塑料进气歧管开发介绍
- 格式:pptx
- 大小:5.55 MB
- 文档页数:46
汽车塑料进气歧管总成技术条件T20 Q江苏东方汽车装饰件总厂企业标准Q/321181 QDA 003-2008汽车塑料进气歧管总成技术条件2008-03-01发布 2008-04-01实施江苏东方汽车装饰件总厂发布Q/321181 QDA 003-2008前言本厂生产的汽车塑料进气歧管总成因无相应的国家及行业标准,根据《中华人民共和国标准化法》特制定该产品的企业标准,作为组织生产,销售和监督检查的依据。
本标准主要技术指标参照GB18296-2001《》。
本标准编写格式符合GB/T1.1-2000规定。
本标准由江苏东方汽车装饰件总厂提出并负责起草。
本标准主要起草人:姜锁军。
本标准于2008年3月1日首日发布,2008年4月1日复审。
汽车塑料进气歧管总成技术条件1.范围本标准规定了汽车(汽油、柴油)塑料进气歧管的分类与命名、要求、试验方法、检验规则、标志、包装、运输和储存。
本标准适用于汽车(汽油、柴油)等各类塑料进气歧管。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单或修订版本不适用于本标准,然而,鼓励根据本标准达成协议的各方,研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准.GB/T2828.1-2003 计数抽样检验程序第一部分:按接受质量限(AQL)检索的逐批检验抽样计划JISD1601-1995 汽车零件振动试验方法3.分类与命名4.要求4.1 进气歧管应按照规定程序批准的图样及技术条件,顾客的最终要求进行制造,并符合本标准规定要求.4.2 进气歧管原料采用PA6+30%GF,或按顾客和图纸要求(如PA66)。
4.3 尺寸公差进气歧管未注尺寸公差应符合表1 的规定4.4形位公差进气歧管未注形位公差应符合表2 的规定表24.5壁厚及焊接面要求壁厚依据按照规定程序批准的图样及技术条件,公差为±0.2本体各部件焊接高度一般设计为4±0.5,要求焊接后,翻浆均匀、溶融均厚(≤±0.3)。
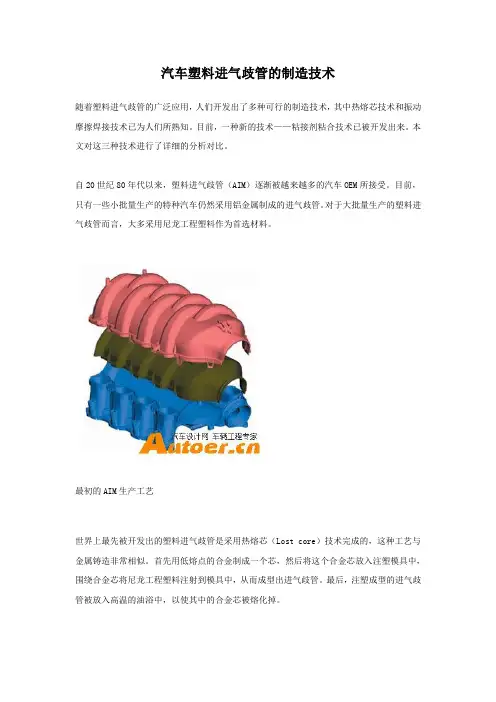
汽车塑料进气歧管的制造技术随着塑料进气歧管的广泛应用,人们开发出了多种可行的制造技术,其中热熔芯技术和振动摩擦焊接技术已为人们所熟知。
目前,一种新的技术——粘接剂粘合技术已被开发出来。
本文对这三种技术进行了详细的分析对比。
自20世纪80年代以来,塑料进气歧管(AIM)逐渐被越来越多的汽车OEM所接受。
目前,只有一些小批量生产的特种汽车仍然采用铝金属制成的进气歧管。
对于大批量生产的塑料进气歧管而言,大多采用尼龙工程塑料作为首选材料。
最初的AIM生产工艺世界上最先被开发出的塑料进气歧管是采用热熔芯(Lost core)技术完成的,这种工艺与金属铸造非常相似。
首先用低熔点的合金制成一个芯,然后将这个合金芯放入注塑模具中,围绕合金芯将尼龙工程塑料注射到模具中,从而成型出进气歧管。
最后,注塑成型的进气歧管被放入高温的油浴中,以使其中的合金芯被熔化掉。
合金芯的熔点一般在200℃左右,而用来熔化合金芯的油浴温度通常为220℃~240℃。
适合该温度的尼龙材料为PA66+30%-35%GF。
通常,热熔芯技术使塑料进气歧管的设计非常灵活,任何可以用金属铸造的进气歧管都可以采用热熔芯工艺来完成,热熔芯技术甚至可以被用来完成用铝金属铸造工艺无法完成的设计。
采用热熔芯技术可以实现无缝单片的塑料进气歧管的设计。
这种无缝式设计可以使塑料进气歧管获得优异的抗爆裂能力,从而避免了因采用其他熔接工艺而带来的抗爆裂测试的失效。
抗爆裂测试是塑料进气歧管的主要测试项目,主要用来模仿发动机的逆火。
热熔芯技术的最大缺点是成本太高。
尽管与铝金属材料的铸造工艺相比,由于热熔芯可以重复利用,因此该技术仍有一定的成本优势。
但由于需要重复制造芯并熔化芯,因此它的成本还是很高。
除了需要正常的注塑机及模具之外,该技术还需要其他附加的设备。
例如,用于制造芯的金属冲压设备或沙浇铸设备,其中还包括所使用的模具,并且模具费用是除注塑成型之外的附加费用。
另外还需要支付用于熔化芯的油浴费用。
