氯气液化和液氯汽化的节能方案比较_江建峰
- 格式:pdf
- 大小:144.97 KB
- 文档页数:3
液氯生产工艺在实际应用中的比较文章简单的介绍了我单位采用过的两种不同的液氯生产工艺,以及两种工艺在实际生产中的优缺点、以及相关的氯气液化的条件、影响因素等。
标签:液氯;氯气液化;液化工艺前言氯气是氯碱行业最主要的、基础的产品,其应用广泛,有着极高的利用价值,因此在社会生产中一直占据着重要的地位。
为了方便运输,通常以液氯的形式进行包装运输,因此其液化工艺一直备受业内人士关注。
氯气液化工段也是氯碱厂生产系统中重要的环节,它对于平衡全厂的氯气压力、增强生产的缓冲能力及节能降耗具有重要意义。
我单位液氯工段的主要任务就是将干燥工段送来的原氯进行液化,同时向盐酸、次氯酸钠等工段提供合格的气氯,做好全厂氯气平衡工作。
1 氯气液化的安全因素1.1 氯气的含水情况对液化的影响氯气含水量的大小直接影响生产的安全性,是生产纯净氯气的重要指标。
如果氯气中含水过高,氯气会与水反应生成盐酸及次氯酸等,其对设备有极强的腐蚀性;而且由于氯气中含水过高,相对应湿分中氯气纯度会下降,将明显降低液氯的产量,导致氯气废气量增大、压力升高,是对氯气压力平衡的直接威胁,进而影响整体系统正常安全运行。
为此,降低氯气中的含水量,对液氯的安全生产具有十分重要的意义。
因此必须对氯气进行干燥处理,保证氯气中的含水量应小于0.01%。
1.2 氯气中杂质气体的含量对液化的影响经干燥后的原氯中通常还含有氢气、氧气、氮气等杂质性气体。
这些气体都是难液化的,不仅浪费的冷量,而且因为它们的存在,会使氯气液化后的尾氯含量降低,尤其是氢气的存在,在液化过程中由于氢气不能液化,存留在液化尾气中,会造成尾氯含氢过高,当尾气中的含氢量达到5% 时,即达到了氢的爆炸极限,有爆炸危险。
因此必须严格控制氯气中杂质气体的含量。
2 氯气液化条件气体液化的一般条件:(1)在一定的压力下把温度降低到它的液化临界值(即液化的最高温度),即临界温度tc。
(2)在一定的温度下把压力升高到它的液化临界值(即液化是最低压力),即临界压力Pc。
浅析液氯汽化器与液氯液下泵在液氯包装应用中的比较1 液氯汽化器包装这是我公司长期采用的一种液氯包装方式,也是氯碱行业较为成熟的包装工艺,较适用于液氯包装量不是很大的企业应用。
1.1 液氯汽化器包装工艺原理在SPT状态下,氯气的密度为3.214kg/m3,而液化后的液氯的密度为1468kg/m3,两者之间存在着高达450余倍的压缩比,这就意味着液氯有着极高的蒸汽压,在同等压力下单位体积的液氯挥发后可以急剧膨胀,产生相当大体积的氯气,因此可以通过伴热的方式促进液氯汽化,使汽化后的氯气在有限的空间内膨胀以产生足够高的压力,再将此压力输送给液氯贮槽来保证液氯包装所需要的压力。
1.2 液氯汽化器包装工艺流程利用液氯汽化器进行包装首次与正常运行时略有不同。
首次包装时因汽化器内没有液氯,此时需借助外力将液氯贮槽的液氯首先注入汽化器,我公司采氮气加压法(也可以采用干燥空气加压法),通过连接在液氯贮槽上的氮气加压管道,利用高压氮气向液氯贮槽加压,将液氯通过液氯贮槽与汽化器的连接管道注入汽化器,为保证液氯汽化器运行的安全性,我公司规定汽化器中的液氯贮量不得超过其容积的70%。
完成首次注入后,正常运行中只需借注汽化器自身压力便可实现为汽化器自身加注液氯,无须再借助高压氮气或干燥空气。
汽化器中的液氯借助汽化器的夹套热水加热,将液氯挥发成氯气,当挥发后的氯气达到规定压力后,打开汽化器上的高压氯气阀门向液氯贮槽加压,进行液氯包装。
