ / ≤0.3 在专用平台上用塞尺测量4 后挡内径圆度(mm)/ / ≤0.15 后挡与防尘板座配合过盈量(mm)0.058~0.1850.058~0.1850.058~0.1856 压装力(kN)58.8~245 58.8~24558.8~2457 终止贴合压力(kN)313.6~352.8313.6~352.8313.6~352.88 压装后轴向游隙(mm)0.05~0.450.05~0.450.05~0.459 测轴向游隙推(拉)力(N)294~490 294~490294~49010 轴端螺栓拧紧力矩(N·m)315~345 315~345315~3453.7.5 F-808997.TAROL150/250-B-TVP型轴承序号项目名称大修限度备注公制英制1 内圈与轴颈配合过盈量(mm)0.051~0.1012密封座与轴颈配合过盈量(mm)0.051~0.1013 后挡与防尘板座的配合过盈量(mm)0.018~0.0854 压装后的轴向游隙(mm)≤0.5 保证轴承手动旋转灵活。

2019年32期研究视界科技创新与应用Technology Innovation and Application有关铁路货车352226X2-2RZ 型轴承密封装置的探讨张红杰(神华铁路货车运输有限责任公司陕西分公司,陕西榆林719316)引言近年来,我国铁路事业迅速发展,铁路货运在交通运输行业的地位呈逐年上升的趋势,据不完全统计,截止至2018年,我国铁路货车数量约为89万辆,其中60吨重载货车占到全部货车数量的一半以上,70吨货车占有比例达到45%,80吨及以上货车也达到了5%的保有量,由此可见重载铁路货车已成为当前乃至未来一段时间内铁路货运界的中坚力量。
随着货运铁路使用频率和使用年限的增加,其安全运行问题也成为人们重点关注的问题之一,在铁路货车的众多组成结构中,货车轴承发挥着不可替代的重要作用,其中轴承密封质量的好坏对铁路货车的安全性有直接的影响,因此为了实现铁路货车稳定安全的运行,对轴承的密封装置进行研究显得十分必要。
1我国铁路货车轴承的特点及发展我国既有的铁路货车轴承可以分为:21t 轴重的352226X2-2RZ 型轴承,25t 轴重的353130B 型轴承。
1978年,我国引进日本轴承生产技术,生产出了型号为197726型轴承并于1980年在国内铁路货车中大范围使用。
通过使用效果和数据记录分析,197726型轴承由于使用了钢保持架,当温度升高时,钢保持架极易出现熔化甚至断裂事故,因此当时这种轴承的使用寿命较低,一般使用寿命为四年或者40万千米。
1998年,国内铁路轴承制造公司在197726型轴承制造基础上进行了升级和改进,使用了塑钢保持架和滚子圆弧全凸度,并将升级改进后的轴承更名为SKF197726型轴承,1999年技术人员又将SKF197726轴承的密封装置该为接触式密封装置,升级改进后的货车轴承使用寿命得到了大幅度提高,平均可以使用八年或者80万千米。
2001年,在197726型轴承设计和使用经验基础上,四方所完成了352226X2-2RZ 型轴承的设计和生产,这种轴承采用迷宫式油封装置,在后期保持架也由钢保持架替换为塑钢保持架,这种轴承使用稳定性和寿命都有较好的保障,因此至今仍在铁路货车中广泛应用。
TJ/CL079-2013铁路货车352226X2-2RZ型、353130X2-2RZ型 和353130A型轴承工程塑料保持架技术条件1 范围本技术条件规定了铁路货车352226X2-2RZ型、353130X2-2RZ型和353130A型轴承工程塑料保持架的技术要求、检验方法、检验规则、标志、包装、运输、贮存和质量保证期等。
本技术条件适用于铁路货车352226X2-2RZ型新造和大修轴承用352226X2型工程塑料保持架, 铁路货车353130X2-2RZ型和353130A型新造和大修轴承用353130型工程塑料保持架(以下简称为保持架)的制造与检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T 1034—2008 塑料吸水性的测定(ISO 62:2008,IDT)GB/T 1040.2—2006 塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件(ISO 527-2:1993,IDT)GB/T 1043.1—2008 塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验(ISO 179-1:2000,IDT)GB/T 2577—2005 玻璃纤维增强塑料树脂含量试验方法(ISO 1172:1996,MOD)GB/T 2828.1—2003计数抽样检验程序第1部分按接收质量限(AQL)检索的逐批检验抽样计划(ISO 2859-1:1999,IDT)GB/T 6040—2002 红外光谱分析方法通则GB/T 9341—2008 塑料弯曲性能的测定(ISO 178:2001,IDT)GB/T 19466.3—2004 塑料差示扫描量热法(DSC) 第3部分:熔融和结晶温度及热焓的测定 (ISO 11357-3:1999,IDT) EN 12080:2007 铁路应用—轴箱—滚动轴承(Railway applications - Axleboxes - Rolling bearings)3 技术要求3.1 一般要求铁路货车轴承保持架应符合经规定程序批准的产品图样和技术条件的要求。