10.16638/ki.1671-7988.2018.20.027前置后驱车型用自然吸气发动机塑料进气歧管开发刘锡鑫,马江涛,胡志刚,刘玉明,于荣枫(哈尔滨东安汽车发动机制造有限公司技术中心,黑龙江哈尔滨150066)摘要:文章以某前置后驱车型自然吸气发动机用塑料进气歧管的开发为例,叙述了前置后驱车型用进气歧管的结构特性。
应用发动机一维性能仿真(A VL-BOOST)优化进气歧管参数(气道长度)、应用Hypermesh进行有限元分析的前处理,CFD仿真(A VL-FIRE)模拟进气歧管的流动特性,得到满足兼顾低速扭矩与最大功率的进气歧管结构。
通过试验验证,新开发的进气歧管性能满足开发目标,性能曲线与仿真结果趋势相同。
通过文章的研究,可指导前置后驱车型自然吸气发动机用塑料进气歧管的开发工作。
关键词:前置后驱;塑料进气歧管;BOOST;FIRE中图分类号:U464 文献标识码:B 文章编号:1671-7988(2018)20-77-03Natural Inhalation Engine for Front and Back Drive Type Development ofplastic intake manifoldLiu Xixin, Ma Jiangtao, Hu Zhigang, Liu Yuming, Yu Rongfeng( Harbin Dongan Automobile Engine Manufacturing Co., Ltd.. Technology Center, Harbin Heilongjiang 150066 )Abstract: Taking the development of plastic intake manifold for a front-rear drive natural aspirated engine as an example, the paper describes the structural characteristics of intake manifold for front-rear drive. The application of the engine one-dimensional performance simulation(A VL-BOOST) to optimize the intake manifold parameters(airway length), the use of Hypermesh for finite element analysis, and the CFD simulation(A VL-FIRE) to simulate the flow characteristics of the intake manifold, The intake manifold structure with both low speed torque and maximum power is obtained. The results show that the performance of the newly developed intake manifold meets the development goal, and the performance curve is the same as the simulation result. Through the research of this paper, we can guide the development of plastic intake manifold for the natural aspirated engine of front-rear drive.Keywords: front-drive; Plastic intake manifold; BOOST; FIRECLC NO.: U464 Document Code: B Article ID: 1671-7988(2018)20-77-03引言中国汽车市场正在向中、小城市发展,MPV以其多功能性在中、小城市占有很大的市场份额,而MPV车型中发动机的布置形式大部分为前置后驱。
内燃机与配件0引言随着汽车行业的发展,塑料进气歧管也在逐步的向高性能、低成本、轻量化、高可靠性和高集成性发展。
我们在设计进气歧管过程中,不但要把握设计的要点,而且在前期应该充分的考虑制造工艺。
