铸件几何尺寸检查表
- 格式:doc
- 大小:60.00 KB
- 文档页数:1

压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。

铸件尺寸公差与几何公差数值表一、铸件尺寸公差
铸件尺寸公差等级共分为16级,标记为DCTG1~DCTG16。
说明:
1.在默认条件下,铸件的尺寸公差应相对于公称尺寸对称设置,即一半为正,另一半为负。
如尺寸20mm,DCTG10级的铸件尺寸公差为±1.2。
2.对于压铸件,因其特殊的技术原因,可以采用不对称的公差设置。
二、铸件几何公差
铸件几何公差等级分为7级,标记为GCTG2~GCTG8(GCTG1是为需要更高精度的几何公差值预留的等级)。
说明:
形状公差(直线度公差、平面度公差、圆度公差)和位置公差(倾斜度公差、平行度公差、垂直度公差)不适用于铸件有起模斜度的部位。
这些部位的公差需要单独标注。
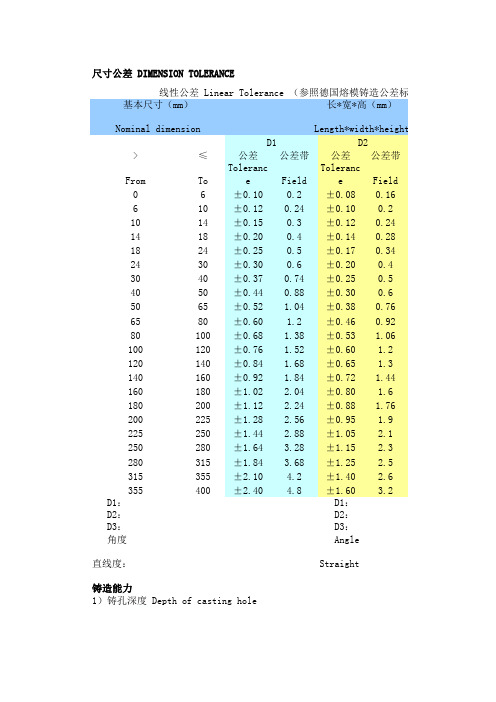
≤公差公差带公差公差带To Tolerance Field Tolerance Field6±0.100.2±0.080.1610±0.120.24±0.100.214±0.150.3±0.120.2418±0.200.4±0.140.2824±0.250.5±0.170.3430±0.300.6±0.200.440±0.370.74±0.250.550±0.440.88±0.300.665±0.52 1.04±0.380.7680±0.60 1.2±0.460.92100±0.68 1.38±0.53 1.06120±0.76 1.52±0.60 1.2140±0.84 1.68±0.65 1.3160±0.92 1.84±0.72 1.44180±1.02 2.04±0.80 1.6200±1.12 2.24±0.88 1.76225±1.28 2.56±0.95 1.9250±1.44 2.88±1.05 2.1280±1.64 3.28±1.15 2.3315±1.84 3.68±1.25 2.5355±2.10 4.2±1.40 2.6400±2.40 4.8±1.60 3.2 D1:为通常使用的一般尺寸公差 D1:General dimension tolerances D2:适用于有公差要求的重要尺寸 D2:Applicable to important dimen D3:需要采取矫正等特殊措施才能达到,限于少数有 D3:Premium toler 角度公差:±0.5o~±1o Angle Tolerance:±0.5o to ±1o 直线度:每25mm误差0。


铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1机械加工余量与铸件尺寸公差的关系—图2厂铸件的极限尺公差3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分加工最最处相互错开:见图3)。
4.基本规定错型4.1 铸件尺寸公差代号、等级及数值错型4.2 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.I I壁厚尺寸公差一般可降一级选用CT11。
4.3 公差带的位置般尺型公差为CT1Q则壁厚公差为公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为土1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:① 本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量, 但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm勺铸件基本尺寸,其公差值需单独标注,可提高2〜3级。
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。