为保证安全顺利运行,汽化器要配备多条管道,如:液氯管道、高压氯气管道、泄压管道、真空管道及泄液氯管道等,还要配备相应的压力表、安全阀及液氯处理罐、排污罐等安全附件和设备。
见流程图11.3 液氯汽化器包装的优缺点1.3.1 优点(1)液氯汽化器包装工艺成熟,设备简单,有些设备可以自行制作,设备更换方便。
设备故障分析容易,事故处理相对简单。
(2)整个系统无过多机电设备,只需配备循环水泵即可,节约电能。
氯气液化及液氯汽化系统能量综合利用优化狄茜;郭忠林【摘要】介绍了氯气液化的3种方法:高温高压法、中温中压法和低温低压法.液氯汽化工艺有:用盘管式换热器的水使液氯汽化;用特种汽化器的蒸汽使液氯汽化.给出高温高压法氯气液化及热水汽化工艺的能量计算,提出了能量回收利用的优化方案.在原有流程的基础上,在氯气液化器前增加氯气液氯换热器和气液分离器进行能量回收,可以减少氯气液化过程520 kW的冷量,同时在液氯汽化过程中减少520 kW 的热量,液化器节约冷量40.6%,汽化器节约热量41.8%,系统整体节约能量41.2%.【期刊名称】《氯碱工业》【年(卷),期】2017(053)010【总页数】5页(P19-23)【关键词】氯气液化;液氯汽化;能量优化【作者】狄茜;郭忠林【作者单位】上海华谊工程有限公司,上海200241;上海华谊工程有限公司,上海200241【正文语种】中文【中图分类】TQ028.2氯气是氯碱装置的主要产品之一。
液氯为黄绿色油状液体,沸点-34.6 ℃,熔点-103 ℃,相对水的密度为1.47。
在室温常压下为黄绿色气体,相对空气的密度为2.48,有剧烈窒息性气味,溶于水和碱性溶液,属于剧毒品,高度危害,并具有强氧化性和腐蚀性,空气中氯气最高允许浓度为1 mg/m3。
氯气液化和液氯汽化单元是烧碱装置中的重要环节,对装置氯气生产起到平衡缓冲作用。
同时液化及汽化系统也是烧碱装置中的高耗能系统,氯气液化消耗冷量,液氯汽化消耗热量,将这两个过程结合起来,充分利用能量,能有效地达到节能降耗目的[1]。
1 氯气液化的方法氯气压力与温度的平衡关系[2]如表1所示。
表1 不同温度下液氯的蒸汽压Table 1 Vapor pressure of liquid chlorineat different temperature温度/℃蒸气压/105Pa-201.81-102.60-53.0803.6454.25104.96155.69206.57257.49308.60359.814011.144512.525014.14氯气液化的液化温度与氯气分压相平衡,最终的液化温度由液氯尾气中的氯气分压决定。
中盐安徽红四方技师答辩论文氯气液化的安全生产与节能技术*名:***单位:电化车间原工种名称:高级工申报时间:2015年11月13日摘要主要介绍了氯气液化的工艺流程,给出了安全生产注意事项,通过日常操作的经验和大概计算给出了节能与提高生产力的措施。
关键词:氯气液化安全生产节能环保氯气液化的安全生产与节能技术电化车间液氯工段的氯气采用氟利昂直冷液化,通过氟利昂与氯气换热,达到氯气液化的目的。
汽化后的氟利昂用螺杆压缩机压缩,冷却后变为液体循环进入液化器与氯气换热。
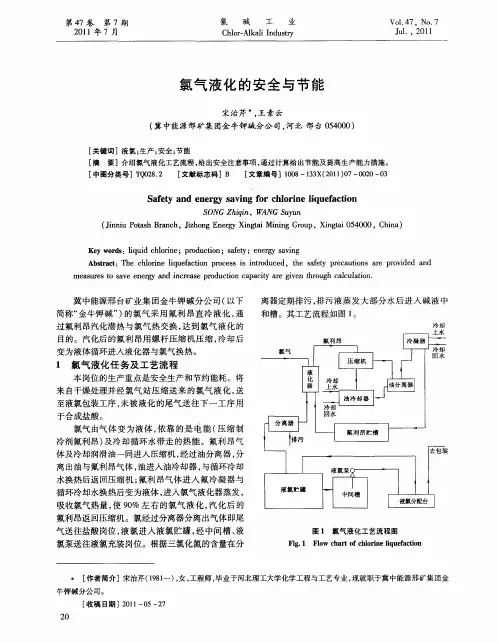
一、液氯工艺流程液氯岗位的生产重点是安全生产和节约能耗。
将来自氯氢处理压缩送来的氯气液化送至包装工序。
未被液化的尾气送往下一工序用于合成盐酸。
氯气由气体变为液体。
依靠的是电能(压缩制冷剂氟利昂)及冷却循环水带走的热能。