制造工艺设计的合理性不仅影响进气歧管的性能、发动机的排放,而且对进气歧管的制造成本和后续质量控制也尤为重要。
本文将从歧管结构及要点引入探讨歧管在设计中如何考虑工艺来优化设计。
1进气歧管的功能和主要组件1.1进气歧管的功能进气歧管作为发动机的主要部件,其功能在于将从节气门阀体引入的干净空气,以最小的流量损失尽可能均匀的分配到发动机的各个引擎进气门,在此过程中,所有工况下的空气可以被监测(包括质量,温度和压力)。
之所以称为歧管,是因为空气进入节气门后,经过歧管缓冲暂存后,空气通过气道在此分流。
进气歧管除了此主要功能外还有辅助集成的功能:①进气歧管由于节气门阀体的开度变化而产生不同的真空度,压力传感器根据不同的真空度将信号传送给ECU判定发动机的负荷,而给予适量的喷油;②支持多样的安装部件的支持;③为活性碳过滤器、废气再循环(EGR)、曲轴箱通风等系统提供气体和蒸汽的接入点;④歧管真空不仅可用来供给判定发动机负荷的压力讯号,还可以辅助提供刹车系统需要的真空,所以当引擎发动后刹车踏板会轻盈许多。
1.2进气歧管的主要组成进气歧管组件主要由进气段、稳压腔、气道和安装法兰组成,通过合理的布局和连接,将以上组件融合形成一个塑料壳体,该壳体可以通过分片并设计需要焊接筋的法兰来焊接组合制造出来,也可以通过熔芯法而不需要设计其它辅助结构来形成。
由于现阶段的塑料进气歧管大多采用分片振动摩擦焊接的方式来制造,所以接下来将对分片后通过振动焊接生产歧管的工艺设计和注意要点进行讨论。
一个完整的进气歧管组件,除了通过塑料壳体来分配干净空气外还需要其它设计来辅助完成其它功能性,其中的包括安装辅助零件(冷插衬套、热插螺母和螺钉等)、密封辅助零件(对应位置需要的密封圈)、辅助其它系统的接通通道(真空助力管接头、活性炭过滤器接头、曲轴箱通风接头、油轨喷射口和EGR接入口等)和其它辅助安装台阶(支架安装凸台、油轨安装凸台、传感器安装凸台和线束卡夹安装凸台等)。
汽车进气歧管成型工艺分析及注射模设计苏金玲【期刊名称】《《模具制造》》【年(卷),期】2019(019)008【总页数】5页(P36-40)【关键词】一体成型塑料进气歧管; 弧形抽芯; 模流分析; 模具设计【作者】苏金玲【作者单位】群达模具(深圳)有限公司广东深圳518000【正文语种】中文【中图分类】TQ320.661 引言随着全球日益显现的能源危机、环境恶化,节能环保越来越受到人们的重视。
汽车作为人们生活代步不可或缺的重要工具,节能减排是全球汽车发展的必然趋势,汽车轻量化、以塑代钢是汽车节能减排的基本途径。
作为汽车发动机核心部件的进气歧管正在不断进化,在功能不变的基础上由PA6或PA66加入玻纤代替了原来的铸铁或铝合金材料,并优化制造工艺(一体成型)来实现节能减排及汽车轻量化的目标。
2 塑料进气歧管的发展过程及成型工艺汽车发动机塑料进气歧管诞生于1972年,为当时的Porsche汽车进气歧管。
最早的塑料进气歧管选用了BASF公司的尼龙树脂,并成功开发了熔芯成型法。
其优点是歧管内部完整光滑,气体流动性好,最大限度地保证发动机的性能。
熔芯成型法塑料进气歧管是一次成型,气密性好,成品率高,熔芯过程可消除注射过程中塑料歧管残余应力,使熔芯成型法生产出的塑料进气歧管有良好的机械性能。
但也存在不足:成型工艺复杂、成本高、生产效率低,因此逐渐被其他新工艺替代。
注射成型与振动焊接相结合,原理是:在设计塑料进气歧管时,将复杂的歧管结构拆分为结构相对简单、能一次注射成型的塑件,各塑件注射成型后,用摩擦焊机将各塑件焊接在一起,构成完整的塑料进气歧管。
多片焊接法的进气歧管工艺主要优点是:生产效率高,生产成本低。
而一体成型进气歧管更是在此设计与工艺上的优化:将原来较多的零件再合理合并,使原性能不受任何影响的情况下,减少塑件数量,减少焊接工艺步骤,更大地提高生产效率,更大地降低生产成本。
3 普通塑料进气歧管与一体成型塑料进气歧管的成型工艺区别普通塑料进气歧管在设计进气歧管时,将复杂的歧管结构拆分为结构相对简单、能一次注射成型的塑件,各塑件注射成型后,用摩擦焊机将各塑件焊接在一起,构成完整的塑料进气歧管(见图1、图2)。
