汽车零部件油漆涂层技术规范 (长安汽车)
- 格式:pdf
- 大小:360.78 KB
- 文档页数:17
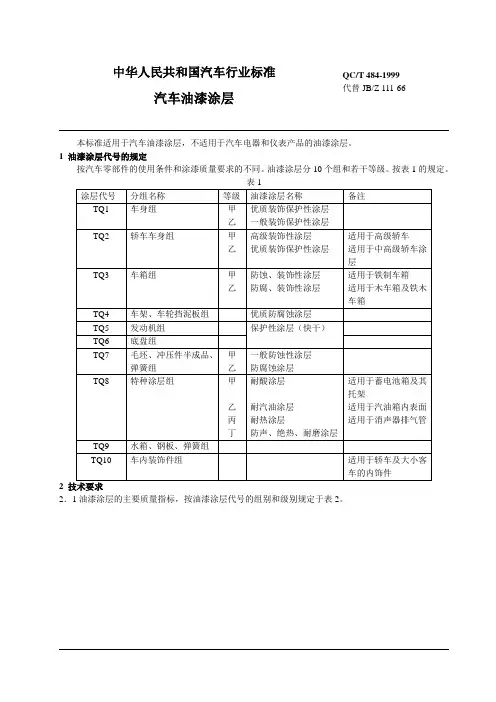
中华人民共和国汽车行业标准汽车油漆涂层本标准适用于汽车油漆涂层,不适用于汽车电器和仪表产品的油漆涂层。
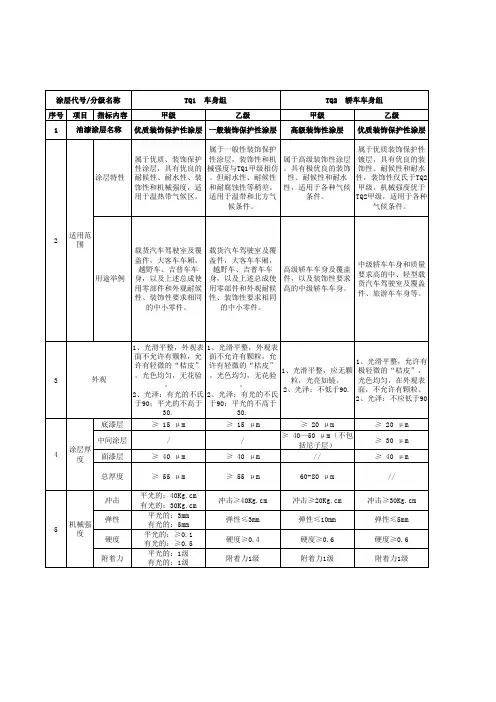
1 油漆涂层代号的规定按汽车零部件的使用条件和涂漆质量要求的不同。
油漆涂层分10个组和若干等级。
按表1的规定。
表12 技术要求2.1油漆涂层的主要质量指标,按油漆涂层代号的组别和级别规定于表2。
QC/T 484-1999 代替JB/Z 111-662.2整车的漆膜应完整,不允许有露底(包括焊缝、封闭内腔)和碰伤的表面。
在总装的过程中,应加强对车身及覆盖件的油漆涂层的保护。
在总装后车架、底盘等应补漆。
2.3汽车零部件油漆涂层的颜色,本标准不做统一规定。
由各企业根据零部件的用途和用户的要求确定。
3 标注根据汽车各零部件的使用条件、涂层质量要求,选择油漆涂层的代号和等级。
例如:高级轿车车身装饰性涂层,在产品图纸上的标注如下:漆以TQ2甲QC/T484-1999。
4 检验4.1油漆涂层质量指标的检验方法,按下述规定:4.1.1漆膜外观:与标准版目测比较。
4.1.2漆膜光泽:按GB/T1764-1979《漆膜光泽度测定法》测定。
4.1.3漆膜厚度:按GB/T1764-1979《漆膜厚度测定发》测定。
4.1.4冲击强度:按GB/T764-1979《漆膜耐冲击测定法》测定。
4.1.5弹性:按GB/T1731-1979《漆膜柔韧性测定法》测定。
4.1.6硬度:按GB/T1730-1979《漆膜硬度测定发(摆杆法)测定》。
4.1.7耐碱性:采用以下两种检验方法测定:a)把涂漆的样板,浸入泥土80±2℃的碳酸氢钠水溶液中,经过是10min后,检查漆膜被溶解的状况;b)把涂漆的样板,浸在55±1℃含0.1 NaOH水溶液中,经过10min后,检查漆膜被溶解的情况。
4.1.9耐酸性:将0.1NH3SO4溶液,滴在被试样板上,在20℃下经过24h后观察漆膜变化情况4.1.10耐水性:将样板浸在50±1℃的恒温水浴中,观察漆膜变化情况,加温在50±1℃保持8h,然后停止加热,在保温的设备中自然冷却16h为一个周期。
汽车标准-QC T 484-1999汽车油漆涂层中华人民共和国汽车行业标准QC/T 484—1999代替 JB/Z 111—86汽车油漆涂层本标准适用于汽车油漆涂层,不适用于汽车电器和仪表产品的油漆涂层。
1 油漆涂层代号的规定按汽车零部件的使用条件和涂漆质量要求的不同,油漆涂层分10个组和若干等级,按表1的规定。
2 技术要求2(1 油漆涂层的主要质量指标,按油漆涂层代号的组别和级别规定于表2。
(如有其他特殊要求,应在产品图纸或技术文件中注明)。
2(2 整车的漆膜应完整,不允许有露底(包括焊缝、封闭内腔)和碰伤的表面。
在总装的过程中,应加强对车身及覆盖件的油漆涂层的保护。
在总装后车架、底盘件等应补漆。
2(3 汽车零部件油漆涂层的颜色,本标准不作统—规定。
由各企业根据零部件的用途和用户的要求确定。
3 标注根据汽车各零部件的使用条件、涂层质量要求,选择油漆涂层的代号和等级。
例如:高级轿车车身装饰性涂层,在产品图纸上的标注如下:漆以TQ2甲QC,T 484—1999。
4 检验4(1 油漆涂层质量指标的检验方法,按下述规定:4(1(1 涂膜外观:与标准板目测比较。
4(1(2 漆膜光泽:按GB/T 1743—1979《漆膜光泽度测定法》测定。
4(1(3 漆膜厚度:按GB,T 1764—1979《漆膜厚度测定法》测定。
4(1(4 冲击强度:按GB,T 1732—1979《漆膜耐冲击测定法》测定。
4(1(5 弹性:按GB,T 1731—1979《漆膜柔韧性测定法》测定。
4(1(6 硬度:按GB/T 1730—1979《漆膜硬度测定法(摆杆法)》测定。
4(1(7 附着力:按GB/T 1720—1979《漆膜附着力测定法》测定。
4(1(8 耐碱性:采用以下两种检验方法测定:a)把涂漆的样板,浸入80?2?2,的NaCO水溶液中,经10min后,检查漆膜被溶解的23状况;b)把涂漆的样板,浸在55?l?含0.1NaOH水溶液中,经4h后,检查漆膜变化情况。