氟利昂气体及冷却润滑油一同进入压缩机,经过油分离器,分离出油与氟利昂气体,油进入油冷却器与循环冷却水换热后返回压缩机,氟利昂气体进入氟冷凝器与循环冷却水换热后变为液体,进入氯气液化器蒸发,吸收氯气热量使80%左右的氯气液化.汽化后的氟利昂返回压缩机。
经过分离器分离出气体即尾气送往盐酸岗位。
液氯进入液氯贮罐。
经中间槽、液氯泵送往液氯充装岗位。
二、安全生产液氯岗位高浓度液氯为重大危险源,微量泄漏即有可能产生较大的氯气量。
液氯汽化后,常温常压下体积将增大400多倍。
而氯气是高度毒物,工作场所最高允许质量浓度为1 mg/m 3。
为此应注意以下方面。
(一)液氯及氯气在生产过程中可以从几个方面来注重安全生产1、在液氯贮槽、中间槽、液化器设置多台氯气检测报警仪传至中控DCS,一旦监测出氯气质量浓度达到1mg/m³即报警,提醒岗位查找泄漏点,及时处理。
2、每年利用大修时间检测液氯贮罐、中间槽、液化器及所有氯气管道。
3、设置了与独立的除害塔相连的管道及紧急事故处理风机,一旦有少量氯气泄漏,及时将就近部位的抽负管(阀门后为软管)移至泄漏处,同时开启应急风机与碱液循环泵,(二)三氯化氮三氯化氮是黄色黏稠液体,不稳定,受光、热、震动、火花易诱发爆炸。
液氯汽化技术方案一、工艺说明液氯汽化工艺是环氧氯丙烷生产的配套工艺,直接为环氧氯丙烷提供高纯度的氯气,以满足环氧丙烷生产需要。
汽化工序两台液氯储罐交替接受液氯和为液氯汽化器供应液氯,每8小时切换一次,汽化后的氯气经氯雾分离器送往环氧氯丙烷分厂使用,液氯汽化器的热源由热水罐的高温水经热水泵送入,水循环使用。
两台液氯储罐加压空气中所带出的氯气和和液氯液下泵密封气体中所含氯气,以及液氯中间罐检修时排空气体中所含氯气,集中送入氯气缓冲罐中。
由吸收塔用碱液进行吸收处理,碱液由碱液循环泵打循环使用,当吸收碱液达到一定浓度由输液泵送出,作为次氯酸钠产品使用,并更换碱液再进行吸收,吸收后尾气排空。
各主要控制点参数范围如下表所示:一期和二期工艺相同,将一期各工艺点位号前加数字2即为二期位号。
二、控制功能一期和二期DCS I/O表如附表所示,组态及参数设定可参照DCS I/O表进行。
其中,PICA-8231、TICA-8250、2PICA-8231、2TICA-8250为单回路PID控制,PICA-8210由PV-8210A和PV-8210B进行分程控制,2PICA-8210由2PV-8210A 和2PV-8210B进行分程控制。
其它模拟量输入点为单纯显示模块。
一期所有的泵不进DCS,由生产现场手动控制其开停,二期泵进DCS,由DCS控制其开停。
一期、二期所有的开关阀、限位开关均为双反馈,其联锁逻辑如逻辑图所示。
二期泵为单反馈,但控制每台泵的启动和停止占两个DO通道。
操作站监控画面应具有历史趋势查询及监控组画面等功能,控制器及通讯电缆应采用冗余配置。
三、联锁逻辑一期、二期联锁原理基本相同,如逻辑图所示。
唯一的不同在于二期逻辑图中开关阀2XCV-8211A和2XCV-8211B的联锁条件中没有LIA-8211A、LIA-8211B 低限报警联锁。
逻辑图中所有的开关按钮以及报警指示灯的变色、闪烁均以软件形式实现。
四、监控画面工艺流程图要求监控画面工艺流程图以PID(附图)为依据,管道颜色要求如下:冷水:绿色;蒸汽:银白色;空气:天蓝色;氮气:黑色;氯气:中黄色;液氯:黄色;碱液:朱红色。
试论氯气液化效率的提高摘要:氯气液化生产作为一项重要的工艺,在实际的应用中受到了一些因素的影响,由于液化效率低,难以实现高效的生产目的,也会导致原料的浪费,需要采取有效的技术手段来改善这种情况。
通过对氯气液化工艺的改善,不仅能够提升液化效率,还能够加强生产的效果,增加产量,对企业的生产有着重要的意义。