铸件外观标准附示意图铝、锌合金铸件外观检查标准1.范围及基本责任1.1 应用于对铸件产品外观检查。
1.2 质量部负责人和生产部负责人负责推行及维持。
2.外观表面质量的定级2.1 质量的定级按使用范围分为三级,见下表:表面质量使用范围备注相应使用之AQL水平1 级喷涂工艺要求高的表面;需镀铬.抛光.研磨的表面;相对运动的配合面;危险应力区的表面一般相当于(▽6)⊕Ⅱ1.0% (个别0.65%)2 级喷涂要求一般或要求密一般相当于(▽5)ΘⅡ2.5%封的表面;需镀锌.阳极氧化的表面;喷涂前不补涂的表面;装配接触面;3 级具保护性(例如防锈)的喷涂表面;紧固接触面;喷涂前可允许补涂的表面;其它要求低的表面;一般相当于(▽4)ΟⅡ4.0%3.压铸件外观检查项目3.1 成型不良a)项目代号:A1b)定义:成型过程中填充不完整的部位这是因为以下原因所造成的:-----料不足-----料温低-----模温低-----压力不足,压入速度太慢c)检查:目视d)要求:1级和2级:不允许3级:如不影响装配及使用则允许3.2 冷格a)项目代号:A2b)定义:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透.不穿透的两种,在外力作用下有发展的趋势。
c)检查:目视d)要求:1级:不允许2级:在每一个表面允许2处,其长度不大于铸件最大轮廓尺寸的1/10,深度不大于壁厚的1/5,离铸件边缘距离不小于4mm,并且两冷格间距不小于10mm。
3级:在每一个表面允许2处,其长度不大于铸件最大轮廓尺寸的1/5,深度不大于壁厚的1/4,离铸件边缘距离不小于4mm,并且两冷格间距不小于10mm。
3.3 流纹a)项目代号:A3b)定义:表面上用手感觉得出的局部下陷的纹路。
此缺陷无发展的可能,用抛光法能去除。
c)检查:目视d)要求:1级:允许流纹面积不超过总面积的5%,其深度不大于0.05mm。
2级:允许流纹面积不超过总面积的15%,其深度不大于0.07mm。
1目的:规范公司对铸铁件的检查验收。
2适用范围: 适用于铸铁件。
※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。
3 验收标准:3.1铸铁件材质检验标准:3.1.1球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表:3.1.1.2 球墨铸铁常规金相组织3.1.1.3球墨铸铁化学成份3.1.2灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表:HT250 250-350 190-2403. 1.2.2 灰铸铁常规金相组织3.1.2.3灰铸铁化学成份3.1.3 材质检验取样规范3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。
机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。
材质检测报告存根(原始记录)保留11年。
常规灰铸铁试棒见下图:常规球墨铸铁试棒见下图:其余其余ASTM536标准(美标)试棒见下图3.1.3.2金相组织检查:球铁铸件从每包铁水的最后一型附铸金相试块或铸件本体进行检验,依次往前直到合格(或本包铁水所浇铸件检验完)为止。
压铸模具规格查验表1.模具类型:生产用的压铸模2.模仁钢材:(需材料证明)3.模仁钢材的热处理硬度要求:4.铸拔孔:在图纸上标注的铸拔孔5.铸件的外形:有些形状是要被机械加工达成的6.铸件合金:铝合金7.铸件重量:8.压铸件的外观面:烤漆等级,要机械加工的等级(功能性的部位)9.模具分类:一模一穴10.铸件日期章:不需要11.铸件零件号码:不需要12.铸件的标示字体:版本号码13.模具的配置:客户的认可确认14.首件的认可:生产之前有客户的认可15.量具:压铸者制造特殊量具16.冲模:机械的运动形式(预估产品的寿命)17.加工夹具:需要特别加工夹具由压铸者提供压铸产品规格书1.表面处理:完全没铝屑和干净、干燥的表面2.压铸表面处理:烤漆的品质—允许一些烤漆可以覆盖的瑕疵;最高品质—放置O型环的表面3.毛边去除分模线和外缘:手工活抛光,冲切到压铸的表面4.铸拔孔毛边去除:毛边不去除;毛边将以机加来处理5.顶出销毛边去除:毛边不去除;压平;从特定位置处理去除6.平面度:依照NADCA规范之标准公差(S-4A-7);依照NADCA规范之精密公差(P-4A-7)7.尺寸:依照NADCA规范标准公差;指定尺寸依照精密公差,其它尺寸依照标准公差8.包装:个别包装压铸表面检查表1.分模线:不需要抛光;只要抛光图面上有标示;所有分模线都要抛光2.环境:正常室内使用;暴露在室外气候下3.压铸成型表面:功能等级—轻微的表面不完整性,较厚的涂装;消费者等级—依事先所同意,在正常光线条件下以()距离观察时无任何具争议性的表面不完整性图面和规格都必须包含以下的讯息1.重要、主要或次要尺寸的区域和允收水准(AQL)或PPM要求包含要做管制图之尺寸2.机加或量测所使用的基准位置和被用来做特殊检查的区域3.量测过程和特殊量具4.特别的要求和其附属区域5.注明要涂装的铸品面,指定表面之级数6.指出那里是冲切边不可接受和说明毛边去除之程度7.在订单和图面说明所有的工程设变程度8.说明哪些面可能被用来放置顶出销的地方9.一般公差表,它可以描述所有图面上非重要区域的公差10.清楚描述出所有可接受和不可接受的标准压铸件技术要求1.平面图上的未注尺寸按3D图做出2.图上未标注的线性尺寸公差表,未涵盖之处见标准NADCA S-4A-1,S-4A-2,S-4A-33.中心线的误差为±0.12mm4.除另有规定外,拔模斜度按 1.5°±20’,壁厚小于1.5mm的侧壁的出模斜度见标准NADCA S-4A-45.图上显示为锐角的地方的倒角(包括倒直角,倒圆角)必须小于0.25mm6.标识为“REF”的尺寸仅供参考7.图上尺寸为喷涂前的尺寸8.所有的螺纹孔需遮蔽9.涂层厚度要符合规格要求10.外观件所有曲线及倒圆角处必须平滑过渡11.零件必须除净毛刺12.标有“CPK”的尺寸为主要的设计参数13.内浇口残留量小于0.15mm14.顶针痕凸起0.15mm以下,凹下0.4以下15.分模面的错模量在0.12mm以下可接受16.批峰在0.08mm以下。