QJ/GAC 企业技术标准QJ/GAC 1340.009-2009汽车金属零件油漆涂层(试行)2009-04-20 发布 2009-04-22 实施广州汽车集团股份有限公司发布前言本标准由广汽集团汽车工程研究院底盘部提出。
本标准由广汽集团汽车工程研究院技术管理部归口。
本标准由广汽集团汽车工程研究院底盘部负责起草。
本标准主要起草人:王更胜。
本标准于2009年04月首次发布。
汽车金属零件油漆涂层1 范围本标准规定了汽车金属零件油漆涂层的技术要求、试验项目及方法、检验规则。
本标准适用于轿车底盘、发动机舱以及驾驶舱内等位置金属零件。
2 引用文件下列标准中的条款通过本标准的引用而成为本标准的条款凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准。
QC/T 484 汽车油漆涂层3 涂层等级、应用及表示规范3.1 涂层等级分类及应用范围见表1。
表13.2 表面处理要求在图纸上的表示规范表面处理要求在图纸上的表示规范应包括涂层的等级以及采用标准,举例如下:——表面处理:漆以T1,按标准QJ/GAC 1340.009。
4 技术要求4.1 表面质量涂层外观无明显的裂纹、剥落、凸起、气泡、针孔、杂质、不平整、桔皮剥落,留痕等现象,检验方法参照双方认可的标准涂层样件作对比判断;4.2 色调如果图纸规定了涂层色调,涂层应该满足图纸色调要求,色调检查参照标准色调样板。
4.3 涂层性能要求涂层性能要求见表2。
表25 试验方法 5.1 试验环境试验环境温度:20±2℃,试验环境相对湿度:65±5%,无阳光直射,无汽油、蒸汽和空气流通的条件下进行。
5.2 试验对象试验对象应该为指定涂层工艺完成的零件,而非涂层样片。
仅在由于零件形状尺寸限制,无法用零件做试验的情况下,可以采用试验样片替代,但试验样片的涂层必须与零件的涂层材料和工艺完全一样。
喷射清理等级Sa1 轻度的喷射清理在不放大的状况下观看时,外表应无可见的油、脂和污物,并且没有附着不牢的氧化皮、铁锈、涂层和外来杂质Sa2 彻底的喷射清理在不放大的状况下观看时,外表应无可见的油、脂和污物,并且几乎没有氧化皮、铁锈、涂层和外来杂质。
任何残留污染物应附着结实Sa2.5 彻底的喷射清理在不放大的状况下观看时,外表应无可见的油、脂和污物,并且没有氧化皮、铁锈、涂层和外来杂质。
任何污染物的残留痕迹仅呈现为点状或条纹状的稍微色斑Sa3 彻底的喷射清理在不放大的状况下观看时,外表应无可见的油、脂和污物,并且应无氧化皮、铁锈、涂层和外来杂质。
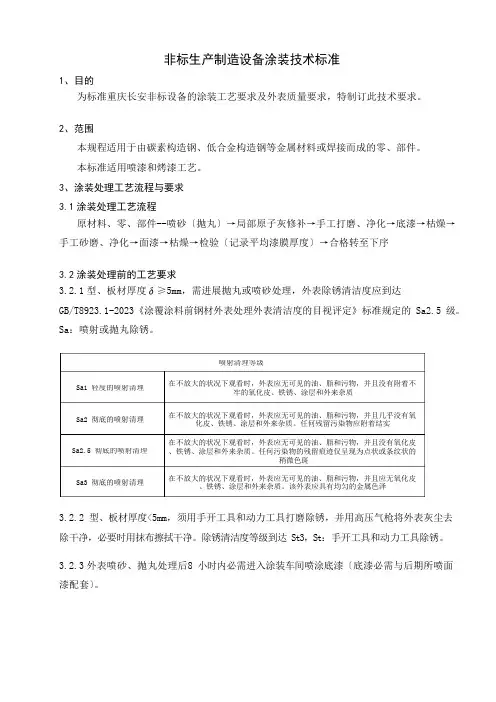
该外表应具有均匀的金属色泽1、目的非标生产制造设备涂装技术标准为标准重庆长安非标设备的涂装工艺要求及外表质量要求,特制订此技术要求。
2、范围本规程适用于由碳素构造钢、低合金构造钢等金属材料或焊接而成的零、部件。
本标准适用喷漆和烤漆工艺。
3、涂装处理工艺流程与要求3.1涂装处理工艺流程原材料、零、部件--喷砂〔抛丸〕→局部原子灰修补→手工打磨、净化→底漆→枯燥→手工砂磨、净化→面漆→枯燥→检验〔记录平均漆膜厚度〕→合格转至下序3.2涂装处理前的工艺要求3.2.1型、板材厚度δ≥5mm,需进展抛丸或喷砂处理,外表除锈清洁度应到达GB/T8923.1-2023《涂覆涂料前钢材外表处理外表清洁度的目视评定》标准规定的 Sa2.5 级。
Sa:喷射或抛丸除锈。
3.2.2型、板材厚度<5mm,须用手开工具和动力工具打磨除锈,并用高压气枪将外表灰尘去除干净,必要时用抹布擦拭干净。
除锈清洁度等级到达 St3,St:手开工具和动力工具除锈。
3.2.3外表喷砂、抛丸处理后8 小时内必需进入涂装车间喷涂底漆〔底漆必需与后期所喷面漆配套〕。
3.2.4 需涂装外表每次底漆、面漆喷漆前,须将外表突出、凹陷〔深度≥2mm 且直径(或长、宽)≥3mm〕修补平坦,修补处用细砂纸打磨,并用高压气枪将外表灰尘去除干净,必要时用抹布擦拭干净。