汽车发动机塑料进气歧管成型工艺的研发与应用汪智勇;杨金表;蔡考群【摘要】以具有动力性能好、节能和环保等特点的汽车发动机塑料进气歧管为例,研究了汽车发动机塑料进气歧管成套技术中的模具设计、注射工艺、焊接工艺等关键技术,结合CAE技术实现了工艺与模具结构的优化.通过该成套技术的实际应用,满足了汽车工业的要求,为该工艺的进一步推广应用提供了理论指导和技术支撑.【期刊名称】《模具制造》【年(卷),期】2017(017)011【总页数】5页(P35-39)【关键词】汽车发动机;塑料进气歧管;模具设计;注射成型【作者】汪智勇;杨金表;蔡考群【作者单位】群达模具(深圳)有限公司广东深圳518129;群达模具(深圳)有限公司广东深圳518129;群达模具(深圳)有限公司广东深圳518129【正文语种】中文【中图分类】TQ320.66随着能源危机的爆发及石油资源日益枯竭,汽车市场竞争加剧,节能减排、环保和减少汽车制造成本成为企业关注的核心。
汽车轻量化(塑料化)成为当今汽车工业发展方向之一,进气歧管是发动机进气系统最重要的部件,进气歧管关系到汽车发动机的动力性能、节省油耗、减少废气排放和降低成本的主要技术指标。
由于塑料进气歧管的内壁光滑,气流阻力小,因此进气效率明显提高;同时混合气分配均匀,排放也得到改善,发动机的动力性能明显改善;塑料制成的零部件不仅明显减轻了发动机的重量,而且具有金属零部件所无可比拟的优越性能。
塑料进气歧管与传统的铝合金进气歧管相比,具有质轻、设计自由度大、成本低,动力性能好、节能减排、环保等优点。
汽车发动机塑料进气歧管诞生于1972年,为当时的Porsche车进气歧管。
欧洲的汽车商率先采用尼龙制造进气歧管,随后美国、日本、韩国相继开发塑料进气歧管。
最早的塑料进气歧管选用了BASF公司的尼龙树脂,并采用熔芯成型法。
熔芯法生产的塑料进气歧管优点是歧管内部完整光滑,气体流动特性较好,最大限度地保证发动机的性能。
T20 Q江苏东方汽车装饰件总厂企业标准Q/321181 QDA 003-2008汽车塑料进气歧管总成技术条件2008-03-01发布 2008-04-01实施江苏东方汽车装饰件总厂发布Q/321181 QDA 003-2008前言本厂生产的汽车塑料进气歧管总成因无相应的国家及行业标准,根据《中华人民共和国标准化法》特制定该产品的企业标准,作为组织生产,销售和监督检查的依据。
本标准主要技术指标参照GB18296-2001《》。
本标准编写格式符合GB/T1.1-2000规定。
本标准由江苏东方汽车装饰件总厂提出并负责起草。
本标准主要起草人:姜锁军。
本标准于2008年3月1日首日发布,2008年4月1日复审。
汽车塑料进气歧管总成技术条件1.范围本标准规定了汽车(汽油、柴油)塑料进气歧管的分类与命名、要求、试验方法、检验规则、标志、包装、运输和储存。
本标准适用于汽车(汽油、柴油)等各类塑料进气歧管。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单或修订版本不适用于本标准,然而,鼓励根据本标准达成协议的各方,研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本标准.GB/T2828.1-2003 计数抽样检验程序第一部分:按接受质量限(AQL)检索的逐批检验抽样计划JISD1601-1995 汽车零件振动试验方法3.分类与命名4.要求4.1 进气歧管应按照规定程序批准的图样及技术条件,顾客的最终要求进行制造,并符合本标准规定要求.4.2 进气歧管原料采用PA6+30%GF,或按顾客和图纸要求(如PA66)。
4.3 尺寸公差进气歧管未注尺寸公差应符合表1 的规定表14.4形位公差进气歧管未注形位公差应符合表2 的规定表24.5壁厚及焊接面要求壁厚依据按照规定程序批准的图样及技术条件,公差为±0.2本体各部件焊接高度一般设计为4±0.5,要求焊接后,翻浆均匀、溶融均厚(≤±0.3)。
熔芯法塑料进气歧管的开发和系列生产
何铁冰
【期刊名称】《塑料开发》
【年(卷),期】1993(020)002
【总页数】7页(P78-84)
【作者】何铁冰
【作者单位】无
【正文语种】中文
【中图分类】U464.134.4
【相关文献】
1.4.5 t工频有芯感应熔铝炉的开发及其在铸造铝合金生产中的应用 [J], 谷文明
2.塑料进气歧管设计开发 [J], 郝兵
3.前置后驱车型用自然吸气发动机塑料进气歧管开发 [J], 刘锡鑫;马江涛;胡志刚;刘玉明;于荣枫