3.2 材料要求3.2.1 保持架材料采用经过规定程序验证的25%玻璃纤维增强聚酰胺66。
3.2.2 材料外观及性能要求应符合表1的规定。
制造中只能使用原始材料,禁止使用回收材料。
3.2.3 材料应存储于清洁、干燥室内,禁止紫外线或太阳光直射,远离热源,不得与酸、碱接触。
存储期超过一年时,需重新进行复验。
表1 材料外观及性能要求序号 项目 技术要求 检测方法1 拉伸强度 MPa ≥100 GB/T 1040.2-20062 弯曲强度 MPa ≥150 GB/T 9341-20083 缺口冲击强度kJ/m2≥20 GB/T 1043.1-20084 吸水率 % ≤2 GB/T 1034-20085 玻纤含量 % 25±2 GB/T 2577-20056 熔点 ℃ ≥250 GB/T 19466.3-20047 红外光谱 谱图峰型及主峰位置与标准谱图一致GB/T 6040-2002(ATR法)8 外观颗粒均匀、黑色;无异物;无玻纤裸露目视3.3 产品要求3.3.1保持架示意图见图1,主要尺寸、径向游动量、产品水含量、外观及内部质量应符合表2的规定。
图1 保持架示意图表2 主要尺寸、径向游动量、水含量、外观及内部质量要求3.3.2 保持架外观和内部质量应符合以下要求:a) 外观应完整,表面应平整、光滑;b) 不允许有结构性损坏,如裂纹、破损、折断等;c) 与滚子组件接触的任何边缘不应有毛刺,非工作面的毛刺高度不大于0.2mm ;不允许有超过0.3mm 深度的机械性损伤,如划伤、磕伤等缺陷;d) 任何表面不允许露出玻璃纤维;e) 不允许有明显的变形、熔接线及流痕;f) 距表面1mm 以内区域不允许有孔隙;内部允许直径1mm以下的孔隙;g) 内部不应存在杂质。
3.3.3 保持架机械性能应符合表3规定。
项目 技术要求 项点类别 备 注 352226X2 353130大端外径D φ207.5mm±0.20mm φ228mm±0.25mm B 平均值,水含量≤0.2%小端内径d φ165mm±0.40mm φ184mm±0.40mm B 平均值,水含量≤0.2%窗孔长度L 48.330.00+mm 52.630.00+mm B 水含量≤0.2%整体宽度H 64.310.020.0+−mm 68.410.020.0+−mm B水含量≤0.2%径向游动量 0.15mm~0.55mm 0.15mm~0.65mmB 三点平均值 运转灵活性左右旋转无卡滞 A — 产品水含量≥0.7% B — 外观质量符合3.3.2条款规定 B — 内部质量 符合3.3.2条款规定 B —表3 保持架机械性能 序号项目 技术要求 检验方法项点类别 备注 352226X2 353130 1弯曲断裂力 N ≥600 ≥500 EN 12080:2007 附录D A 水含量<0.1% 2 挠度mm ≥40 ≥40 A 水含量≥0.7% 4 检验方法4.1 原材料检验保持架材料物理机械性能检验方法应符合表1中的规定。
材料机械性能检测时,试样需经110℃下处理24h,干燥状态下冷却至室温后进行。
4.2 尺寸检测保持架尺寸检测时产品水含量应不大于0.2%,并采用相应精度等级的量具。
4.3 机械性能检验保持架机械性能检验方法应符合表3中规定。
弯曲断裂力检测时产品的水含量应小于0.1%,若产品含水量不小于0.1%,应在110℃下处理不少于24h,使产品水含量小于0.1%并在干燥状态下冷却至室温后进行检测;挠度检测时产品的水含量应不小于0.7%。
4.4 旋转灵活性检测将外圈套在内圈组件上,用手转动外圈进行正反两个方向的旋转灵活性检查,应转动灵活、无卡滞现象,保持架不得与内圈、外圈接触。
4.5 径向游动量检测将外圈套在内圈组件上,如图2所示。
仪表触头在保持架大端外径面位置,进行保持架径向游动量测量。
通过手指将保持架在测量方向前后平稳移动,前后两个极限位置间距离为保持架的径向游动量;应相隔120°测量3点,取平均值,应满足保持架的技术要求。