检具技术开发要求长安汽车工程研究总院2015年 4 月 15 日目录1 范围............................................................. 42 规范性引用文件................................................... 43 术语............................................................. 44 检具设计与制造................................................... 44.1 基本要求..................................................... 44.2 检具开发计划................................................. 54.3检具结构 ...................................................... 74.3.1 定位销、检测销............................................. 74.3.2 基准面(S面) ............................................. 74.3.3 型面检测机构............................................... 74.3.4 夹持....................................................... 84.3.5 检具测量基准块............................................. 84.3.6 检具基板要求............................................... 84.3.7 检具顶升机构............................................... 94.3.8 运输装置................................................... 94.4检具喷涂要求 .................................................. 94.4.1 树脂型面喷漆要求........................................... 94.2 检具基板喷漆要求.............................................. 95 检具文件及标识................................................. 105.1 检具文件.................................................... 105.2 检具标识................................................... 106 检具制造精度要求............................................... 127.检具验收........................................................ 137.1 检具的验收程序............................................. 137.2 检具预验收.................................................. 147.3 终验收...................................................... 147.4 检具能力.................................................... 148.设计变更管理.................................................... 179.其他要求........................................................ 1710.附件清单....................................................... 18附件1:检具方案评审问题点管控记录表 ............................ 18附件2:检具设计认可报告(A表)................................. 18附件3:常规检查方式 ............................................ 18附件4:检具制造认可报道(B) ................................... 18附件5:检具R&R验证报告 ........................................ 18附件6:表检测成绩表 ............................................ 18附件7:供应商提供资料明细及其备件 .............................. 181 范围本标准适用于长安汽车外购钣金冲焊件检具的设计、制造和验收的需要。
编号代替密级商密3级▲重庆长安汽车股份有限公司内部技术规范PP汽车外观件涂装工艺技术规范2009-11-15制定2009-12-25发布重庆长安汽车股份有限公司发布前言本规范由汽车工程研究院法规标准所管理。
本规范由汽车工程研究院汽车工艺所负责起草。
本规范主要起草人:郑勇、张先锋、向雪兵、欧丽华。
编制:校核:审定:批准:PP汽车外观件涂装工艺技术规范1范围本规范规定了重庆长安汽车股份有限公司汽车PP材料零部件(以下简称PP材料)的涂装工艺及技术要求。
本规范适用于PP汽车外观件涂装工艺。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GY-TZ-49-2008 汽车外观塑料件(ABS、PP)漆膜技术规范GY-TZ-47-2008 PP材料用涂料试验规范3 术语本规范采用以下术语和定义PP材料PP材料是丙烯的高聚物,即聚丙烯。
4 PP塑料件涂装工艺3C1B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂3C2B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→ 静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 底漆烘烤→ 冷却→ 打磨→ 检查擦拭→ 静电除尘→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂4.1 前处理工艺流程前处理工艺旨在除去PP塑料件表面沾有的油污、手汗和脱模剂,以增强PP件与涂料的附着力,消除涂膜缩孔,PP外观件的前处理方式采用水溶液处理法,水溶液处理法是通过预脱脂、脱脂等工序处理PP工件,其工艺流程如下:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→进入面漆喷涂4.1.1 工件检查上挂前对PP塑料件进行检查修整,要求PP塑料件本身颜色与车身电泳漆颜色相近,其表面必须无磕碰伤、无划伤、无毛边,无熔接痕、分模线平整光滑才能上挂。
编号代替密级商密3级▲重庆长安汽车股份有限公司内部技术规范PP汽车外观件涂装工艺技术规范2009-11-15制定 2009-12-25发布重庆长安汽车股份有限公司发布前言本规范由汽车工程研究院法规标准所管理。
本规范由汽车工程研究院汽车工艺所负责起草。
本规范主要起草人:郑勇、张先锋、向雪兵、欧丽华。
编制:校核:审定:批准:本规范的版本记录和版本号变动与修订记录PP汽车外观件涂装工艺技术规范1范围本规范规定了重庆长安汽车股份有限公司汽车PP材料零部件(以下简称PP材料)的涂装工艺及技术要求。
本规范适用于PP汽车外观件涂装工艺。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GY-TZ-49-2008 汽车外观塑料件(ABS、PP)漆膜技术规范GY-TZ-47-2008 PP材料用涂料试验规范3 术语本规范采用以下术语和定义PP材料PP材料是丙烯的高聚物,即聚丙烯。