4.换芯技术在塑料相框系列产品生产中的应用研究 [J], 骆仕斌;张瑞義;李爱娜
5.北京研究所完成塑料熔体齿轮泵的系列开发和研制 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。

•塑料注射模技术•!>料注射模技术:汽车进气歧管成型工艺分析及注射模设计苏金玲群达模具(深圳)有限公司(广东深圳518000)【摘要】通过对汽车发动机核心塑件(一体成型塑料进气歧管)的结构工艺分析,确定模具整体成型和出模结构,通过模流分析,确定胶口位置及布局形式,介绍了一体成型塑料进气歧管注射模设计的关键点和模具制造过程中的注意要点。
关键词:一体成型塑料进气歧管;弧形抽芯;模流分析;模具设计中图分类号:TQ320.66文献标识码:BDOI:10.12147/ki.1671-3508.2019.08.010Molding Process Analysis and Injection Mold Designof Automobile Intake Manifold[Abstract]By analysis the automobile engine core plastic parts:integrated plastic automobile intake mainfold AIM model,determine the molding whole mold structure,and though the moldflow analysis,determine the gate location and the part layout.lt introduces the key points and attention of the integrated plastic intake manifold injection mold design and its machining process.Key words:integrated plastic intake manifold;arc core-pulling;moldflow analysis;mold design1引言随着全球日益显现的能源危机、环境恶化,节能环保越来越受到人们的重视。
论述塑料车用进气歧管和燃油箱的应用及发展目前来看,汽车工业发展的主要方向和研发目标就是轻量化,实践中为有效实现节能降耗、提高车速、减少排放以及节约成本之目的,上世纪90年代,汽车工业生产中就开始应用塑料制造功能件。
实践中可以看到,由于塑料具有易成型之特点,因此在汽车发动机进气歧管、燃油箱等复杂部件的制造过程中发挥着重要的作用,成为全面推动我国汽车产业发展的基础和保证。
因此,在当前的形势下,加强对塑料车用进气歧管和燃油箱的应用及发展问题的研究,具有非常重大的现实意义。
1 塑料车用进气歧管特点与技术应用从实践来看,当前国内多数汽车发动机的进气歧管是铝合金材料,而国外已经广泛应用塑料作为进气歧管制作材料,比如韩国现代系列、宝马系列以及日产系列等高档次汽车。
由于进气歧管自身的形状非常的复杂,因此传统的生产工艺多以铝合金铸成,内壁非常的粗糙,实际应用过程中会对空气产生较大的阻力,因此噪声也非常的大,同时还具有燃料燃烧不充、排废弃量多等特点。
基于此,近年来我国汽车工业企业对塑料进气歧管非常的重视和关注,较之于传统的进歧管,当前的塑料进气歧管明显变轻,只有原来一半重。
同时,塑料进气歧管气道非常的光滑,而且空气流动阻力也非常的小,这在很大程度上有效地改善了汽车发动机动力与排放功能,提高了燃油的利用效率,而且油耗也降低了至少6%。
塑料进气歧管具有较好的减振、降噪效果,由于汽车发动机相关部件对材料要求非常的高,一般在-40-150℃范围内反复变化,因此耐热性、耐燃油以及耐润滑油效果应当非常的好,同时抗振动性、音频衰减性也要满足要求,所以尼龙成为最佳选择材料。
实践中,由于汽车发动机周边部件要求实际工作过程中,要承受大约220℃的高温,并且在该温度下仍可保持高模量和高强度,而且在-40℃仍有较好的机械性能和韧性。
塑料进气歧管结构如图1。
进气歧管位于节气门与引擎进气门之间,之所以称为“歧管”,是因为空气进入节气门后,经过歧管缓冲统后,空气流道就在此“分歧”了,对应引擎汽缸的数量,如四缸引擎就有四道,五缸引擎则有五道,将空气分别导入各汽缸中。