图2 径向游动量检测示意图5检验规则5.1 出厂检验5.1.1出厂检验应包括以下内容:a)原材料检验(表1规定项目);b)保持架尺寸、径向游动量、水含量和旋转灵活性;c)外观及内部质量;d)机械性能检验(表3规定项目)。
5.1.2 保持架材料按表1项目逐批检验。
5.1.3 保持架出厂检验中外观全检。
5.1.4保持架尺寸、径向游动量、水含量、旋转灵活性检测按GB/T 2828.1—2003规定;取特殊检验水平S-3;可接受的质量水平(AQL):A类项点AQL值为2.5;B类项点AQL值为4.0。
机械性能检测抽检比例为1‰,小于1000件时至少抽取一件。
5.2 型式检验5.2.1在下列情况下应进行型式检验:a)产品初次生产时b)定型产品转厂生产时;c)批量连续生产达到3年时;d)停产超过一年再次恢复生产时;e)产品设计、原材料、工艺有重大改变时。
5.2.2 型式检验应包括表1、表2及表3中规定的全部项目。
6 标志、包装、运输、贮存和使用要求6.1保持架标记:制造厂家代号、产品型号、模具号、生产年月等标识,阳字,字高2.5mm,字迹清晰。
6.2 保持架应用塑料袋密封后装入包装箱,外包装不得出现破损或雨淋;内包装不得出现敞口、进水及液体浸泡等现象。
6.3 保持架应整箱存储于清洁、干燥的室内,并按制造日期顺序依次摆放,实行先进先出的原则。
存储期自生产日期至装用之日不应超过12个月。
6.4保持架在存储时应放置在原包装箱和密封塑料袋内,禁止紫外线或太阳光直射,远离热源,不得与酸、碱接触。
6.5 运输过程中应做好包装箱防潮、防水工作并严禁挤压和撞击,装卸过程中严禁摔、扔和踩踏包装箱等。
6.7产品出厂时应有质量检验部门出具的检验报告和检验合格证,合格证应包括以下内容:a)制造单位名称或代号;b) 型号;c) 产品名称、数量;d) 检验部门及检验人员印章;e) 生产日期。
7 质量保证7.1 在正常运用和维护条件下,装用在新制352226X2-2RZ型、353130X2-2RZ型和353130A型轴承上的保持架自首次装车之日起在运用8年或80万公里(以先到为准)内,装用在大修352226X2-2RZ型、353130X2-2RZ型和353130A型轴承上的保持架自首次装车之日起在运用7年或70万公里(以先到为准)内,确因保持架材料缺陷或制造质量原因造成的行车事故,由保持架制造厂负责,并承担由此造成的直接经济损失。
7.2在正常运用和维护条件下,装用在新制、大修滚动轴承上的保持架自首次装车之日起在运用12个月内,确因保持架材料缺陷或制造质量原因造成的轴承故障,由保持架制造厂负责免费提供新品保持架。
另:舍弗勒(宁夏)有限公司按如下技术条件生产352226X2-2RZ 型新造和大修轴承用工程塑料保持架。
铁路货车352226X2-2RZ型轴承工程塑料保持架技术条件1范围本技术条件规定了铁路货车352226X2-2RZ型新造轴承和352226X2-2RZ型大修轴承KF.804370 TVP工程塑料保持架(以下简称为保持架)的技术要求、检验方法、检验规则、标志、包装、运输、贮存和质量保证期等。
本技术条件适用于铁路货车352226X2-2RZ型新造轴承和352226X2-2RZ型大修轴承保持架的制造与检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T 1034—2008 塑料吸水性的测定(ISO 62:2008,IDT)GB/T 1040.2—2006 塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件(ISO 527-2:1993,IDT)GB/T 1043—2008 塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验(ISO 179-1:2000,IDT)GB/T 2577—2005 玻璃纤维增强塑料树脂含量试验方法(ISO 1172:1996,MOD)GB/T 2828.1—2003计数抽样检验程序第1部分按接收质量限(AQL)检索的逐批检验抽样计划(ISO 2859-1:1999,IDT)GB/T 6040—2002 红外光谱分析方法通则GB/T 9341—2008 塑料弯曲性能的测定(ISO 178:2001,IDT)GB/T 19466.3—2004 塑料差示扫描量热法(DSC) 第3部分:熔融和结晶温度及热焓的测定 (ISO 11357-3:1999,IDT) TB/T 2235-2010 铁道车辆滚动轴承EN 12080:2007 铁路应用—轴箱—滚动轴承(Railway applications - Axleboxes - Rolling bearings)3 技术要求3.1 一般要求铁路货车轴承保持架应符合经规定程序批准的产品图样和技术条件的要求。