4 PP塑料件涂装工艺3C1B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂3C2B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→ 静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 底漆烘烤→ 冷却→ 打磨→ 检查擦拭→ 静电除尘→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂前处理工艺流程前处理工艺旨在除去PP塑料件表面沾有的油污、手汗和脱模剂,以增强PP件与涂料的附着力,消除涂膜缩孔, PP外观件的前处理方式采用水溶液处理法,水溶液处理法是通过预脱脂、脱脂等工序处理PP工件,其工艺流程如下:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→进入面漆喷涂4.1.1 工件检查上挂前对PP塑料件进行检查修整,要求PP塑料件本身颜色与车身电泳漆颜色相近,其表面必须无磕碰伤、无划伤、无毛边,无熔接痕、分模线平整光滑才能上挂。
Q J G A C134010092009汽车金属零件油漆涂层QJ/GAC 企业技术标准QJ/GAC 1340.009-2009汽车金属零件油漆涂层(试行)2009-04-20 发布 2009-04-22 实施广州汽车集团股份有限公司发布前言本标准由广汽集团汽车工程研究院底盘部提出。
本标准由广汽集团汽车工程研究院技术管理部归口。
本标准由广汽集团汽车工程研究院底盘部负责起草。
本标准主要起草人:王更胜。
本标准于2009年04月首次发布。
汽车金属零件油漆涂层1 范围本标准规定了汽车金属零件油漆涂层的技术要求、试验项目及方法、检验规则。
本标准适用于轿车底盘、发动机舱以及驾驶舱内等位置金属零件。
2 引用文件下列标准中的条款通过本标准的引用而成为本标准的条款凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准。
QC/T 484 汽车油漆涂层3 涂层等级、应用及表示规范3.1 涂层等级分类及应用范围见表1。
表13.2 表面处理要求在图纸上的表示规范表面处理要求在图纸上的表示规范应包括涂层的等级以及采用标准,举例如下:——表面处理:漆以T1,按标准QJ/GAC 1340.009。
4 技术要求4.1 表面质量涂层外观无明显的裂纹、剥落、凸起、气泡、针孔、杂质、不平整、桔皮剥落,留痕等现象,检验方法参照双方认可的标准涂层样件作对比判断;4.2 色调如果图纸规定了涂层色调,涂层应该满足图纸色调要求,色调检查参照标准色调样板。
4.3 涂层性能要求涂层性能要求见表2。
表25 试验方法5.1 试验环境试验环境温度:20±2℃,试验环境相对湿度:65±5%,无阳光直射,无汽油、蒸汽和空气流通的条件下进行。
5.2 试验对象试验对象应该为指定涂层工艺完成的零件,而非涂层样片。
编号代替密级商密3级▲重庆长安汽车股份有限公司内部技术规范PP汽车外观件涂装工艺技术规范2009-11-15制定 2009-12-25发布重庆长安汽车股份有限公司发布前言本规范由汽车工程研究院法规标准所管理。
本规范由汽车工程研究院汽车工艺所负责起草。
本规范主要起草人:郑勇、张先锋、向雪兵、欧丽华。
编制:校核:审定:批准:本规范的版本记录和版本号变动与修订记录PP汽车外观件涂装工艺技术规范1范围本规范规定了重庆长安汽车股份有限公司汽车PP材料零部件(以下简称PP材料)的涂装工艺及技术要求。
本规范适用于PP汽车外观件涂装工艺。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GY-TZ-49-2008 汽车外观塑料件(ABS、PP)漆膜技术规范GY-TZ-47-2008 PP材料用涂料试验规范3 术语本规范采用以下术语和定义PP材料PP材料是丙烯的高聚物,即聚丙烯。