因此,应对氯气液化效率提升的措施进行明确,有效控制其中的影响因素,使生产的目标得以实现。
关键词:氯气液化;效率;制冷设备引言氯气作为当前重要的化工原料,在净水、农药以及建材生产行业等之中得到了有效的应用。
在氯碱工业的快速发展下,氯气需要在工艺中进行液化处理,使用相应的制冷设备的冷源来实现液化,氯气液化装置的使用对其工艺效果有着较大的影响,要想使氯气的液化效率提高,应对工艺及设备进行全面改善。
通过对氯气液化工艺的详细分析,采取有效的方式来进行处理,能够进一步提高最终的效率,使氯气能够得到更好的利用。
1制冷设备的选择液化氯气制冷设备装置中有制冷机组、氯气液化气等设备,氯气通过液化冷凝之后能够呈现液化状态,制冷机组提供相应的冷源。
选择制冷设备的时候,应考虑到用户生产氯气的条件,使液氯日条件的液化温度明确。
在氯气液化中应对确定的氯气液化温度进行明确,还应明确氯气液化气制冷剂的蒸发温度。
根据生产氯气的冷却水的条件来确定符合制冷机组冷凝温度。
在当前的氯碱工业中主要使用离子膜法及隔膜法进行生产,其中隔膜法的应用已经经历了较长的时间,技术比较成熟,能够生产纯度约96%的氯气,而氯气中的杂质较多,考虑到安全因素,一般只能达到85%的液化效率。
离子膜法作为新的技术工艺,能够生产出纯度超过98%的氯气,其中有着低含量氢气,能够实现高液化效率。
制冷机组可选择螺杆式制冷机组或者活塞式制冷机组,为了方便使用会配置冷凝器,一般选择冷凝机组作为制冷机组。
当前用户氯气液化的产量逐渐提升,这使冷负荷需求也得到了提高,因此氯气液化装置主流的制冷机组一般会使用螺杆式制冷机组。
氯气液化能耗
氯气液化需要消耗一定的能量。
液化氯气的过程包括压缩、冷却和凝结三个阶段。
首先是压缩阶段,将氯气从气态转变为高压气体。
这个过程需要消耗大量的机械能和电能。
接着是冷却阶段,氯气在高压下通过冷却器冷却至接近其临界温度(-34.04°C)。
冷却的过程中需要消耗一定的冷却介质
(通常是氨)进行换热,同时还需要消耗一定的冷却能量。
最后是凝结阶段,将冷却后的高压气体通过凝结器进一步冷却,使其达到液态。
这个阶段同样需要消耗大量的冷却能量。
总体来说,氯气液化的能耗取决于液化过程中的压缩比、冷却效率以及凝结温度等因素。
根据不同的液化设备和工艺条件,能耗会有所不同,通常能耗在5-10千卡/克氯气范围内。
保障液氯安全生产与节能
聂治国;陈云松
【期刊名称】《内蒙古石油化工》
【年(卷),期】2005(031)008
【摘要】我厂于2004年6月下旬开车以来,氯气平衡按照原设计的做法是干燥后氯气一部分液化生产液氯,另一部分干燥氯气与液化尾气混合去合成盐酸工序。
液氯的生产就要受到液化尾气含氢量的制约。
从安全角度出发,保证液化尾气含氢量小于4%(V/V),就必须有一个确定的液化效率。
但我厂是原始开车,电解总管氯气纯度始终保持在96%~98%之间波动,另外氯气在压缩使用四级离心式压缩机,
【总页数】2页(P43-44)
【作者】聂治国;陈云松
【作者单位】内蒙古海吉氯碱化工股份有限公司氯碱分厂;内蒙古海吉氯碱化工股份有限公司氯碱分厂
【正文语种】中文
【中图分类】X9
【相关文献】
1.浅析液氯汽化器与液氯液下泵在液氯包装应用中的比较 [J], 李忠孝
2.保障液氯安全生产与节能 [J], 聂治国;陈云松
3.用液氯残液生产次氯酸钠彻底消除三氯化氮对安全生产的威胁 [J], 童子雍
4.安徽氯碱集团关注重大危险源保障液氯安全生产 [J], 徐家山;马今林;王克敏
5.液氯系统安全生产技术的应用 [J], 魏占鸿;魏羚宇;戴学谱
因版权原因,仅展示原文概要,查看原文内容请购买。