4 PP塑料件涂装工艺3C1B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂3C2B的工艺流程:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→检查擦拭→ 静电除尘→ 火焰处理→ PP底漆喷涂→ 静置→ 底漆烘烤→ 冷却→ 打磨→ 检查擦拭→ 静电除尘→ 色漆喷涂→ 静置→ 清漆喷涂→ 静置→ 烘烤→ 检查抛光→下挂4.1 前处理工艺流程前处理工艺旨在除去PP塑料件表面沾有的油污、手汗和脱模剂,以增强PP件与涂料的附着力,消除涂膜缩孔, PP外观件的前处理方式采用水溶液处理法,水溶液处理法是通过预脱脂、脱脂等工序处理PP工件,其工艺流程如下:工件检查→ 遮蔽(分色)→ 上挂→ 预脱脂→ 脱脂→ 第一水洗(喷淋)→ 第二水洗(喷淋)→ 新鲜纯水洗(喷淋)→ 强风吹干→ 烘烤→ 冷却→进入面漆喷涂4.1.1 工件检查上挂前对PP塑料件进行检查修整,要求PP塑料件本身颜色与车身电泳漆颜色相近,其表面必须无磕碰伤、无划伤、无毛边,无熔接痕、分模线平整光滑才能上挂。
QJ/GAC 企业技术标准QJ/GAC 1340.009-2009汽车金属零件油漆涂层(试行)2009-04-20 发布 2009-04-22 实施广州汽车集团股份有限公司发布前言本标准由广汽集团汽车工程研究院底盘部提出。
本标准由广汽集团汽车工程研究院技术管理部归口。
本标准由广汽集团汽车工程研究院底盘部负责起草。
本标准主要起草人:王更胜。
本标准于2009年04月首次发布。
汽车金属零件油漆涂层1 范围本标准规定了汽车金属零件油漆涂层的技术要求、试验项目及方法、检验规则。
本标准适用于轿车底盘、发动机舱以及驾驶舱内等位置金属零件。
2 引用文件下列标准中的条款通过本标准的引用而成为本标准的条款凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准。
QC/T 484 汽车油漆涂层3 涂层等级、应用及表示规范3.1 涂层等级分类及应用范围见表1。
3.2 表面处理要求在图纸上的表示规范表面处理要求在图纸上的表示规范应包括涂层的等级以及采用标准,举例如下:——表面处理:漆以T1,按标准QJ/GAC 1340.009。
4 技术要求4.1 表面质量涂层外观无明显的裂纹、剥落、凸起、气泡、针孔、杂质、不平整、桔皮剥落,留痕等现象,检验方法参照双方认可的标准涂层样件作对比判断;4.2 色调如果图纸规定了涂层色调,涂层应该满足图纸色调要求,色调检查参照标准色调样板。
4.3 涂层性能要求涂层性能要求见表2。
表25 试验方法5.1 试验环境试验环境温度:20±2℃,试验环境相对湿度:65±5%,无阳光直射,无汽油、蒸汽和空气流通的条件下进行。
5.2 试验对象试验对象应该为指定涂层工艺完成的零件,而非涂层样片。
仅在由于零件形状尺寸限制,无法用零件做试验的情况下,可以采用试验样片替代,但试验样片的涂层必须与零件的涂层材料和工艺完全一样。
汽车内饰件油漆涂层标准1 范围本标准适用于所有车型内饰件喷漆的技术要求。
用于内饰件的喷漆,例如:仪表板、门护板,杂物,头枕,扶手等装饰和防护目的。
本企业标准由范围、引用标准、技术要求、试验方法、产品出厂验收等部分组成。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 250 评定变色用灰色样卡GB 251 评定沾色用灰色样卡GB 2828-2003 组批检查计数抽样程序及抽样表GB 2829-2002 周期检查计数抽样程序及抽样表GB/T 3920-97 纺织品色牢度试验(耐摩擦色牢度)GB 6739-1996 漆膜硬度铅笔测定法Q/SQR.04.025-2004 涂层附着力试验方法-划格法Q/SQR.04.057-2003 CAC-商标标记Q/SQR.04.058-2004 汽车零部件标记要求Q/SQR.04.065-2005 漆膜耐水试验方法Q/SQR.04.095-2004 塑料、织物氙弧灯连续照射试验Q/SQR.04.112-2003 产品包装标志要求Q/SQR.04.400-2005 涂层耐冲击试验方法DIN 50014 气候及技术引用标准气候3 术语内饰喷漆件:车身内部起装饰和防护作用的油漆件。
4 材料4.1材料和组成4.1.1 喷漆体按图纸或说明,或按照相应零部件标准要求;4.1.2 涂层体系漆基按图纸或说明;5 技术要求5.1 预处理在试验前,要放在正常气候条件下(空气温度为23℃,允许偏差在±1,空气湿度为50%和允许偏差在±3)24小时,做预处理。
5.2 外观喷漆件表面均匀,不允许有针孔、裂纹、流挂、条纹、叠层等缺陷。
喷漆表面的颜色和光泽必须与样品或色板一致。